Как сделать пружину своими руками из проволоки и на производстве: описываем досконально


Стальные пружины могут быть разных конфигураций и не всегда можно приобрести нужного вида – товар достаточно редкий на рынке. По этой причине для своих нужд я их делаю самостоятельно.
Что потребуется
Чтобы сделать пружину своими руками, подготовьте следующие расходные материалы и оборудование:
- стальную проволоку, диаметр которой должен соответствовать размеру поперечного сечения витков вашего будущего пружинного изделия;
- обычную газовую горелку;
- инструмент, который обязательно есть в каждой слесарной мастерской;
- слесарные тиски;
- печь, в качестве которой может быть использовано и нагревательное устройство бытового назначения.
Навивать спираль легче с помощью приспособлений, конструкция которых зависит от размеров и жесткости пружины
Проволоку, если ее диаметр не превышает 2 мм, можно не подвергать предварительной термической обработке, так как ее легко согнуть и без этого. Перед тем как наматывать такую проволоку на оправку требуемого диаметра, ее необходимо разогнуть и тщательно выровнять по всей длине намотки.
Выбирая диаметр оправки, следует учитывать размеры пружины, которую вы собираетесь сделать в домашних условиях. Чтобы компенсировать упругую деформацию проволоки, диаметр оправки выбирают несколько меньше, чем требуемый размер внутреннего поперечного сечения будущего изделия.
Приспособление для навивки спиральной пружины
В том случае, если диаметр проволоки, из которой вы своими руками собираетесь сделать пружину, больше 2 мм, ее необходимо предварительно отжечь, так как без такой процедуры выравнивать ее и навивать на оправку будет затруднительно.
Требования к проволоке и ее диаметру
Стальная проволока для изготовления пружины, которая впоследствии будет подвергаться закалке, должна соответствовать требованиям, указанным в ГОСТ 14963-78. Согласно документу она классифицируется по таким признакам:
- способу навивки (холодным способом и горячим);
- способу отделки поверхности (без отделки и с отделкой);
- точности изготовления (нормальная и повышенная);
- классу механических свойств (общего и ответственного назначения);
- диаметру (от 0,5 до 14 мм);
- виду поставки (в прутках или мотках).

На промышленных предприятиях методом холодной навивки изготавливают пружины из проволоки, диаметр которой не превышает 16 мм, горячим способом – вплоть до 80 мм. При этом на производстве они навиваются с помощью вращающейся оправки, подающих роликов и одного или двух упорных штифтов.
Изготавливают изделия из проволоки марок 51ХВА, 70С3А, 65С2ВА, 60С2А, 65Г, 60ХВА с поверхностью шлифованной, полированной или без шлифования и полировки. По этому признаку и способу изготовления проволока выпускается в прутках или мотках таких групп:
- А, Б, В, Г, Е – со специальной отделкой;
- Н – без отделки.
Условное обозначение проволоки в технической документации и на сопроводительных бирках состоит из цифр и букв:
ХХХХХ (1) – Х (2) – Х (3) – Х (4) – ХХ (5) – ХХ (6) ГОСТ 14963-78 (7)
- 1 – марка стали;
- 2 – способ отделки поверхности;
- 3 – точность изготовления;
- 4 — класс механической точности;
- 5 — способ навивки;
- 6 — диаметр в мм;
- 7 — обозначение стандарта.
Например, проволока с полированной поверхностью, изготовленная из стали 60С2А повышенной точности I класса для пружин горячей навивки диаметром 2,0 мм будет иметь следующее обозначение:
60С2А – А – П – I – ГН – 2,0 ГОСТ 14963-78
В государственном стандарте оговариваются допустимые предельные отклонения, овальность и недопустимость наличия определенных видов дефектов, а также способы упаковки и транспортировки.
Расчет пружины
Для этого необходимо воспользоваться таблицей в разделе пружины, чтобы правильно выбрать диаметр стальной проволоки, количество витков и шаг. При этом огромную роль играет то, как должна работать новая пружина – на сжатие или растяжение. Последняя разновидность пружин может иметь довольно сложную конструкцию, но и ее можно сделать самостоятельно. Выполнив предварительные расчеты и выяснив толщину проволоки для стальной пружины, шаг и количество витков, а также определив конструкционные особенности и создав чертеж будущей пружины, можно переходить к практическим действиям.
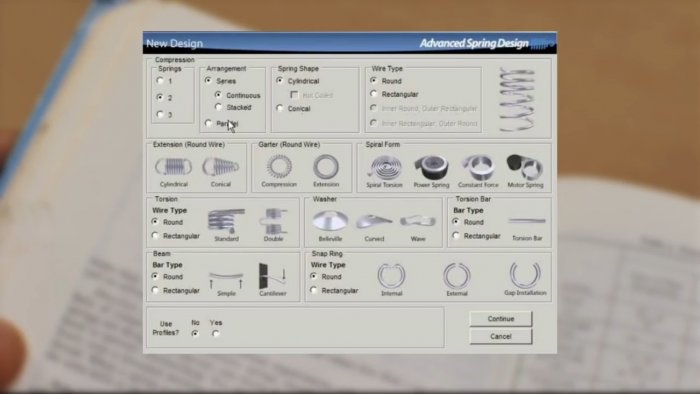
Так же есть специальный софт для расчета всех параметров:
Пошаговая инструкция
Первое, что необходимо сделать, если вы собираетесь изготовить пружину своими руками, – это подобрать материал для такого изделия. Оптимальным материалом в данном случае является другая пружина (главное, чтобы диаметр проволоки, из которой она изготовлена, соответствовал поперечному сечению витков пружины, которую вам надо сделать).
Подбирая материал от старой пружины, вы будите уверены, что проволока сделана из закаленной высокоуглеродистой стали
Отжиг проволоки для пружины, как уже говорилось выше, позволит вам сделать ее более пластичной, и вы без особого труда сможете выровнять ее и намотать на оправку. Для выполнения такой процедуры лучше всего использовать специальную печь, но если таковой нет в вашем распоряжении, то можно воспользоваться любым другим устройством, растапливаемым дровами.
В такой печи необходимо разжечь березовые дрова и, когда они прогорят до углей, положить в них пружину, проволоку от которой вы собираетесь использовать. После того как пружина раскалится докрасна, угли надо сдвинуть в сторону и дать нагретому изделию остыть вместе с печью. После остывания проволока станет значительно пластичней, и вы без труда сможете работать с ней в домашних условиях.
Ставшую мягкой проволоку следует тщательно выровнять и начать наматывать на оправку требуемого диаметра. При выполнении такой процедуры важно следить за тем, чтобы витки располагались вплотную друг к другу. Если вы никогда не занимались намоткой пружин ранее, можно предварительно посмотреть обучающее видео, которое несложно найти в интернете.
Для намотки небольшой пружины можно использовать шуруповерт
Чтобы ваша новая пружина обладала требуемой упругостью, ее необходимо закалить. Такая термическая обработка, как закалка, сделает материал более твердым и прочным. Для выполнения закалки готовую пружину надо нагреть до температуры 830–870°, для чего можно использовать газовую горелку. Ориентироваться на то, что требуемая температура закалки достигнута, можно по цвету раскаленной пружины: он должен стать светло-красным. Чтобы точно определить такой цвет, также ориентируйтесь на видео. После нагрева до требуемой температуры пружину необходимо охладить в трансформаторном или веретенном масле.
Цвета каления стали
После закалки пружину следует выдержать в сжатом состоянии на протяжении 20–40 часов, а затем обработать ее концы на точильном станке, чтобы сделать изделие требуемого размера.
После выполнения всех вышеописанных процедур пружину, которую вы сделали своими руками, можно начинать использовать по назначению.
Изготовление пружины
У нас имеется чертеж, стальная струна нужной толщины и подходящего диаметра стальная трубка для намотки пружины.
Типичные ошибки
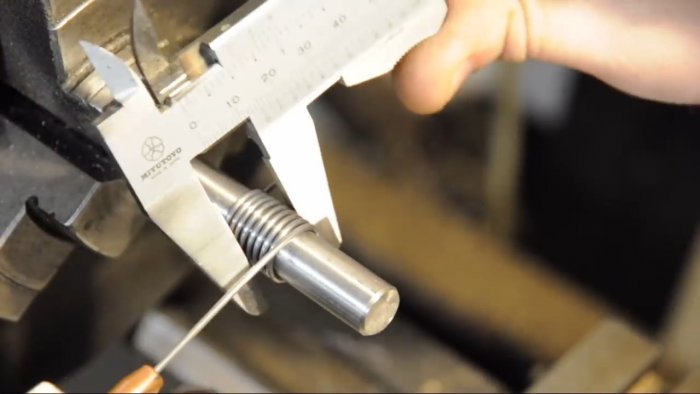
Зажимаем оправку в патроне токарного станка. Вставляем конец стальной проволоки в отверстие в оправке, запускаем вращение и плотно наматываем стальную струну.


Проверив толщину пружины штангенциркулем, кусачками обрезаем проволоку и наблюдаем, как наша пружина увеличивается в диаметре.
К тому же снять ее с оправки будет довольно проблематично – для этого придется обрезать струну в самом начале витка.
Делаем правильно
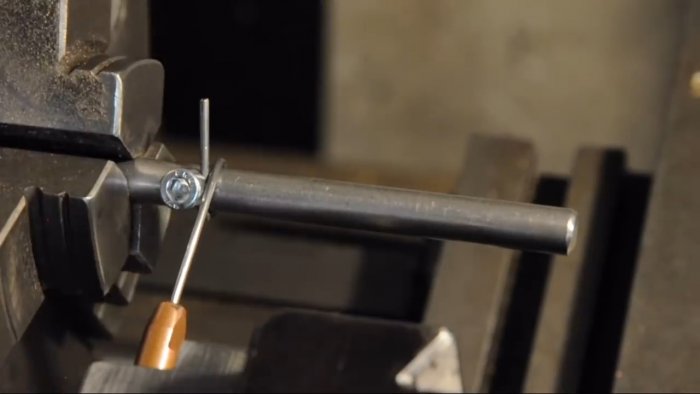
Зажимаем проволоку на оправке с помощью винта.

Теперь нам необходимо создать натяжение стальной струны перед намоткой.
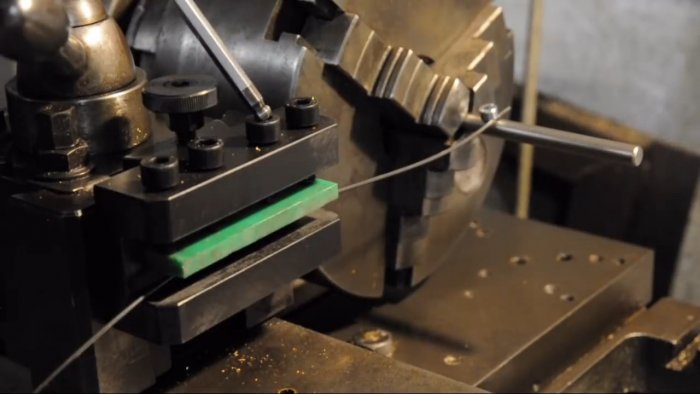
При помощи обычного куска плотного пластика зажать проволоку в держателе резцов будет недостаточно. Нам понадобится специальное приспособление с направляющей, в котором натяжение проволоки можно регулировать прижимной пластиной из мягкого металла (медь или бронза).
Также необходимо отрегулировать скорость вращения патрона токарного станка и перемещение рабочей платформы для получения нужного шага пружины.
Намотка
Медленно вращая станок, делаем намотку первых двух витков один к одному – это начало нашей пружины. Далее активируем вращение с перемещением рабочей платформы и выполняем расчетное количество витков.
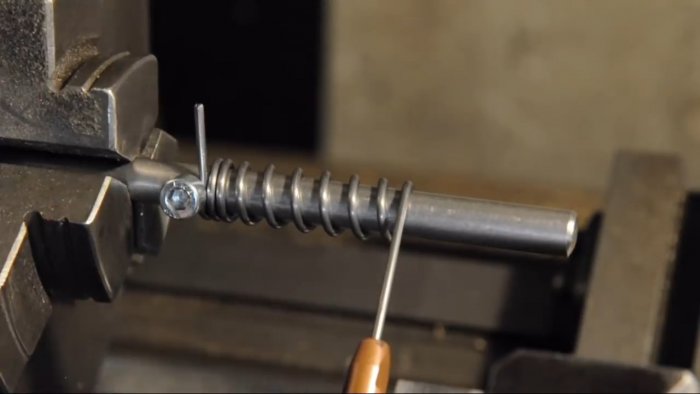
В конце также делаем два оборота с плотной намоткой. Отрезаем кусачками проволоку и ослабляем зажимной болт. Проверяем шаг при помощи линейки.

В пружине, работающей на сжатие, кусачками обрезаем оставшиеся концы проволоки и стачиваем края, чтобы они стали плоскими.



Изготовление двойной пружины на кручение
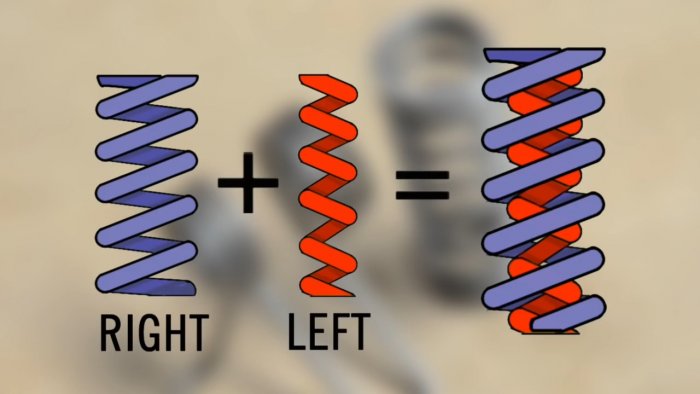
Научившись делать обычную пружину на растяжение/сжатие, вы легко сможете своими руками сделать схожий элемент, работающий на кручение. Для этого зажимаем проволоку на оправке, делаем нужное число витков один к одному и снимаем намотку с трубки. При помощи плоскогубцев придаем нужную форму прижимной скобе и снова одеваем ее на оправку свободным концом. При этом будьте внимательны, чтобы направление витков совпадало с первой намоткой. Сделайте такое же количество оборотов и откусите кусачками готовое изделие, оставив пару сантиметров для фиксации пружинного блока.
Направление хода пружины
В некоторых случаях направление хода пружины может иметь значение – если в конструкции на одном участке установлены два пружинных элемента с разной направленностью, это может привести к некорректным результатам.
Не забывайте использовать средства индивидуальной защиты и придерживаться правил работы на токарном станке. Как видим, нет ничего сложного в изготовлении пружинных элементов, и при наличии доступа к токарному станку вы всегда сможете сделать их самостоятельно.
Как сделать пружину своими руками [НОУ-ХАУ]

Пружины, используемые в различных механизмах, со временем теряют свои свойства и требуют замены. Довольно часто пружины необходимых размеров найти в продаже невозможно. Что же делать в таком случае? Мы расскажем, как делать нестандартные пружины своими руками.
Материалы для изготовления
Для того, чтобы сделать пружину, вам понадобятся:
- обычная дверная пружина;
- газовая горелка или паяльная лампа;
- плоскогубцы;
- ручные тиски;
- емкость с машинным маслом;
- болгарка;
- болт нужного диаметра и длины;
- шлицевая отвертка.
Шаг 1. Делаем заготовку
Для изготовления нужной пружины используем дверную пружину, которую несложно купить в супермаркете или на рынке.

Отрезаем кусочек пружины, используя болгарку.

Чтобы сделать проволоку пружины мягкой необходимо провести отжиг стали. Для этого ее нужно нагреть до красного цвета и оставить остывать на воздухе. Нагрев куска пружины, можно осуществить различными способами:
- Соорудив для пружины микрогорн из кусков вермикулита, используем микрогорелку.

- Используя паяльную лампу.

- Используя газовую горелку и горн.

Нагрев прекращаем, когда пружина приобретет темно-красный цвет (примерно 800 градусов Цельсия). Оставляем ее остужаться на воздухе.

Шаг 2. Формируем пружину
После остывания, снимаем с пружины нагар щеткой и разматываем ее.
Берем болт с диаметром равным внутреннему диаметру пружины, которую мы хотим изготовить и, фиксируя кончик проволоки ручными тисками, наматываем на него плотно проволоку.

Таким же образом можно сделать пружины различных форм и назначений.

Для равномерности с помощью шлицевой отвертки делаем необходимое расстояние между витками.

После обрезки получилась вот такая пружина.

Шаг 3. Делаем пружину более прочной и упругой
Проводим закалку пружины, для чего нагреваем ее до темно-красного цвета и погружаем в сосуд с машинным маслом.

Для устранения хрупкости пружины, проводим высокий отпуск стали при температуре около 400-500 градусов Цельсия, добившись светло-серого цвета побежалости.

При достижении такой температуры нагрев прекращаем и остужаем на воздухе.


Как сделать пружину своими руками в домашних условиях
Как сделать пружину своими руками [НОУ-ХАУ]
Как в домашних условиях сделать пружину – процесс изготовления своими руками из струны

Изготовить небольшую пружину вполне реально
Конечно, пружины для ответственных механизмов, работающих в интенсивном режиме, лучше всего изготавливать в производственных условиях, где есть возможность не только правильно подобрать, но и соблюсти все параметры технологического процесса. Если же нестандартная пружина вам требуется для использования в механизме, который будет эксплуатироваться в щадящем режиме, то можно сделать ее и в домашних условиях.
О диаметре
Как сделать пружину? Какой диаметр проволоки выбрать? Специалисты рекомендуют использовать расходный материал с диаметром не более 0,2 см. Ввиду того что такая проволока легко гнется, для нее не требуется предварительная термическая обработка. Перед наматыванием на оправку она разгибается и тщательно выравнивается. При выборе диаметра для оправки следует исходить из размеров будущей пружины. Иными словами, нужно учитывать внутреннее поперечное сечение изделия. Многие мастера компенсируют упругие деформации проволоки, подбирая оправки заведомо меньшего диаметра. При работе с проволокой толще 0,2 см часто возникают трудности при наматывании ее на оправку. В таком случае придется выполнить ее предварительный отжиг.
Что потребуется
Чтобы сделать пружину своими руками, подготовьте следующие расходные материалы и оборудование:
- стальную проволоку, диаметр которой должен соответствовать размеру поперечного сечения витков вашего будущего пружинного изделия;
- обычную газовую горелку;
- инструмент, который обязательно есть в каждой слесарной мастерской;
- слесарные тиски;
- печь, в качестве которой может быть использовано и нагревательное устройство бытового назначения.
Навивать спираль легче с помощью приспособлений, конструкция которых зависит от размеров и жесткости пружины
Проволоку, если ее диаметр не превышает 2 мм, можно не подвергать предварительной термической обработке, так как ее легко согнуть и без этого. Перед тем как наматывать такую проволоку на оправку требуемого диаметра, ее необходимо разогнуть и тщательно выровнять по всей длине намотки.
Выбирая диаметр оправки, следует учитывать размеры пружины, которую вы собираетесь сделать в домашних условиях. Чтобы компенсировать упругую деформацию проволоки, диаметр оправки выбирают несколько меньше, чем требуемый размер внутреннего поперечного сечения будущего изделия.
Приспособление для навивки спиральной пружины
В том случае, если диаметр проволоки, из которой вы своими руками собираетесь сделать пружину, больше 2 мм, ее необходимо предварительно отжечь, так как без такой процедуры выравнивать ее и навивать на оправку будет затруднительно.
С чего нужно начать?
Специалисты рекомендуют использовать проволоку от какой-либо старой пружины, диаметр которой не устраивает владельца. Мастеру останется только ее выровнять и намотать на оправку с сечением нужного размера. Для этого проволока должна быть абсолютно ровной. Она будет намного пластичнее, если ее обработать в специальной печи. При отсутствии таковой подойдет любое другое устройство, которое можно растопить с помощью дров. Как утверждают опытные мастера, достаточное количество тепла для обжига дает береза. После растопки печи нужно дождаться, чтобы в ней прогорели дрова. Оставаться должны одни угли. В них следует положить старую пружину. Если изделие достаточно раскалилось, оно приобретет красный цвет. Теперь пружину можно отодвигать в сторону, чтобы она остывала на воздухе. После этой процедуры метал станет пластичным и с ним легко будет работать.
Особенности технологии
Технологический процесс изготовления упругих элементов зависит от технических требований, предъявляемых к конструкции. Сделать пружину не так просто, как обычную деталь, которая не должна обладать особыми упругими свойствами. Для этого требуется специальное оборудование и оснастка.
Навивка пружин с круглым сечением витка проводится следующими методами:
- Холодная. Применяется для малых и средних размеров (диаметр проволоки до 8 миллиметров).
- Горячая. Для больших диаметров.
Технология навивки пружины
После навивки упругие элементы подвергают различным видам термообработки. В ее ходе изделие приобретает заданные свойства.
Как сделать пружину?
Дождавшись, когда старое изделие достаточно остынет, приступают к его разматыванию. На оправку следует наматывать абсолютно ровную проволоку. Тем, кто не знает, как сделать пружину, специалисты рекомендуют располагать витки вплотную. На данном этапе мастеру придется приложить физическое усилие. Оправка зажимается в слесарных тисках.
Работать будет гораздо легче, если использовать плоскогубцы. Судя по отзывам опытных мастеров, очень часто у новичков возникают трудности при подборе размера оправки. Не исключено, что работать придется не с одной оправкой, а с несколькими с различными сечениями. Диаметр для самодельной пружины в таком случае подбирается опытным путем.
Используемое оборудование и оснастка
Чтобы сделать упругий элемент, требуется специализированное оборудование. Это навивочные станки. Сделать деталь можно и на обычном токарном станке, но потребуется его дооборудование специальной оснасткой. Средние и крупные серии изготавливают на полуавтоматических установках, работающих с минимальным вмешательством оператора. Сделать пружину из проволоки можно и вручную. Для этого также потребуется специальная оснастка.
На следующем этапе механической обработки торцы шлифуются на торцешлифовочных станках. При единичном производстве или малых сериях это можно сделать шлифовальном круге.
Термообработка проводится с применением оправок, предотвращающих деформацию изделия, в специализированных печах для закалки и отпуска. Обе операции можно сделать и в универсальной печи.
Используемое оборудование и оснастка
Для контроля качества используются нагрузочные установки и измерительные комплексы. При единичном производстве измерения можно сделать и универсальным инструментом.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Закалка изделия
Тому, кто интересуется, как сделать пружину самому, опытные мастера советуют также уделить внимание ее закаливанию. Данная процедура заключается в термической обработке изделия с целью придать ему требуемую упругость.
Пружина, прошедшая закалку, по сравнению со своим первоначальным состоянием становится гораздо тверже и прочнее. Термообработка выполняется в специальных печах при температуре от 830 до 870 градусов. Справиться с этой работой можно также и в домашних условиях при помощи обычной газовой горелки. Поскольку температурные датчики в таких устройствах обычно отсутствуют, домашнему умельцу контролировать процесс придется визуально. В качестве ориентира можно использовать цвет раскаляемого изделия. Металл при нагреве до 800 градусов становится вишнево-красным. Это значит, что вынимать изделие из печи пока рано. Если пружина достаточно нагрелась (870 градусов), она станет светло-красной. Теперь ее следует охладить. Для этой цели подойдет трансформаторное или веретенное масло. В специальных заводских термических печах металлы подвергаются нагреву до 1050 градусов. Изделия при таком температурном режиме приобретают оранжевые оттенки.
Пошаговая инструкция
Первое, что необходимо сделать, если вы собираетесь изготовить пружину своими руками, – это подобрать материал для такого изделия. Оптимальным материалом в данном случае является другая пружина (главное, чтобы диаметр проволоки, из которой она изготовлена, соответствовал поперечному сечению витков пружины, которую вам надо сделать).
Подбирая материал от старой пружины, вы будите уверены, что проволока сделана из закаленной высокоуглеродистой стали
Отжиг проволоки для пружины, как уже говорилось выше, позволит вам сделать ее более пластичной, и вы без особого труда сможете выровнять ее и намотать на оправку. Для выполнения такой процедуры лучше всего использовать специальную печь, но если таковой нет в вашем распоряжении, то можно воспользоваться любым другим устройством, растапливаемым дровами.
В такой печи необходимо разжечь березовые дрова и, когда они прогорят до углей, положить в них пружину, проволоку от которой вы собираетесь использовать. После того как пружина раскалится докрасна, угли надо сдвинуть в сторону и дать нагретому изделию остыть вместе с печью. После остывания проволока станет значительно пластичней, и вы без труда сможете работать с ней в домашних условиях.
Читать также: Лифан икс 80 в россии
Ставшую мягкой проволоку следует тщательно выровнять и начать наматывать на оправку требуемого диаметра. При выполнении такой процедуры важно следить за тем, чтобы витки располагались вплотную друг к другу. Если вы никогда не занимались намоткой пружин ранее, можно предварительно посмотреть обучающее видео, которое несложно найти в интернете.
Для намотки небольшой пружины можно использовать шуруповерт
Чтобы ваша новая пружина обладала требуемой упругостью, ее необходимо закалить. Такая термическая обработка, как закалка, сделает материал более твердым и прочным. Для выполнения закалки готовую пружину надо нагреть до температуры 830–870°, для чего можно использовать газовую горелку. Ориентироваться на то, что требуемая температура закалки достигнута, можно по цвету раскаленной пружины: он должен стать светло-красным. Чтобы точно определить такой цвет, также ориентируйтесь на видео. После нагрева до требуемой температуры пружину необходимо охладить в трансформаторном или веретенном масле.
Цвета каления стали
После закалки пружину следует выдержать в сжатом состоянии на протяжении 20–40 часов, а затем обработать ее концы на точильном станке, чтобы сделать изделие требуемого размера.
После выполнения всех вышеописанных процедур пружину, которую вы сделали своими руками, можно начинать использовать по назначению.
Пружины – упругие элементы конструкций, служащие для накопления или рассеяния механической энергии. Они окружают нас со всех сторон — под клавишами клавиатуры компьютера, в подвеске автомобиля и в подъемном механизме дивана. Наиболее распространены витые пружины сжатия. Существует несколько способов сделать их.
Завершающий этап
После процедуры закаливания пружину следует сжать и оставить в таком положении на двое суток. Затем, используя точильный станок, обрабатываются ее концы. Это придаст кустарному изделию требуемый размер. После выполнения всех вышеперечисленных действий пружина считается готовой к эксплуатации. Как утверждают специалисты, кустарные самоделки не сравнить с аналогичными изделиями заводского производства.
Тем не менее нестандартные пружины широко используются в различных механизмах. Если их эксплуатировать в щадящем режиме, то пружины прослужат достаточно долго.
Требования к материалу
Прочностные параметры и отказоустойчивость изделия во многом определяются материалом, из которого его решили сделать. Металлурги выделяют в классификации сталей специальные рессорно-пружинные стали. Они обладают специфической кристаллической структурой, определяемой как химическим составом, так и проводимой термической обработкой изделий. Высоколегированные сплавы повышенной чистоты и высокого металлургического качества обеспечивают высокую упругость и пластичность, способны сохранять свои физико-механические свойства после многократных деформаций.
Популярность среди конструкторов механизмов приобрели пружинные сплавы 60С2А, 50ХФА и нержавейка 12Х18Н10Т
Читать также: Ремонт насоса гур лансер 9
Последовательность действий
1. Прежде, чем закалить проволоку для пружины следует проверить материал основы и убедиться, что используемая проволока углеродистой стали.
2. Процедура отжига, как сказано ранее, способна добавить пластичности. Это облегчит процесс выравнивания и намотки на оправку. Для этого можно особую печь или любую подходящую. В быту закалять возможно в наиболее подходящей конструкции (металлической или кирпичной). Для этого разжигается обычный костер и после в уголь помещается будущая пружина. После нагрева заготовки докрасна проволоку нужно изъять и позволить остыть естественным путем. Остывшая проволока будет существенно мягче и с ней можно будет комфортно работать.
Как сделать пружину из проволоки
Пружины – упругие элементы конструкций, служащие для накопления или рассеяния механической энергии. Они окружают нас со всех сторон — под клавишами клавиатуры компьютера, в подвеске автомобиля и в подъемном механизме дивана. Наиболее распространены витые пружины сжатия. Существует несколько способов сделать их.

Витые пружины сжатия
Упругие элементы могут иметь различные пространственные формы. Исторически первыми пружинами освоенными человеком, были листовые. Их и сегодня можно видеть — это рессоры у большегрузных грузовиков. С развитием технологий люди научились изготавливать более компактные витые пружины, работающие на сжатие. Кроме них, используются и пространственные упругие элементы.

Особенности конструкции
Такие пружины при работе принимают нагрузку вдоль своей оси. В начальном положении между их витками существуют просветы. Приложенная внешняя сила деформирует пружину, длина ее уменьшается до тех пор, пока витки не соприкоснуться. С этого момента пружина представляет собой абсолютно жесткое тело. По мере уменьшения внешнего усилия форма изделия начинается возвращаться к первоначальной вплоть до полного восстановления при исчезновении нагрузки.
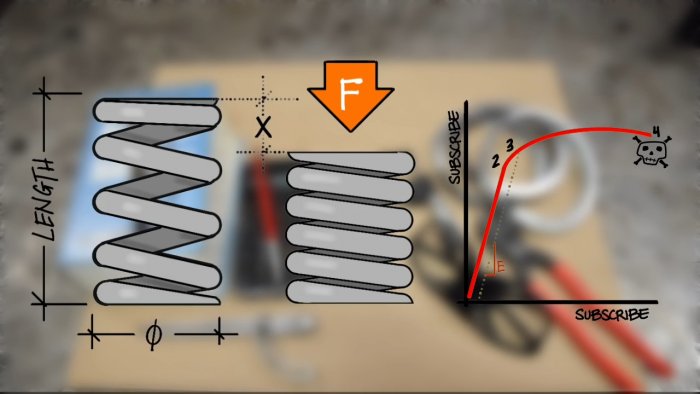
Основными характеристиками, описывающими геометрию детали, считают:
- Диаметр прутка, из которого навита пружина.
- Число витков.
- Навивочный шаг.
- Внешний диаметр детали.
Внешняя форма может отличаться от цилиндрической и представлять собой одну из фигур вращения: конус, бочку (эллипсоид) и другие
Шаг навивки бывает постоянный и переменный. Направление навивки – по часовой стрелке и против нее.

Сечение витков бывает круглым, плоским, квадратным и др.
Концы витков стачиваются до плоской формы.
Область эксплуатации
Шире других используются цилиндрические винтовые пружины постоянного внешнего диаметра и постоянного шага. Они применяются в таких областях, как
- Машиностроение.
- Приборостроение.
- Транспортные средства.
- Добыча полезных ископаемых промышленность.
- Бытовая техника .
и в других отраслях.

Применение пружины в быту
Требования к пружинам
Для эффективного функционирования работы требуются следующие свойства:
- высокая прочность;
- пластичность;
- упругость;
- износостойкость.
Чтобы обеспечить проектные значения этих параметров, требуется правильно выбрать материал, точно рассчитать размеры, разработать и соблюсти технологию изготовления.
Государственными стандартами определяются требования к изготовлению пружин. По допустимым отклонениям они относятся к одной из точностных групп:
- менее 5%;
- менее 10%;
- менее 20%.

Схематическое изображение пружины
Строгие требования предъявляются к точности соблюдения геометрии, чистоте поверхности.
Не соответствуют стандарту изделия с царапинами и прочими наружными дефектами, снижающими ресурс изделия и срок его эксплуатации
Требования к материалу
Прочностные параметры и отказоустойчивость изделия во многом определяются материалом, из которого его решили сделать. Металлурги выделяют в классификации сталей специальные рессорно-пружинные стали. Они обладают специфической кристаллической структурой, определяемой как химическим составом, так и проводимой термической обработкой изделий. Высоколегированные сплавы повышенной чистоты и высокого металлургического качества обеспечивают высокую упругость и пластичность, способны сохранять свои физико-механические свойства после многократных деформаций.

Популярность среди конструкторов механизмов приобрели пружинные сплавы 60С2А, 50ХФА и нержавейка 12Х18Н10Т
Особенности технологии
Технологический процесс изготовления упругих элементов зависит от технических требований, предъявляемых к конструкции. Сделать пружину не так просто, как обычную деталь, которая не должна обладать особыми упругими свойствами. Для этого требуется специальное оборудование и оснастка.
Навивка пружин с круглым сечением витка проводится следующими методами:
- Холодная. Применяется для малых и средних размеров (диаметр проволоки до 8 миллиметров).
- Горячая. Для больших диаметров.

Технология навивки пружины
После навивки упругие элементы подвергают различным видам термообработки. В ее ходе изделие приобретает заданные свойства.
Технология холодной навивки без закалки
Сначала необходимо сделать подготовительные операции. Перед тем, как из проволоки навивать заготовку, ее подвергают процедуре патентирования. Она заключается в нагреве материала до температуры пластичности. Такая операция готовит проволоку к предстоящему изменению формы.
В ходе операции навивки должны быть выдержаны следующие параметры:
- Внешний диаметр изделия (для некоторых деталей нормируется внутренний диаметр).
- Число витков.
- Шаг навивки.
- Общая длина детали с учетом последующих операций.
- Соблюдение геометрии концевых витков.

Холодная навивка без отпуска
Далее проводится стачивание концевых витков до плоского состояния. Это необходимо сделать для обеспечения качественного упора в другие детали конструкции, предотвращения их разрушения и выскальзывания пружины.
Следующий этап технологического процесса — термообработка. Холодная навивка пружин предусматривает только отпуск при низких температурах. Он позволяет усилить упругость и снять механические напряжения, возникшие в ходе навивки.
Исключительно важно точно соблюдать проектный график термообработки, тщательно контролируя температуру и время выдержки.
После термообработки необходимо сделать испытательные и контрольные операции.
Далее по необходимости могут наноситься защитные покрытия, предотвращающие коррозию. Если они наносились гальваническим методом, изделия подвергаются повторному нагреву для снижения содержания водорода в приповерхностном слое.
Технология холодной навивки с закалкой и отпуском
Первые этапы технологии совпадают с предыдущим процессом. На стадии термообработки начинаются изменения. Она проводится в несколько этапов:
- Закалка. Заготовку нагревают до заданной температуры, выдерживают от 2 до 3 часов. Далее подвергают скоростному охлаждению, погружая в емкость с минеральным маслом или солевым раствором. В ходе стадии закалки заготовки должны находиться в горизонтальном положении. Это позволит избежать из деформации
- Отпуск. Заготовку нагревают до 200-300° и выдерживают несколько часов для снятия внутренних напряжений и улучшения упругих свойств.
Далее также проводятся измерительные и контрольные операции. Прошедшие контроль заготовки направляют на пескоструйную обработку для снятия окалины. При необходимости следует сделать также и дробеструйную обработку для повышения прочности поверхностного слоя металла.
Завершает процесс нанесение защитного покрытия.
Технология горячей навивки с закалкой и отпуском
Перед навивкой заготовку нагревают до температуры пластичности одним из следующих методов
- муфельная печь;
- газовая горелка;
- высокочастотный нагрев.
Далее заготовка поступает на навивочное оборудование, Проводится корректировка геометрии и формирование плоских торцов.
Термическая обработка включает в себя закалку и низкотемпературный отпуск.
Графики термообработки строятся исходя из свойств материала и размеров заготовки.

Рабочий режим линии печи закалки и отпуска
Далее следует контрольно- измерительный этап. Заканчивается изготовление нанесением антикоррозионной защиты.
Используемое оборудование и оснастка
Чтобы сделать упругий элемент, требуется специализированное оборудование. Это навивочные станки. Сделать деталь можно и на обычном токарном станке, но потребуется его дооборудование специальной оснасткой. Средние и крупные серии изготавливают на полуавтоматических установках, работающих с минимальным вмешательством оператора. Сделать пружину из проволоки можно и вручную. Для этого также потребуется специальная оснастка.
На следующем этапе механической обработки торцы шлифуются на торцешлифовочных станках. При единичном производстве или малых сериях это можно сделать шлифовальном круге.
Термообработка проводится с применением оправок, предотвращающих деформацию изделия, в специализированных печах для закалки и отпуска. Обе операции можно сделать и в универсальной печи.

Используемое оборудование и оснастка
Для контроля качества используются нагрузочные установки и измерительные комплексы. При единичном производстве измерения можно сделать и универсальным инструментом.
Как сделать мини пружину своими руками
Пружины очень часто используются при создании различных механизмов и конструкций. Их изготовлением занимаются специальные производства, поскольку только соблюдение всех технологических процессов может обеспечить нормальное функционирование пружины.
Тем не менее, изготовление пружин возможно и в домашних условиях. Для этого понадобиться изготовить несложное приспособление и подобрать правильный материал.

Чтобы пружин отвечала необходимым требованиям, необходимо правильно выбрать материал. На производстве обычно используют сплавы цветных металлов, а также специальную легированную проволоку. Можно сделать маленькую пружину из другой пружинки, имеющей большей диаметр и размер.
Кроме того, необходимо подготовить оборудование и инструменты:
- газовая горелка для разогрева проволоки перед намоткой и последующего нагрева перед закалкой. В домашних условиях можно воспользоваться обычной газовой плитой, если снять с нее конфорки;
- тиски для фиксации оправки и слесарный инструмент;
- печь, пригодная для термической обработки пружины.
Если вы хотите изготовить пружину из проволоки, толщина которой менее 2 мм, то можно обойтись и без термической обработки. Скрутить пружину из более толстой проволоки без нагрева будет достаточно сложно. 
Процесс изготовления
Чтобы изготовить проволоку нужного диаметра, потребуется взять оправку чуть меньшего размера. Это связано с тем, что после снятия пружины, она немного увеличивается в диаметре.
Все работы можно разделить на несколько этапов:
- Подготовка проволоки к намотке. Для получения лучшего результата, проволоку необходимо прокалить в печи. Металл должен раскалиться до красна, не вынимайте его до полного остывания.
- Проволоку необходимо намотать на оправку. Витки должны плотно прилегать друг к другу.
- Чтобы пружина сохранила форму, ее следует закалить. Для этого ее нагревают до светло-красного цвета, а затем опускают в техническое масло. Можно использовать трансформаторное или веретенное масло.
- После проведения закалки пружину нужно зафиксировать в сжатом положении и оставить ее на один или два дня.
У готовой пружины следует обточить концы на точильном круге, после этого работы по изготовлению пружины можно считать законченными.
Если у вас возникла необходимость в небольшой пружине, то ее можно изготовить самостоятельно. Но более крупные экземпляры лучше приобретать в специализированных магазинах.
Как Сделать Пружину Своими Руками из Проволоки смотрим в видео:
Стоит ли говорить о том, что практически из любой металлический проволоки можно сделать пружину для личных целей? Однако настоятельно рекомендуется использовать стальную проволоку. Безусловно, допускается и использование нихрома.
Нихромовая проволока, купить которую сегодня не составит большого труда, служит отличным сырьём для производства пружины. При этом качество её ничуть не будет уступать другим.
Подготовительный этап

Создание крепкой пружины может быть осуществлено и в бытовых условиях. Всё, что для этого требуется – это убрать с газовой конфорки распределитель газа (верхнюю пластинку).
Для создания пружины из проволоки потребуется следующее:
- отвёртка (или любая другая оправка);
- пассатижи;
- стакан с мыльной, ледяной водой (лучше если посуда будет металлической).
Первоначально необходимо закрепить проволоку таким образом, чтобы на оплётке можно было сделать намотку из одинаковых витков. Выполняется она таким образом, чтобы виток прилегал друг к другу.
Как уже было сказано выше, лучше использовать проволоку из стальных сплавов. Но и из медной проволоки также можно сделать вполне сносную пружину.
Закалка и получение готовой пружины

После того, как намотка пружины была осуществлена, можно отправлять её в закалку. Для этого помещаем её в открытое пламя и ожидаем, пока цвет пружины не станет белым. Даже оранжевый цвет не подходит.
Достигнут необходимо кондиции проволока может быть закалена. Вытаскиваем её при помощи пассатижей из огня и немедленно опускаем в ледяную мыльную воду. Подержав её там некоторое время можно доставать (буквально секунд 10).
Пружина готова! Самостоятельно можно порастягивать её и убедиться, что деформация пружины является упругой, а не пластичной. То есть, пружина возвращается после растяжения в своё исходное состояние.
Подобным образом, как уже многие догадались можно делать практически любые пружины. Различные механизмы обладают подобными деталями, но найти их на рынке не всегда представляется возможным.
Вместо того, чтобы тратить время на поиски или заказывать из-за рубежа, можно сделать пружину необходимых характеристик самостоятельно! Причём в домашних условиях.
На видео будет продемонстрирован весь процесс производства пружины от начала и до конца:
ООО «Электровек-сталь»
+7(495)639-93-00 Москва
+38(056)790-91-90 Днепропетровск
www.evek.org
 Многие из нас сталкивались с ситуацией, когда появлялась необходимость в изготовлении своими руками пружины для той или иной домашней утвари.
Многие из нас сталкивались с ситуацией, когда появлялась необходимость в изготовлении своими руками пружины для той или иной домашней утвари.
И некоторые граждане не знают, как очень просто можно сделать такую пружину даже в не очень подходящих для этого домашних условиях с помощью простейших приспособлений.
Потребности в навивке пружин могут быть самые разные. Допустим, иногда требуется изготовить нихромовую спираль ТЭНа для какого-либо старинного нагревателя, которую и пружиной-то назвать можно с очень большой натяжкой из-за ее чрезмерно низкой упругости. Но принцип ее изготовления ничем не отличается от навивки пружины из стальной закаленной проволоки.
Подобные спирали меня неоднократно просила изготовить соседка-портниха к нагревателям пары тяжеленных утюгов с чугунными грузами, отлитыми, наверное, еще во времена Ивана Грозного. Оказывается, в домашних условиях современным легким утюгом невозможно прогладить швы сшитого пальто.
Для изготовления в домашних условиях похожей пружины ТЭНа вплотную виток к витку навивают спираль из нихромового провода, затем ее растягивают так, чтобы навитые витки были разнесены по длине. То есть они не должны, соприкасаясь, контачить друг с другом. Поверх витков спирали надеваются изоляторы из керамических чашечек перегоревшей пружины из нихромовой проволоки.
Но перед навивкой нагревательной пружины длина нихромового провода должна быт строго отмерена, исходя из расчетного сопротивления проходящего через него тока. В противном случае спираль так тщательно изготовленной нами токопроводящей пружины может либо слабо нагреваться, либо быстро сгорит.
Пружины к старым ТЭНам легко изготовить в домашних условиях из сравнительно мягкой проволоки, обладающей большим удельным сопротивлением проходящему сквозь нее току. При этом не потребуется каких-то специальных приспособлений.
Для изготовления пружины к электронагревателю берем новую нихромовую проволоку того же, что и в ТЭНе диаметра и, пропуская ее с натягом между пальцами руки, наматываем новую спираль вокруг круглого проволочного прутка.
При этом следует подобрать пруток с диаметром на четверть меньше, чем у витков сгоревшего нагревателя, так как вновь намотанная пружина примерно на эту величину с увеличением диаметра витков обязательно разовьется.
Очевидно, для изготовления в домашних условиях новой пружины следует взять нихромовый провод той же длины, что был намотан до этого на ТЭНе. Для этого старую спираль следует вытянуть и замерить ее длину, либо произвести совсем несложные расчеты, привязанные к удельному сопротивлению высокоомного намоточного провода и мощности нагревательного устройства.
И для удобства навивки пружины на торце прутка следует сделать пропил. В домашних условиях пропилить в прутке паз можно даже обломком ножовочного полотна по металлу. Подробности читайте ниже.
Как самостоятельно сделать пружину
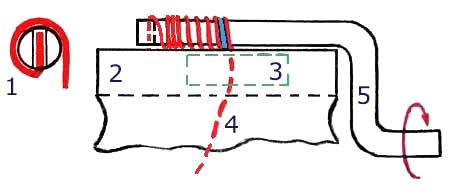
Взглянув на эскиз под заголовком статьи, можно и без лишних подсказок догадаться, как в домашних условиях можно самостоятельно сделать пружину из упругой стальной проволоки, обладающей малым коэффициентом деформации.
На рисунке под цифрой «2» показаны «губки» тисков, через которые нам потребуется с усилием протянуть проволоку при изготовлении пружины своими руками.
Цифрой «3» обозначены две тонкие пластины, приклеенные изнутри тисков к «губкам», которые можно самостоятельно сделать перед навивкой пружины из твердой пластмассы наподобие гетинакса. Тогда в них при намотке витков пружины не будет прорезаться канавка.
Но, если для изготовления пружины вы воспользуетесь настольными тисками с гладкими прижимными губками, то пластины между ними ставить не обязательно.
Цифрой «4» обозначена стальная упругая пружинная проволока. Цифре «5» присвоена самому поворотному устройству, на штоке которого и будет навиваться пружина.
Самодельное поворотное устройство представляет собой уменьшенную копию ручки запуска мотора автомобиля, которое можно тоже сделать самостоятельно из сварочного электрода или жесткой проволоки нужного диаметра.
Посредине торца штока должна быть обязательно пропилена прорезь (смотрите позицию «1»). Иначе мы не сможем закрепить конец проволоки, для того чтобы начать изготовление пружины. Пропил в торце штока перед намоткой пружины можно сделать шлицовкой или ножовкой по металлу.
Для того чтобы сделать пружину из сравнительно толстой проволоки, изгиб вертикальной составляющую ручки (обозначена цифрой «5») следует удлинить. Тогда увеличится плечо ручки и будет полегче работать нашему собственному плечу.
Ручку для самостоятельной навивки небольшой пружины можно сделать из обычного длинного гвоздя, обрезав его с двух сторон и согнув так, как показано на эскизе.
Если диаметр гвоздя мал, а нам требуется сделать пружину большего диаметра, то на шток ручки (рабочая горизонтальная часть) следует надеть нужной толщины трубку.
В торце трубки следует сделать пропил для захода проволоки и производить изготовление пружины обычным порядком.
Для удобства навивки пружины большой зазор между внутренним диаметром трубки и диаметром штока ручки можно выбрать, намотав на шток “заводилки” бумажную полосу. Последний оборот бумаги приклеивается. Далее на рулон бумаги надевается трубка.
Следует иметь в виду, что снятая со штока, сделанная из упругой проволоки пружина, слегка развивается, после чего ее диаметр может увеличиться на 15-30%. Все будет зависеть от качества закалки провода и усилия, которое будет приложено при навивке пружины.
Чем мягче провод и больше будет приложено усилие при протяжке его между губок тисков, тем меньше разовьется и самостоятельно изготовленная пружина.
Навивка пружины своими руками
Перед навивкой своими руками пружины стальную проволоку (допустим, гитарную струну) следует выпрямить. Для этого с сильным натягом несколько раз проведите ее за какой-нибудь круглой металлической поверхностью.
Далее попробуем сделать пружину своими руками с нуля. Для этого конец проволоки сгибаем пассатижами под прямым углом и вставляем в торцовую прорезь штока ручки (позиция «1») Кончик проволоки не должен выступать за пределы прорези в штоке, иначе при намотке витков он будет постоянно упираться в «губки» тисков.
Первый виток пружины, не имея должного опыта в навивке пружин, можно намотать тоже с помощью пассатижей. Затем проволоку заводим между приклеенных на «губки» тисков гетинаксовых пластин, кладем шток на тисы, сводим вместе «губки» тисков.
От усилия, с которым мы затянем в тисках провод, будет зависеть величина, на которую полностью сделанная своими руками пружина после навивки разовьется, увеличив тем самым свой диаметр.
Проволока в тисах должна быть затянута туго, но усилия, приложенного к рычагу «5» ручки, должно вполне хватать для того, чтобы провод можно было протянуть сквозь губки тисков.
Далее начинаем вращать ручку. Удобнее, если ее направление вращения будет таким же, что и на рисунке (от себя по часовой стрелке). Тогда мы сможем отслеживать визуально, как ложатся витки при изготовлении пружины.
Еще раз взглянем на эскиз. На нем четко видно, что три первых навитых витка пружины легли рядом. Такая пружина может работать только на растяжение.
Таким способом можно навит пружину своими руками на автомате, если провод ровный. В крайнем случае, со стороны торца (захода конца провода) шток можно слегка прижать каким-нибудь металлическим предметом.
Следующие пять витков на пружине навиты с определенным шагом. То есть между витками существует зазор. Подобные пружины могут работать как на растяжение, так и на сжатие. Рыбаки могут пружину на сжатие применить при изготовлении своими руками удочки для зимней рыбалки.
Шаг между витками в процессе навивки пружины можно задать тоже очень легко. Для этого в точке выхода проволоки из «губок» тисков проложите пластину нужной вам толщины и продолжите навивку пружины.
Увеличение диаметра навитой пружины
На этом же штоке в виде автомобильной заводной ручки можно навить пружину большего диаметра, как продолжение уже намотанных витков. Для этого, не раскручивая тисков, вытащим шток из пружины, которая тут же несколько разовьется. Но нас это не должно смущать.
Далее наденем на шток трубку прорезью к выходящей из тисков проволоке. Затем шток заведем в намотанные витки пружины малого диаметра, в прорези штока закрепим заход пружины. То есть опять заведем в прорезь на конце “заводной” ручки согнутый под прямым углом конец проволоки.
Затем заведем проволоку в прорезь на торце трубки с большим, чем на штоке, диаметром и начнем вращать ручку. Естественно, несколько оборотов до натяжения проволоки будут пустыми и только после этого провод начнет навиваться на насаженной поверх штока трубке.
Сделав одним из предложенных выше способов пружину (с некоторым запасом) нужной длины, снимаем ее со штока или трубки. Далее изготовленную пружину следует подогнать по длине. Здесь мои советы упираются только в применение трехгранного надфиля с алмазным напылением.
Нужную чистоту подрезанных конечных витков изготовленной пружины можно получить тоже с помощью надфиля с очень твердым покрытием, либо с применением бруска.
Как выбрать паяльную станцию?
Что важно знать при выборе паяльной станции

Освоив пайку обычным паяльником с медным жалом, начинающий любитель электроники задумывается о покупке более современного оборудования – паяльной станции.
Как выбрать? Ведь выбор просто поражает. Я расскажу, по каким критериям я сам выбирал себе станцию хобби-класса.
Керамический нагреватель или нихромовый?
Если погулять по интернет-магазинам и почитать описания к паяльным станциям, то можно заметить, что у многих указан тип нагревательного элемента – керамический. Но это не совсем корректно. Как ни странно, но и качественные керамические (японские типа Hakko-1321) и нихромовые нагреватели (тайваньские) подходят под это описание. У нихромовых спираль тоже запечатана в керамику, но в отличие от нагревателей Hakko-1321, устройство и характеристики у них совсем другие.

Устройство нихромового нагревателя.
Нихромовый нагреватель изготавливается так. Берётся стержень из керамики, на него наматывается спираль из высокоомного нихромового провода ближе к концу опорного стержня. Ширина намотки около 2 см. Также в опорный стержень запрессована термопара – она находится на торце опорного стержня. Затем всю эту конструкцию также запечатывают в керамику. Получается керамический нагреватель из нихрома с термопарой. На таких обычно есть надпись TAIWAN (Тайвань).

Недостатки:
Разогревается несколько минут;
При интенсивной эксплуатации нихромовый нагреватель перегорает в среднем за полгода. В случае если вы паяете не часто, то паяльник с нихромовым нагревателем может прослужить и 4, и 5 лет.
Использование термопары в качестве датчика температуры снижает точность настройки температуры жала.
Нихромовые нагреватели стоят в таких паяльных станциях, как Lukey 702, Lukey 898, Lukey 852D+FAN. Плюсом этих станций является то, что они цифровые.
Как делают качественные керамические нагреватели?
Качественный керамический нагреватель состоит из опорного стержня, на который наносится тонкий слой резистивного вещества и тонкоплёночный терморезистор. Далее всё это запекается в керамическую оболочку при высокой температуре. Поверхность нагревателя получается гладкой на ощупь, а на просвет виден витиеватый узор – тонкоплёночный слой нагревателя и терморезистора.
Недостатки:
Чувствителен к температурному перекосу (это когда неравномерно нагревается);
При образовании трещин выходит из строя;
Стоит дороже, чем нихромовый нагреватель (в 2 – 4 раза);
Насколько я знаю, качественные японские нагреватели HAKKO 1321 стоят в паяльных станциях Lukey 936D (у самого такая), Lukey 936+, Lukey 936D+, Lukey 852D+, Lukey 868, Lukey 853, Lukey 853D. Перед покупкой лучше проверить! О том, как это сделать, читайте далее.

Чем лучше нихрома?
Одним из неоспоримых преимуществ керамических нагревателей я считаю быстрый нагрев при включении – несколько секунд! На деле 10 – 30 секунд и уже можно паять. Для тех, кто паял ранее только обычным ЭПСНом – это шок  ;
;
По сравнению с нихромовыми нагревателями обладает большим временем эксплуатации;
Прецизионный терморезистор более точно измеряет температуру жала;
Высокая мощность и хорошая теплоотдача.
Незнающему человеку отличить качественный керамический нагреватель от нихромового довольно сложно. Внешне они выглядят одинаково, так как их основа – керамика.
Как определить, что перед вами: керамика или нихром?
У нагревателя со спиралью из нихрома на торце своеобразная “капелька” – он как бы закруглённый.
У керамического же нагревателя на торце есть характерная “ступенька”. В керамических нагревателях также встроен прецизионный тонкоплёночный терморезистор – датчик температуры. Узор в керамике от термодатчика и нагревателя виден даже невооружённым глазом. Вот взгляните.

Чтобы убедиться полностью – включите паяльник и оцените скорость нагрева жала. Если долго разогревается, то это нихром.
В своей Lukey 936D я обнаружил керамический нагреватель HAKKO 1321 (А1321) – на нагревателе соответствующая надпись.

Ещё когда выбирал её в магазине, обратил на это внимание. А вот у более дешёвой Lukey 936A (она без цифрового индикатора) я обнаружил нихромовый нагреватель с каплей на торце и надписью TAIWAN (Тайвань). Поэтому её покупать не стал. Жутко не люблю, когда паяльник долго разогревается 
У станции Lukey 936+ (не А) уже керамический нагреватель Hakko-1321, а не нихром. Маленькое такое различие в названии, а какая разница в цене и качестве.
А вот уже нагревательный элемент паяльной станции A-BF GS90D на 90 Вт. Он также керамический, со ступенькой.

Если приглядеться, то на корпусе можно обнаружить надпись А1329 DC и “узоры”.

Выглядит эта паяльная станция как обычный паяльник без отдельного блока. Несмотря на это, этот паяльник – настоящая термостатированная паяльная станция. Правда, без гальванической развязки – трансформатора в ней, естественно, нет 

Контроль температуры жала (термостатирование).
Хорошая паяльная станция имеет нагреватель с температурным датчиком и посредством обратной связи поддерживает заданную оператором температуру жала. Если расковырять паяльник от той же Lukey 936D, то можно обнаружить, что керамический нагреватель имеет 4 вывода, два красных идут на спираль нагревателя, а два синих вывода идут от тонкоплёночного терморезистора.

Померив сопротивление на парах этих выводов, я получил следующие данные (комнатная t 0 ):
Нагреватель – 3,3 Ω (Ом);
Терморезистор – 50
Вывод: да, это настоящая керамика  .
.
Откровенные подделки имеют нагреватель с 2 выводами. Вот простейший паяльник без термостабилизации.

В цифровых паяльных станциях контроль температуры осуществляется микроконтроллером. Сигнал с термодатчика в нагревателе оцифровывается и сравнивается с тем значением, которое задал оператор. Плюс цифрового управления – точность. Все цифровые паяльные станции имеют кнопки для установки температуры. Реже – энкодер. Например, Lukey 702 имеет нихромовый нагреватель, но цифровое управление. Поэтому и заслужила уважение среди радиолюбителей.
В аналоговых паяльных станциях для поддержания заданной температуры используется компаратор, например, на базе микросхемы LM358 (HA17358), а в качестве задатчика температуры используется обычный переменный резистор. К таким станциям относится Lukey 936D. Разбирал лично и убедился в этом.
Аналоговый контроль температуры хуже, так как дополнительную ошибку вносят механические элементы (переменный резистор), сопротивление контактов термодатчика, контактов разъёма, изменение параметров элементов. Некоторые модели аналоговых станций требуют калибровки перед использованием.
Стоит различать регулировку мощности и термостабилизацию. Возможно, кто-то уже делал так называемый регулятор температуры жала паяльника. Простейшие его схемы просто уменьшают мощность, подаваемую на нагреватель паяльника, и не имеют обратной связи по температуре. Благодаря снижению мощности можно снизить и температуру жала.
Применялись такие приставки в основном для электрических паяльников с медным жалом. При простое, жало такого паяльника сильно нагревается и выгорает. Чтобы как-то уменьшить такой эффект и применялась регулировка по мощности. Если сильно уменьшить мощность, то теплоёмкости жала может не хватить и припой будет залипать. Пайка будет затруднена.
Паяльники с термостабилизацией отслеживают именно температуру жала (обратная связь). Остыло – побольше мощности, перегрелось – меньше.
Мощность паяльной станции.
Весьма важный параметр. Для начала нужно представлять, зачем нужна паяльная станция. Можно ведь и вёдра паять:). Для пайки радиоэлектронных компонентов достаточно паяльной станции на 40-60W, но лучше иметь и помощнее. Для себя, кроме Lukey 936D (нагреватель А1321 на 50W, 24V), я приобрёл ещё и A-BF GS90D (нагреватель А1329 на 90W, 220V). Хотел на 110 Вт купить – модель A-BF GS110D, но для неё желательны жала 900L, хотя подходят и 900M.

Как видим, у обеих станций нагревательные элементы на разное рабочее напряжение. У 936-ой низковольтный (24V), а у A-BF GS90D – высоковольтный (220V). Если безопасность на первом месте, то лучше использовать паяльную станцию с низковольтным нагревателем. Так, например, насколько мне известно, ранее в детских кружках радиолюбителей запрещалось использовать паяльники на 220V, допускалось паять только низковольтными на 36V.
Также при ремонте чувствительной аппаратуры, например, мобилок, лучше использовать станцию с низковольтным паяльником. Тут тебе и гальваническая развязка от электросети через трансформатор, и заземление жала. Убить статикой элемент будет крайне трудно.
Сменные жала.
Выбирая паяльную станцию, стоит подумать о том, насколько доступны сменные жала для данной модели паяльника. Самые распространённые – это жала серии 900M. Вот они на фото.

Советую прикупить хотя бы ещё одно жало для паяльной станции. Родное жало, как правило, не ходовое – конусообразной формы.
Если не собираетесь дымить паяльником каждый день, то можно купить медные жала 900M. Они намного дешевле, но довольно быстро “выгорают”. Медь со временем растворяется в припое и, максимум, что можно сделать с жалом – это заточить его напильником. Можно на пробу взять медные жала разных профилей и поработать ими. Если каким-то работать очень понравится, то уже потом купить качественное, невыгораемое жало.
Защита от статического электричества.
Наверное, уже видели такую надпись – ESD SAFE. Обычный электрический паяльник не имеет защиты от статического электричества и электрического разряда. Кроме того, медный стержень отлично передаёт все электромагнитные всплески из электросети на паяемый элемент, ведь нихромовая спираль – это, по сути, катушка индуктивности.
В паяльных станциях суть ESD SAFE сводится к следующему. Штуцер, который фиксирует печатную плату с нагревателем и втулку, которая контактирует со сменным жалом, заземляют – подключают к третьему, заземляющему выводу сетевой вилки. В этом не трудно убедиться, если замерить сопротивление от жала до третьего вывода вилки.
Беда в том, что не в каждом доме смонтирована электропроводка с заземлением. Так что имейте это в виду, если впредь будете работать с особо капризными электронными компонентами.
Также в качестве защитного “экрана” от электромагнитных импульсов выступает и керамический нагреватель. Керамика – отличный изолятор.

Ремонтопригодность.
Это качество можно оспорить, так как сейчас цена паяльных станций хобби-уровня невелика и вряд ли кто-то станет ремонтировать неисправную. Но всё же. Основная рабочая деталь паяльных станций – это нагревательный элемент. Он легко меняется, если родной вышел из строя. С обычными паяльниками такого трюка не пройдёт, так как если сгорела нагревательная спираль, то такой паяльник можно смело выбрасывать.
Обзор паяльных станций или как выбрать паяльную станцию
С каждым годом на прилавках магазинов появляется все более новое и технологичное оборудование. Еще вчера смартфон был в диковинку, а сегодня это товар общего потребления. Продукция, которой мы пользуемся, становится все совершенней и сложнее, вместе с ней совершенствуются и инструменты, предназначенные для ее ремонта. Раньше в качестве паяльного оборудования, в первую очередь, использовался паяльник. Но сегодня таким инструментом можно доломать прибор или измучить самого себя. Он не подойдет ни для монтажа радиоэлектронных компонентов, ни для демонтажа всевозможных микросхем. Поэтому для тех, кто серьезно занимается радиоэлектроникой, встает насущный вопрос о приобретении паяльной станции.
Чем же она отличается от того же самого паяльника? Вот два основных отличия, которые одновременно являются и преимуществом паяльной станции:
• При пайке чипов, фильтров и других радиоэлементов всегда существует опасность их перегреть. Чтобы этого не случилось, необходимо постоянно контролировать температуру. И паяльнику с этим не справится. Благодаря блоку электронной регулировки паяльная станция позволит точно отрегулировать температуру.
• Имея паяльную станцию, не страшно паять запитанную или работающую схему. Гальваническая развязка от сети минимизирует любые последствия.
Сегодня на рынке представлены следующие виды станций:
1. Термовоздушная паяльная станция
a. Компрессорная
b. Турбинная
2. Паяльные станции для бессвинцовой пайки
3. Инфракрасные паяльные станции для BGA корпусов
Рассмотрим более подробно каждую из них
Термовоздушная паяльная станция
Такая станция еще называется станцией-феном. Пайка элементов осуществляется горячим воздухом. Для получения горячего воздуха, необходимого для монтажа, разработано две конструкции паяльной станции: турбинная и компрессорная.
Название компрессорная паяльная станция говорит само за себя. Внутри такой станции находится диафрагменный компрессор, который и отвечает за нагнетание воздуха. Для наглядности рассмотрим особенности компрессорной паяльной станции на конкретных примерах.
В паяльных станциях известного китайского производителя YIHUA-850 , YIHUA-850AD , YIHUA-8508, YIHUA-8508D , YIHUA-8508D+ используется высококачественный диафрагменный компрессор, который обеспечивает силу и однородность подаваемого потока горячего воздуха. За нагрев отвечает специальный нагревательный элемент. Его качество и конструкция не оставляют причин беспокоится о сроке службы. Такой нагревательный элемент прослужит долго.
Чем же отличаются приведенные модели компрессорных станций друг от друга? Итак, от простого к сложному.

Эти паяльные станции позволяют контролировать температуру фена, которая высвечивается на специальном дисплее на светодиодах.

Трубка ручки вмонтирована в силикон, что делает ее гибкой и термоустойчивой. Если силиконовый провод случайно коснется разогретого паяльника, то беды не случится, так как этот провод без последствий для себя выдерживает достаточно высокую температуру в течение 30 секунд.

Если Вы ищите инструмент особенно надежный и долговечный, то эта паяльная станция то, что нужно. Ее корпус выполнен из железного сплава, которому не грозят ни высокие температуры, ни безжалостное ежедневное использование. Ручка вмонтирована в специальный термоустойчивый материал. Она удобна и эстетически привлекательна. Сама же ручка сделана из нержавеющей стали высокого качества. Никакой коррозии ей не грозит, да и повредить ее непросто.

А эта паяльная станция уже отличается высокой технологичностью. В нее встроен микрокомпьютер SAMSUNG и ПИД-регулятор. Теперь температура под полным контролем, и распайка выполняется на другом уровне, предотвращающем повреждение самых нежных элементов.
Фен здесь работает как в ручном, так и в автоматическом режиме, выбирайте наиболее оптимальный для той работы, которую Вы делаете в данный момент.
Корпус в этой станции, как у YIHUA-8508 из надежного железного сплава. Ручка обладает теме же характеристиками, что и в YIHUA- 8508.
YIHUA -8508 D +

Эта паяльная станция очень похожа на свою предшественницу YIHUA -8508 D . Тот же микрокомпьютер, фен в ручном и автоматическом режимах, железный корпус и удобная надежная ручка. Главное отличие в индикации давления компрессора.
Все рассмотренные модели идеально подходят для выпаивания различных элементов SMD , SOIC , BGA и др.
Отдельное внимание среди термовоздушных паяльных станций нужно уделить интеллектуальной паяльной станции . В качестве примера рассмотрим ремонтную паяльную станцию YIHUA-2008D .

Эта станция отличается легким весом, так как выполнена из алюминиевого сплава. Она компактна и в то же время подойдет для целой производственной линии. Интеллектуальной эта станция названа потому, что в ней встроено три канала памяти. В каждом из этих каналов есть возможность запрограммировать нужную температуру и величину потока воздуха. Но и эти программируемые параметры при необходимости меняются с помощью горячих клавиш.
ПИД-регулятор позволяет контролировать и корректировать температуру непосредственно в процессе работы. А бесщеточный вентилятор освободит Вас от лишнего шума и удивит своей надежностью и долговечностью.
Данная паяльная станция хороша еще и тем, что в случае неисправности Вы будете сразу предупреждены встроенной сигнализацией, так как станция оснащена собственной системой автоматической диагностики.
Интеллектуальная станция – это более сложный инструмент, чем обычная паяльная станция. С ее помощью можно выполнять пайку не только самых разных элементов, интегральных схем и печатных плат, но и использовать ее на стандартных производственных линиях, в лабораториях, при ремонте смартфонов и бытовой техники.
Термовоздушная паяльная станция – отличный инструмент для проведения поверхностного монтажа. Пайка выполняется бесконтактно. Горячий воздух направлен прицельно, сила его потока и температура полностью регулируются. Принцип работы этой станции более чем прост. Кроме высокой температуры он ничем не отличается от принципа работы обычного фена.
Паяльные станции для бессвинцовой пайки
Эти паяльные станции также как и термовоздушные используются для выполнения пайки элементов радиоэлектронного оборудования. Основное их отличие заключается в том, что паяльные станции для бессвинцовой пайки позволяют достичь монолитного (неразъемного) соединения элементов. Для этого перед пайкой между элементами вводится заранее расплавленный материал (припой).
Регулирование температуры в такой станции может осуществляться двумя способами. Первый из них основан на использовании электричества. Это самый простой способ. Тепло быстро передается паяльнику, а от паяльника – к элементу монтажа. Второй способ более сложный. Он основан на использовании специального чипа, который измеряет температуру паяльника. Затем соответствующая программа подает сигнал о включении/выключении регулятора температуры. Если температура ниже заданной, то надо подать питание на регулятор, чтобы она достигла нужного значения. Если же температура выше заданной, то питание нужно отключить.
А теперь познакомимся с паяльными станциями для бессвинцовой пайки на конкретных примерах.
Высокочастотная паяльная станция YIHUA-900Н
Для этой паяльной станции характерно очень быстрое повышение температуры и высокая мощность. Раз-два и готово, и все это благодаря высокочастотному нагреву. Повышение температуры от 0° C до 300° C происходит за несколько секунд. ПИД-регулятор позволяет управлять температурой с помощью кнопок. А еще эта станция не дастся в руки посторонним. Для этого в ней есть функция введения пароля, позволяющая заблокировать любой доступ к определенным температурным параметрам. Корпус паяльной станции выполнен из железного сплава, которому не страшны высокие температуры.
Высокочастотная паяльная станция YIHUA-900Н может быть использована для работ любого уровня сложности.
Паяльные станции для бессвинцовой пайки с постоянной температурой YIHUA-936, YIHUA-936В, YIHUA-937D, YIHUA-939D

Помимо быстрого повышения температуры, надежности и антистатических свойств эти станции в процессе монтажных работ могут стабильно поддерживать определенную температуру. Они подходят для выполнения самых разных задач: от использования в лабораториях до ремонта смартфонов и планшетов.

Если Вы не можете определиться и сделать выбор между термовоздушной паяльной станцией и станцией для бессвинцовой пайки, то есть интересное решение. Это термовоздушная паяльная станция 2 в 1 или 3 в 1 . Такая станция представляет собой сочетание двух вышеуказанных станций. Ее преимущество – это, прежде всего, компактность, что очень удобно при транспортировке и хранении паяльной станции.

В этих станциях воздух подается диафрагменным компрессором. Прочный нагревательный элемент фена выполнен из керамики. Светодиодный дисплей предоставляет возможность контролировать температуру.

YIHUA-852 (2 в 1), YIHUA-853DA (3 в 1) – это паяльные станции для профессионалов. Они смогут не только выполнить высококачественную пайку, но и помогут очистить предметы от клея и лака, сварят любые пластмассовые материалы. Такие станции используются в лабораториях и научных центрах, где работа с электроприборами требует особенно серьезного подхода.
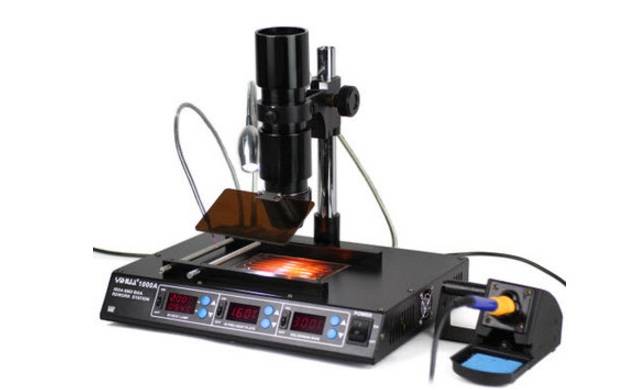
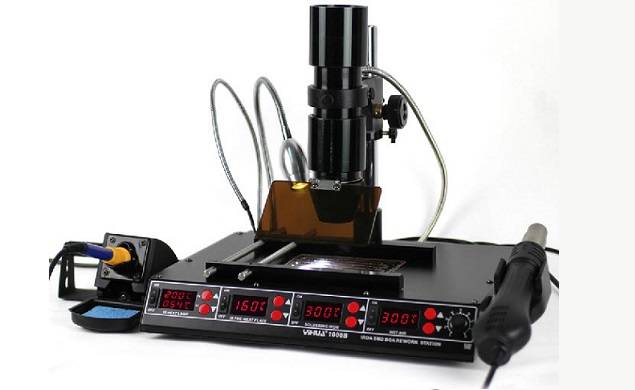
Инфракрасные паяльные станции для BGA корпусов
С развитием электроники инфракрасные паяльные станции становятся все популярнее.
Они были созданы для решения ряда сложных задач, в том числе для монтажа и демонтажа BGA -микросхем. Их принцип действия прост: длина волны подобрана таким образом, что сначала нагреваются металлические элементы, а неметаллические – пластмассовые корпуса, подложки и т. д. – нагреваются гораздо меньше. Сфокусированный пучок инфракрасного излучения может выполнить нагрев даже самой сложной зоны. При этом, как правило, используется керамический нагревательный элемент, но иногда и кварцевый. Плюсы керамических нагревательных элементов – это невидимый спектр излучения и высокая износостойкость. Плюс кварцевого нагревательного элемента – большая однородность зоны нагрева.
Преимущества инфракрасной паяльной станции очевидны. К ним относится равномерность нагрева, что имеет немалое значение для BGA и других элементов, универсальность (не нужно подбирать насадки), высокое качество и надежность.
Инфракрасные паяльные станции для BGA корпусов YIHUA-1000A , YIHUA-1000В – это целые миникомплексы. Точный датчик контролирует температуру непосредственно в процессе работы.
Благодаря компьютеру SAMSUNG и ПИД-регулятору температура фена тоже под контролем.
Итак, подводим итог. Что же выбрать: термовоздушную или инфракрасную паяльную станцию?
Во-первых, сразу бросается в глаза разница в цене. Термовоздушная паяльная станция дешевле. Второе отличие – размер. Термовоздушная паяльная станция компактнее. И если рабочее пространство невелико, то это свойство паяльной станции имеет немаловажное значение.
Так что же приобретаем, выбирая инфракрасную паяльную станцию? Прежде всего, инфракрасные паяльные станции более равномерно прогревают монтажный элемент. Хотя если речь идет о ремонте мобильных телефонов, то термовоздушная паяльная станция легко справится с этой задачей, а вот если нужно отремонтировать компьютер или ноутбук, то это повод задуматься о покупке инфракрасной паяльной станции, так как микросхемы и компьютерные платы более чувствительны и требуют равномерного прогрева.
При работе с инфракрасной станцией исключена возможность сдуть монтажный элемент или обжечь пальцы горячим воздухом, если работа «ювелирная». А еще не нужно ломать голову и приобретать разные насадки для фена.
Как правило, инфракрасная паяльная станция работает тише, чем термовоздушная, что создает более комфортные условия работы.
Остается только сделать выбор.
На нашем сайте представлены паяльные станции китайской компании YIHUA . С 2004 года эта компания занимается производством паяльного оборудования и достигла в этой области немалых успехов. Ассортимент паяльных станций, предлагаемой компанией YIHUA , достаточно широк: от простых термовоздушных паяльных станций до инфракрасных паяльных станций, представляющих собой профессиональные миникомплексы.
Компания YIHUA занимается производством паяльных станций более 10 лет. За это время она произвела более 21 миллионов комплектов оборудования, отличающегося высоким качеством, технологичностью и надежностью.





