Пайка полипропиленовых труб своими руками: инструкция
Во время ремонта на кухне или в ванной зачастую возникает надобность замены старых, проржавевших труб, на новые, внушающие большее доверия.
Пайка полипропиленовых труб своими руками или поручения этой задачи профессиональному монтажнику – первая проблема, с которой придется столкнуться.
 Однако следует помнить, что приложенные усилия будут с лихвой оправданы – трубы из полипропилена прочны, недороги, неподвержены коррозии, и при условии качественной пайки водопровод сможет прослужить верой и правдой в течение десятилетий.
Однако следует помнить, что приложенные усилия будут с лихвой оправданы – трубы из полипропилена прочны, недороги, неподвержены коррозии, и при условии качественной пайки водопровод сможет прослужить верой и правдой в течение десятилетий.
Перечень инструментных принадлежностей, необходимых для пайки труб
Приобретая полипропиленовые трубы, размер подбирают аналогичный тому, который был у старых демонтированных труб, иначе могут возникнуть проблемы с их соединением.
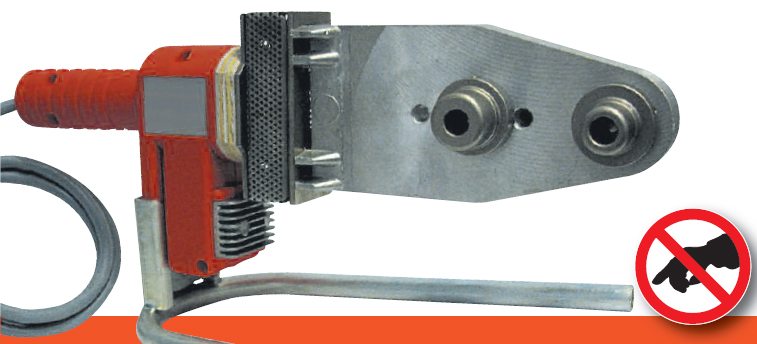
Техника пайки труб из полипропилена достаточно проста, но в наличии должен иметься специальный паяльник или, как его еще называют, утюг для сварки полипропиленовых труб.
Однако сразу следует сделать оговорку, что аппарат недешев и обойдется никак не меньше, чем в несколько тысяч российских рублей.
Паяльник полипропиленовых труб необходим для расплавления концов соединяемых труб. Как правило, аппарат оснащен тремя разъемами под трубы разных диаметров.
Не является проблемой, если у вас нет понимания того, какова технология сварки полипропиленовых труб. Прилагаемая к прибору инструкция, а также данная статья дадут точные указания и последовательность действий.
Перед тем, как начнется непосредственная пайка полипропиленовых труб – инструкция к паяльнику должна быть тщательным образом изучена.
Кроме того, в инструкции содержаться временные и температурные таблицы выдержки полипропиленовых труб в зависимости от их диаметра, а также правила их соединения с фитингами.
Для осуществления резки труб из полипропилена имеются специальные резаки. Покупка подобного резака также необходима, хотя они иногда входят в комплект паяльников некоторых производителей.
Процесс пайки полипропиленовых труб
Заключается данный процесс в следующем:
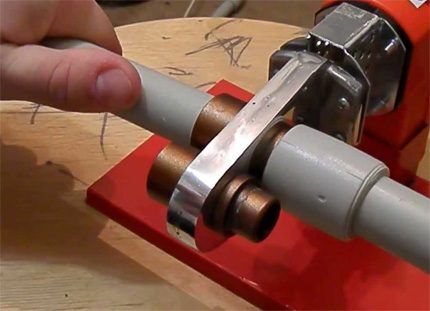
- полипропиленовые элементы, подлежащие соединению, вставляют в соответствующие разъемы (насадки) аппарата для пайки труб из полипропилена;
- после нагрева элементов в течение определенного инструкцией промежутка времени, обе части тут же ровно (без перекосов) соединяют и удерживают в таком положение до их остывания.
Технология монтажа труб полипропиленовых – занятие не сложное, но требующее кропотливости, повышенного внимания и аккуратности.
Паяльник полипропиленовых труб
Важно! С особенным вниманием следует подходить к применению оборудования для пайки труб из полипропилена. Пренебрегать правилами техники безопасности нельзя ни в коем случае.
Этапы работы по монтажу полипропиленового трубопровода
- Прежде чем начать монтаж нового водопровода, составляют его детальную схему, отмечая места расположения кранов, фильтров, поворотных уголков и тройников.
- Затем осуществляют сборку отдельных элементов водопровода, которые потом при помощи нескольких спаек будут соединены в общую целостную систему.
- Утюг для пайки устанавливают на специальные безопасные ножки, продающиеся в комплекте вместе с ним.
- Сварка пропиленовых труб наиболее удобно проводится при удерживании соединяемых элементов в горизонтальном положении. Процесс пайки незначительных отдельных звеньев системы может вполне производиться усилиями одного человека. Более трудоемок процесс работы в местах, где необходимо выполнение вертикальной пайки полипропиленовых элементов.
- Прежде чем сваривать полипропиленовые трубы, расположенные в вертикальном положении, подготавливают паяльник, снимая и убирая с него ножки. Трубу, которая подлежит спайке, прилаживают к нужному месту, при этом помощнику следует удерживать ее ровно во время непосредственной работы паяльником.
- Последним и самым ответственным этапом работы является спаивание готовых звеньев в целостную трубопроводную систему. Здесь существует необходимость помощи второго человека, роль которого будет заключаться в удерживании соединяемых элементов в нужном положении во время пайки, выполняемой первым.

Выемка нагретых элементов для последующего соединения
Если предстоит выполнять самостоятельно сварку пластиковых труб впервые, недурно было бы позвать на помощь того, кто уже сталкивался с подобной работой. Ведь опыт здесь имеет чуть не решающее значение, а грамотный совет в подходящий момент, сможет уберечь от лишнего брака и, соответственно, от дополнительных затрат.
Вначале освоения пайки, процесс монтажа пластиковых труб своими руками необходимо выполнять не спеша, делая ставку на правильность и качество, и пренебрегая большим количеством затрачиваемого времени. Приобретя опыт, работа сможет выполняться значительно быстрее, и общее время, затрачиваемое на пайку труб, значительно сократится.
Совет! Возможно со временем умение паять полипропиленовые трубы позволит оказать помощь уже своим знакомым.
А более наглядно о том, как осуществляется сварка полипропиленовых труб своими руками – видео, представленное в интернете, даст более четкое понимание процесса.
Как паять полипропиленовые трубы правильно — инструкция по шагам
 Пластиковые водопроводы из полипропилена все более популярны, в том числе и потому, что технология монтажа очень проста и доступна для самостоятельного исполнения.
Пластиковые водопроводы из полипропилена все более популярны, в том числе и потому, что технология монтажа очень проста и доступна для самостоятельного исполнения.
Но для этого нужно знать, как правильно паять полипропиленовые трубы, ведь это основная операция, определяющая долговечность всей системы.
Монтаж пластиковых труб внутренней разводки представляет собой довольно простой, но достаточно трудоемкий процесс, поэтому, прежде всего, нужно понять, как правильно паять полипропилен.
Свойства полипропилена
 Один из многочисленных материалов из семейства пластиков – полипропилен – это продукт полимеризации двух газов: этилен и пропилена, смешанных в определенной пропорции. В результате получаются гранулы, из которых экструзионным способом получаются различные изделия.
Один из многочисленных материалов из семейства пластиков – полипропилен – это продукт полимеризации двух газов: этилен и пропилена, смешанных в определенной пропорции. В результате получаются гранулы, из которых экструзионным способом получаются различные изделия.
Изделия для водоснабжения производятся из пластика сорта PPR, имеющего следующие характеристики:
- рабочий диапазон температур от -10 до +90 градусов;
- плавление пластика начинается при 149 градусах;
- номинальное давление от 1,5 до 2,5 атмосфер.
 Приведенные параметры подходят для холодного водопровода, но потребности в характеристиках более широкого спектра очевидны. Поэтому для их усиления предпринимаются определенные технологические приемы.
Приведенные параметры подходят для холодного водопровода, но потребности в характеристиках более широкого спектра очевидны. Поэтому для их усиления предпринимаются определенные технологические приемы.
Одним из них является армирование стенок стекловолокном или алюминием. Для этого поверх готовой трубы накладывается слой нитей из стекловолокна или алюминиевой фольги, а затем наносится еще один слой полипропилена.
Такая конструкция позволяет получать полипропиленовые трубы, пригодные даже для использования в системах отопления и горячего водоснабжения.

Кардинальным способом армирования полипропиленовых изделий является установка металлического слоя. Для этого используется алюминиевая фольга в виде полосы.
Она по винтовой линии наматывается на заготовку по слою клея, поверх металлической фольги наносится второй клеевой слой. Наружная обечайка изготавливается из того же полипропилена.
Такие продукты пригодны для использования в водопроводах с повышенным давлением до 6 атмосфер.
Какие полипропиленовые изделия выбрать
Для мало напорных сетей холодного водоснабжения наиболее практичными являются изделия PN16. Они легко выдерживают давление до 2 атмосфер при температуре до +40 градусов. Этого вполне достаточно, чтобы выдержать нагрузки водопровода в частном доме или поливочной системы в теплице или на огороде.
Более устойчивы к различным воздействиям полипропиленовые изделия марки PN20, которые считаются универсальными и могут быть использованы, в том числе, и для отопления с температурой теплоносителя до 95 градусов.
Но наиболее надежны в любых водопроводах трубы марки PN25, армированные алюминием или стекловолокном.
Оборудование для монтажа полипропилена
Полипропиленовые водопроводы имеют свои особенности в части технологии сборки, определяемые свойствами исходного материала. Перед тем, как паять трубы из полипропилена, необходимо приобрести специальный инструмент для этого.
 Набор его не очень обширен, но в нем имеются некоторые приспособления, которые используется только для этого процесса:
Набор его не очень обширен, но в нем имеются некоторые приспособления, которые используется только для этого процесса:
Ножницы для резки полипропиленовых изделий. Они нужны для того, чтобы обеспечить строго перпендикулярный рез. Если в месте сопряжения при пайке образуется зазор, возникает вероятность нарушения герметичности соединения.
Шайвер – приспособление для зачистки поверхности изделий перед пайкой. Без этого приспособления вообще невозможна пайка полипропиленовых труб, армированных любыми материалами. Дело в том, что пайка полиэтилена это диффузионный процесс, при котором происходит взаимное проникновение расплавленного материала.
 Естественно, что алюминий или стекловолокно для этой цели непригодны. Используя этот инструмент можно также снять фаску под углом 45 градусов на торцах соединяемых деталей для облегчения стыковки в процессе пайки.
Естественно, что алюминий или стекловолокно для этой цели непригодны. Используя этот инструмент можно также снять фаску под углом 45 градусов на торцах соединяемых деталей для облегчения стыковки в процессе пайки.
Конструктивных решений для этого приспособления множество, поэтому при покупке инструмента широкий выбор обеспечен.
Паяльник. Основное средство, используемое при пайке полипропиленовых водопроводов. Основой его является пластина, на которую крепятся сменные втулки различных размеров. Эти насадки парные – одна для фитинга, вторая для трубы.

Соединяемые детали устанавливаются на сменный инструмент. Включение производится на рукоятке аппарата, там же установлен регулятор температуры. Время нагрева сопрягаемых деталей составляет от 6 секунд и более.
Рекомендации по этому параметру приводятся в паспорте паяльника. Разогретые до плавления детали состыковываются и удерживаются в течение времени до 30 секунд. За это время материал остывает до затвердения.
Обычно в комплект инструмента включается также отвертка для установки сменного инструмента, маркер для разметки, рулетка для выполнения измерений.
Подготовка к монтажу водопровода из полипропиленовых труб
Можно с уверенностью сказать, что качественная подготовка к сборке разводки во многом определяет ее работоспособность и долговечность.
Секреты правильной пайки полипропиленовых труб своими руками
 С изобретением в 1957 году метода виниловой полимеризации началось время использования полипропиленовых труб. Из-за отличных технических характеристик и дешевизны они вытеснили классические металлические трубопроводы из многих бытовых и производственных зданий. Из них собираются системы холодного и горячего водоснабжения, отопления, подогрева. Единственной сложностью является только пайка полипропиленовых труб, необходимая для их соединения.
С изобретением в 1957 году метода виниловой полимеризации началось время использования полипропиленовых труб. Из-за отличных технических характеристик и дешевизны они вытеснили классические металлические трубопроводы из многих бытовых и производственных зданий. Из них собираются системы холодного и горячего водоснабжения, отопления, подогрева. Единственной сложностью является только пайка полипропиленовых труб, необходимая для их соединения.
- 1. Свойство полипропилена
- 2. Виды труб
- 3. Особенности паяльного инструмента
- 4. Техника соединения
- 4.1. Процесс сварки
- 4.2. Ошибки в работе
- 4.3. Хитрости монтажа
 Полипропилен представляет собой бесцветный материал, получаемый путём полимеризации мономера пропилена с добавлением катализаторов. Он характеризуется химической устойчивостью к воздействию различных неорганических растворов соляного, кислотного или щелочного типа. Материал не впитывает жидкость и обладает диэлектрическими свойствами.
Полипропилен представляет собой бесцветный материал, получаемый путём полимеризации мономера пропилена с добавлением катализаторов. Он характеризуется химической устойчивостью к воздействию различных неорганических растворов соляного, кислотного или щелочного типа. Материал не впитывает жидкость и обладает диэлектрическими свойствами.
Температура его плавления составляет около 170 градусов по Цельсию, а твёрдость примерно 55 МПа. Он выдерживает воздействие холода до -15 градусов без изменения своих свойств, правда, при значениях ниже этой температуры становится хрупким.
Благодаря своим характеристикам полипропилен нашёл широкое применение в качестве материала для изготовления водопроводных труб. Полимер, используемый для их изготовления, не наносит вреда окружающей среде и не нуждается в специальной утилизации. Прекрасная его адгезия с металлом позволяет изготавливать различного рода фитинги путём спрессовывания с латунными никелированными вставками имеющих резьбу.
При нагревании свыше 160 градусов полимерный материал размягчается и приобретает тягучесть. А при остывании возвращает свою твёрдость. Это свойство и используется при соединении различных частей трубопровода, сделанного из пластика. Для выполнения неразъемного соединения используется паяльник (утюг). При этом, чтобы воспользоваться паяльником для полипропиленовых труб, особых знаний не понадобится.

По полипропиленовым трубам (ППР) может передаваться как холодная, так и горячая вода. В зависимости от требований, предъявляемых к водопроводу, используются цельные или армированные конструкции. Армирование позволяет уменьшить температурные расширения.

Выполнено оно может быть следующими способами:
- покрытием алюминием внешней стороны трубы;
- добавлением алюминиевой сетки в середину конструкции;
- усилением с использованием стекловолокна;
- сплавлением композитного материала с фиброволокнами.
В зависимости от типа армирования немного изменяется и инструкция по пайке полипропиленовых труб.
В большей мере это касается устройств с применением алюминия. Пластиковые трубы маркируются латинскими буквами PN и числом после них. Эти цифры обозначают наибольшее давление, которое может выдержать конструкция, собранная из них. Так, PN 20 обозначает, что давление в середине водовода может достигать 2 МПа.
Технические характеристики используемых типов ППР и особенности их соединения для наглядности удобно свести в таблицу:
| Вид усиления | Выдерживаемая наибольшая температура воды, С 0 | Степень деформации | Наибольшее выдерживаемое давление, атм | Применение | Особенности соединения |
| без армирования | 60 | средняя | 1 | холодное водоснабжение | – |
| перфорация алюминием | 70 | средняя | 1,5 | передача горячего или холодного носителя | требует удаление перфорации перед пайкой |
| стекловолокно | 90 | низкая | 2 | системы отопления, тёплый пол | не требует зачистки |
| композитный материал | 95 | нулевая | 3 | любое | время окончательного соединения составляет три минуты |
Таким образом, область применения полипропиленовых водоводов обширна. А их устойчивость к коррозии и внешним воздействиям, механическая твёрдость, долговечность, простота монтажа и невысокая цена делают их популярными. Немало этому способствует и простота соединения частей конструкции, обеспечивающая надёжное неразъёмное соединение. Для сравнения, монтаж всей системы своими руками занимает в пять-шесть раз меньше времени, чем из металла.

 Для того чтобы спаять трубы из полипропилена, необязательно приглашать профессионала, все операции можно выполнить самостоятельно. Но стоит заметить, что работать вдвоём намного удобнее. Инструмент, использующийся для соединения, называется паяльником или утюгом. Классифицируют его по двум признакам: конструкции исполнения и мощности.
Для того чтобы спаять трубы из полипропилена, необязательно приглашать профессионала, все операции можно выполнить самостоятельно. Но стоит заметить, что работать вдвоём намного удобнее. Инструмент, использующийся для соединения, называется паяльником или утюгом. Классифицируют его по двум признакам: конструкции исполнения и мощности.
Несмотря на конструктивные отличия и множество торговых марок, принцип работы устройств одинаков. Как и обыкновенный утюг, они имеют два основных элемента: нагреватель и терморегулятор. Кроме этого, обязательным атрибутом пайки являются насадки. Они считаются расходным материалом и продаются как вместе с паяльником, так и отдельно в розницу. Изготавливаются насадки из теплопроводного материала, покрытого сверху тефлоновым слоем. Состоит насадка из двух элементов: одна с углублением, а вторая с буртиком. С их помощью и происходит нагрев внутренней и наружной поверхности трубы и фитинга.
Термоэлемент располагается в середине корпуса, к которому прикручиваются насадки. Для равномерного нагрева и удобства в работе их расположение относительно друг друга соосно. При включении устройства в сеть 220 вольт термоэлемент нагревается, передавая своё тепло корпусу паяльника. А тот, в свою очередь, нагревает насадки. С помощью терморегулятора выставляется и поддерживается необходимая температура нагрева.
Как только термодатчик фиксирует нужную температуру, происходит срабатывание термореле, и подача напряжения на нагреватель прекращается. При снижении температуры на два-три градуса происходит подключение нагревателя к сети заново.

 Для того чтобы правильно соединить полипропиленовую трубу, покупки паяльника будет недостаточно. Как и в любом деле, необходим опыт, поэтому профессионалы рекомендуют новичкам сначала потренироваться на образцах, а после уже переходить к свариванию основной конструкции.
Для того чтобы правильно соединить полипропиленовую трубу, покупки паяльника будет недостаточно. Как и в любом деле, необходим опыт, поэтому профессионалы рекомендуют новичкам сначала потренироваться на образцах, а после уже переходить к свариванию основной конструкции.
Перед началом работ следует провести ряд подготовительных операций. Это относится как к соединяемым деталям, так и паяльному устройству. Принцип сварки основан на расплавлении двух частей с последующей их физической стыковкой друг с другом до момента кристаллизации. Чтобы сварочный шов получался надёжным, одна из свариваемых частей вставляется в другую на глубину от 13 до 32 миллиметров, в зависимости от диаметра деталей. Сварка двух труб происходит через фитинг. Они бывают разного вида и размеров. Каждый фитинг рассчитан на определённый диаметр трубы, поэтому при пайке следует быть внимательным.
В случае использования армированной трубы с алюминиевой фольгой вставляемый конец в насадку должен быть зачищен от её слоя. Зачистка происходит механическим путём с использованием специального инструмента. Но так как это приспособление довольно дорогое, часто используют ножовочное полотно. Им пропиливают трубу по кругу на глубину расположения армирующего слоя, а после срезают его ножом. Такой подход требует сноровки и опыта.
Детали перед сваркой следует обрезать до необходимой длины, очистить от грязи и обезжирить. Для этого разрешается использовать изопропиловый, изобутиловый или этиловый спирт. Применение ацетона, уайт-спирита, бензина или водки не допускается из-за рыхления полипропилена после их воздействия.
Втулки перед работой также должны быть очищены с помощью ветоши. Следует уделить внимание целостности тефлонового слоя, использовать насадки с повреждённым покрытием нельзя. Поэтому чистить металлическими предметами или абразивами запрещено. В случае же сильного пригара используются деревянные скребки. Для удобства чистки насадки рекомендуется предварительно немного нагреть с помощью паяльника.
На последней стадии подготовки по всему диаметру трубы отмечается линия, обозначающая глубину свариваемой зоны. Этот размер должен соответствовать глубине фитинга. Затем можно будет уже приступить непосредственно к сварке.
После того как все подготовительные операции выполнены, можно переходить к пайке. Для этого понадобится с помощью отвёртки к паяльнику прикрутить насадки требуемого диаметра. С какой стороны располагать внешнюю часть или внутреннюю, значения не имеет, главное, выдержать их сносность.

Утюг для пайки полипропиленовых труб устанавливается на ровную поверхность, включается и прогревается в течение 10— 15 минут. Для того чтобы соединение запаять правильно, можно воспользоваться следующей инструкцией по пайке труб из полипропилена:
- 1. Изучается таблица с данными, из которой берётся необходимое время продолжительности различных технологических процессов:
Диаметр, мм. Время удержания в нагретой насадке, сек. Время кристаллизации соединения, сек. Время полного остывания, сек. Глубина расплавления, мм. 20 6 4 2 14 25 7 4 2 16 32 8 6 4 18 40 12 6 4 20 50 23 6 4 23 - 2. С помощью терморегулятора устанавливается необходимая температура. Это значение составляет не менее 260 0 С и в большей мере зависит от диаметра деталей.
- 3. Свариваемые детали одновременно надеваются на разогретые насадки. Труба вводится в паз внутренней части до отмеченной на ней линии, а фитинг надевается на дорн.
- 4. Через определённое время, в соответствии с приведённой таблицей, детали снимаются с насадок и плавным движением вводятся друг в друга на заданную глубину. Соединив элементы, их нельзя проворачивать или изгибать. Их следует удерживать неподвижно до момента застывания. При соединении излишки расплавленного вещества выдавливаются наружу, образуя кольцо вокруг шва.
- 5. Как только шов застынет, полученную деталь можно отпустить, а по окончании времени охлаждения эксплуатировать.
 Правильная пайка формирует соединение по характеристикам, ничем не отличающееся от монолитной конструкции. Для достижения этого необходимо не только уметь пользоваться утюгом для полипропиленовых труб, но и не допускать различных ошибок в процессе нагрева и стадии фиксирования частей трубопровода.
Правильная пайка формирует соединение по характеристикам, ничем не отличающееся от монолитной конструкции. Для достижения этого необходимо не только уметь пользоваться утюгом для полипропиленовых труб, но и не допускать различных ошибок в процессе нагрева и стадии фиксирования частей трубопровода.
Распространённые ошибки при монтаже можно разделить на несколько типов:
- 1. Недостаточно основательно выполненная очистка поверхностей спаиваемых деталей.
- 2. Попадание воды в сварной шов.
- 3. При обрезке трубы до необходимой длины угол реза превышает 90 градусов.
- 4. Недостаточная длина ввода трубы в фитинг.
- 5. Перегрев или недостаточный нагрев свариваемых деталей.
- 6. Неполное удаление армирующего слоя.
- 7. Несоблюдение правильности стыковки деталей и действий, связанных с последующей попыткой их корректировки.
Профессионалы достигают высокого качества спаянных швов безукоризненным соблюдением правил сварки. Для этого они используют небольшие хитрости. В первую очередь при стыковке важно выдержать сносность. Сделать это нетрудно. Секрет ровной оси заключается в нанесении параллельной линии с помощью тонкого маркёра или карандаша как на поверхность трубы, так и фитинга. После расплавления понадобится только аккуратно совместить эти линии.

Для фиксации паяльника в его конструкции используется утяжелённая ножка. Но из-за плохого качества насадок или недостаточного их разогрева вытягивание расплавленных элементов трубопровода из них может привести к переворачиванию устройства. Поэтому рекомендуется сварку проводить с помощником, в задачи которого будет входить удерживать паяльник неподвижным.
Для того чтобы срез был ровный, используются специальные ножницы. С их помощью пластиковая труба режется точно и без приложения усилий. Если же рез получился неровным, допускается его выравнивание с помощью напильника. При этом по окончании выравнивания трубу следует продуть и в случае необходимости удалить фаску.
При выборе насадок предпочтение следует отдавать тем, которые изготовлены из металлизированного тефлона. Они отличаются равномерным прогревом и легко очищаются. Для бытовых нужд подойдёт устройство с мощность 1,2 кВт. Его будет вполне достаточно для сварки труб диаметром до 50 мм.
Таким образом, для пайки труб никаких особых знаний не понадобится, главное, соблюдать процесс пайки и следовать рекомендациям. При этом, так как температура паяльника достигает высоких значений, стоит соблюдать технику безопасности, чтобы предотвратить возможность ожога.
Пайка полипропиленовых труб своими руками подробная инструкция
Полипропиленовые трубы выдерживают высокое давление, температуру, легко монтируются и служат более 50 лет. Для соединения звеньев трубопровода проводится пайка полипропиленовых труб при помощи сварочного аппарата. Чтобы стыки были герметичными и прочными, нужно соблюдать некоторые рекомендации.
Виды ППР-труб
Полипропилен относится к группе термопластов. При нагревании до температур, ниже предела текучести, полимер переходит в вязкоэластичное состояние. Оно обратимо, поэтому материал при охлаждении снова становится твердым. Это свойство используется при сварке ППР.

Промышленность выпускает трубы диаметром от 10 до 1600 мм с толщиной стенки 2-61 мм. Для бытовых нужд применяют преимущественно сечения от 16 до 110 мм.
Трубный ассортимент изготавливают из разновидностей полипропилена:
- монополимера РР;
- блок-сополимеров РР-Н, РР-В;
- рандом-сополимера РР-R.
Различия между ними заключаются в строении полимерных цепочек и структуре межмолекулярных связей.

Изделия из ППР обладают необходимой прочностью и химической стойкостью, но достаточно высоким термическим расширением. При нагреве на 50 °С труба длиной 10 м удлиняется на 60 мм.

Чтобы уменьшить деформации, проводится армирование полипропилена стекловолокном или алюминиевой фольгой. Наибольшее распространение такие материалы получили в системах низко- или высокотемпературного отопления, где среда испытывает значительные колебания температуры.

В маркировке продукции содержится информация об изготовителе, типе и диаметре трубы, толщине стенки, классе эксплуатации, номинальном рабочем давлении. Дополнительно может быть указан номер российского или международного стандарта.


Область применения труб определяется рабочим давлением:
- PN10, PN16 — для холодного водоснабжения;
- PN20 — для холодного и горячего водоснабжения;
- PN25 — для отопления.

О назначении может сказать цвет пластика:
- белый и серый — для внутреннего холодного или горячего водопровода, отопления;
- черный —для наружных систем;
- зеленый — для полива, холодных трубопроводов небольшой протяженности.
Особенности монтажа
Пайка полипропиленовых труб ведется с помощью тепловой контактной или электроимпульсной сварки. Термопластичный полимер на соединяемых участках при нагреве размягчается, а при затвердевании образует монолитный стык. Узлы являются неразборными.

Для тепловой сварки используется специальный паяльник с греющими насадками различного диаметра. Оптимальная температура пайки полипропиленовых труб 260-300°С. При сборке системы рекомендуется применять изделия одного производителя, что гарантирует совместимость труб и фитингов по диаметру и химическому составу.

При монтаже используются:
- муфты, тройники, углы, переходники, отводы, обводы из ППР;
- комбинированные изделия для соединения с металлом;
- шаровые краны;
- обратные клапаны;
- фильтры;
- водорозетки.

К стене трубопровод крепится с помощью кронштейнов, хомутов, опор.
Устройство и принцип работы ручного паяльника для ППР
Сварочный аппарат для пайки полипропиленовых труб помогает быстро и качественно смонтировать систему водоснабжения, отопления, дренажа или полива. Инструмент состоит из корпуса с ручкой, металлической платформы («утюга», цилиндра) для крепления насадок и подставки.

Прибор работает от сети 220 В, потребляемая мощность 600-2000 Вт. Температура нагрева задается терморегулятором в пределах 50-300°С. Определить готовность к работе можно по светящимся индикаторам. В платформе предусмотрены отверстия под насадки для трубопроводов наиболее распространенных диаметров 20, 25, 32 мм. В некоторых моделях комплектация расширена до 40, 50 или 63 мм.

Насадки устанавливаются попарно — гильза предназначена для разогрева участка трубы, дорн для раструба муфты или корпуса арматуры. Покрытие может быть стальным или тефлоновым. В отличие от металла полимерный материал обладает низкой адгезией, намного лучше очищается от пластикового припоя.

В штырьевых паяльниках используются колодочные насадки. Они состоят из двух частей и закрепляются к нагревателю болтами. Такие сварочные аппараты применяют для пайки в труднодоступных местах.

Как правильно паять полипропиленовые трубы согласно инструкции:
- Установить нужные насадки.
- Прибор включить в сеть.
- Задать требуемую температуру с помощью терморегулятора.
- Дождаться сигнала индикатора.
- Надеть трубу на одну насадку, фитинг на другую.
- Выждать время, указанное в таблице инструкции.
- Снять нагретые элементы, соединить, прижать без усилия.
- Дать остыть в течение нескольких минут.
Некоторые производители укомплектовывают прибор металлическим кейсом для хранения и переноски, ножницами для резки полипропиленовых труб, защитными перчатками. Электроинструмент доступен по цене и прост в применении, что сделало его популярным как у профессионалов, так и домашних мастеров.
Пайка неармированных труб
Сваривать ППР-трубы рекомендуется при температуре воздуха не ниже +5°С, так как на морозе пластик становится хрупким. Для монтажа понадобятся фитинги, паяльник, шестигранник для закручивания насадок, ножницы, рулетка, карандаш, перчатки. Насадки больших диаметров устанавливают ближе к основанию, меньшие — к краю нагревательной платформы.

На терморегуляторе выставляют температуру в диапазоне 240-280°С. После отключения контрольного индикатора можно приступать к пайке.

Резка
Труба перед свариванием должна быть подготовлена. Ее нарезают на участки согласно схеме трубопровода заранее или непосредственно при монтаже. Для резки используют специальные ножницы по полипропилену, дающие ровный рез.

Ножницы могут быть различной конструкции — с обратной пружиной, храповым или роликовым механизмом, электроприводом. Широкое основание позволяет установить трубу правильно по отношению к режущей части.

Допускается применение ножовок по металлу. Для получения качественного среза инструмент нужно держать строго перпендикулярно оси трубы.
Снятие фаски
По технологии монтажа полипропиленовых трубопроводов требуется снять с торцов фаску глубиной 1 мм под углом 30°. Этой операцией часто пренебрегают, считая, что она не нужна. Тем не менее, благодаря срезанию лишнего объема и формированию утонченного окончания трубы соединение в нагретом виде намного легче собирается и меньше деформируется. Расплавленный материал не продавливается в просвет и не снижает его площадь.

Фаску можно снять строительным ножом, специальным точильным станком или самодельным устройством с режущим лезвием.
Видео как снять фаску у алюминевых и неалюминевых труб
Очищение и обезжиривание
Снятие пыли, загрязнений и жира производится ветошью, смоченной ацетоном. Эта мера способствует более равномерной диффузии между разогретыми границами трубы и фитинга, увеличивает срок службы узла.

Разметка
Если достаточного опыта сварки нет, рекомендуется сделать предварительную разметку. Для этого на торце трубы отмеряют расстояние, равное глубине раструба фитинга плюс 2 мм, и ставят карандашом отметку. Можно установить ограничительный хомут.

Рекомендуемые расстояния до риски в зависимости от диаметра трубы:

Если фронт работы большой, удобно пользоваться самодельным шаблоном.
Прогрев и соединение
Время нагрева насадок зависит от толщины стенки трубы. Чем она больше, тем дольше должно быть температурное воздействие. Рекомендуемые производителями величины указываются в инструкции к сварочному аппарату.

Трубу насаживают на разогретую гильзу до ограничительной метки, а фитинг — на дорн. Через несколько секунд детали аккуратно снимают, соединяют с небольшим усилием, выдерживают технологическую паузу и охлаждают естественным путем без механический воздействий. После каждого применения насадки очищают от остатков налипшего материала.

Превышать время нагрева не рекомендуется. В результате полипропилен становится слишком вязким и образует наплывы, которые могут сузить просвет и нарушить проходимость соединения.

Нельзя допускать несоосности аппарата и деталей при сварке. На участках длиной более 2 м нужно подложить подставки. Сложные звенья лучше заранее спаять на горизонтальной площадке — полу или столе, а затем уже вварить готовый узел в трубопровод.
Как паять полипропиленовые трубы с армированием
Армирующий слой, уменьшающий температурные деформации, изготавливается из алюминиевой фольги или стекловолокна. Он может располагаться на внешней поверхности или в толще стенки. Трубы, армированные стекловолокном, сваривают аналогично обычным полипропиленовым. Стеклянные нити не препятствуют диффузии материалов, при отвердении структура не меняется.

Фольга при сварке создает непроницаемый барьер для смешивания молекул полимера, поэтому металл предварительно удаляют на глубину стыка. Для этого применяют специальные ручные зачистки или насадки на перфоратор.

Зачистки работают по принципу точилки для карандашей. Они срезают верхний слой полипропилена и металл. На поверхности после обработки не должны остаться частицы фольги. Дальше пайка проводится обычным способом с подбором соответствующих фитингов.

Как паять полипропиленовые трубы в труднодоступных местах
Часто бывает, что к соединению сложно добраться даже с компактным ручным паяльником. Это участки под потолком, в углах, нишах или места с близко расположенным сантехническим оборудованием. В этом случае применяются следующие способы сварки:
-
Сложный узел сначала собирают отдельно, затем приваривают к трубе в удобном месте.


Поскольку сварку нужно проводить быстро, для работы в труднодоступных местах не обойтись без помощника.
Гидравлические испытания
Качественные соединения при внешнем осмотре не имеют несоосности более 5°, складок, трещин или других дефектов. По кромке раструба должен образоваться валик, выступающий за торец трубы. Если он неоднородный или слоистый, при сварке был нарушен температурный режим или в стык попала грязь.

Гидравлические испытания проводят при давлении, превышающем максимально допустимое в 1,5 раз. Так для трубопровода с РМ 25 атм. это 40 атм. Время нагнетания 30 мин.

Через 10 и 20 минутах давление снижают, проверяют соединения на герметичность. Затем давление повторно повышают. Если обнаружены утечки и потеря по манометру более 0,2 бар, участок трубопровода с дефектами нуждается в замене. Если вы нанимаете специалиста, стоимость пайки полипропиленовых труб будет выше, чем при самостоятельном монтаже. Зато вы на 100% сможете избежать протечек из-за некачественных стыков и, следовательно, сэкономите на переделках.
Техника безопасности при пайке труб
Чтобы не нанести вред своему здоровью, при сварке полимеров нужно соблюдать правила:
- Организовать в помещении хорошую вентиляцию.
- Надевать рукавицы для предотвращения ожогов.
- Не держать рядом с рабочим местом горючие материалы и жидкости.
- Выполнять правила обращения с электроинструментом.
Желательно иметь поблизости аптечку для оказания первой помощи.
Как не допустить ошибок
Качеству сварки может навредить несоблюдение технологии. Чтобы не пришлось заменять отдельные участки или весь трубопровод, рекомендуется:
- не работать при низких температурах воздуха;
- не превышать время нагрева;
- не крутить детали соединения, снимая с насадок;
- не применять излишних усилий при стыковании;
- не использовать насадки с поврежденным покрытием;
- очищать и обезжиривать поверхности;
- не сваривать металлический трубопровод рядом с фитингом из ППР, который при нагреве может расплавиться.

Видеоинструкция по монтажу полипропиленовых труб
Заключение
Пайка полипропиленовых труб своими руками проводится с помощью компактного сварочного аппарата. Для получения качественных соединений нужно использовать комплектующие одного производителя. При строгом соблюдении технологии стыки будут герметичными, прослужат не менее срока эксплуатации самого трубопровода.
Пайка полипропиленовых труб: правила проведения работ и разбор возможных ошибок

Возможность собирать трубопроводы самостоятельно – несомненный плюс полипропиленовых изделий. Используя удобный и легкий материал, можно собственноручно соорудить канализацию, починить и модернизировать водопровод.
Главное – понять специфику соединения сборных элементов между собой. Согласитесь, это немаловажная часть работы, отвечающая за герметичность магистрали и ее беспроблемную эксплуатацию.
Мы предлагаем вам подробно изложенную информацию о том, как производится пайка полипропиленовых труб, какое оборудование используется в работе, а также перечисляем наиболее распространенные ошибки начинающих сварщиков.
Предложенные нами сведения помогут соорудить безотказно действующие коммуникации. Для наглядного восприятия статья дополнена графическими приложениями и видео-руководством.
Специфика пайки труб из полипропилена
Процесс пайки осуществляется благодаря выраженным термопластичным свойствам материала. Полипропилен размягчается при нагреве – приобретает состояние, подобное пластилину.
Общее описание технологии
Возвращение материала в условия нормального температурного фона способствует отвердению его структуры до нормального состояния. Эти свойства стали основной технологии пайки, которая на техническом языке называется – полифузная сварка.
На практике применяются две методики стыковки свариваемых деталей:
- Муфтовая.
- Прямая.
Муфтовый метод. Техника сварки показывает, как можно паять полипропиленовые трубы, используя для этого фасонную деталь – муфту или трубу большего внешнего диаметра. Обычно таким способом выполняется пайка пластиковых труб, диаметр которых не превышает 63 мм.
Принцип сварки двух деталей в данном случае построен на расплавлении части трубы по внешней окружности и части муфты по внутренней области. Затем обе детали плотно стыкуются.
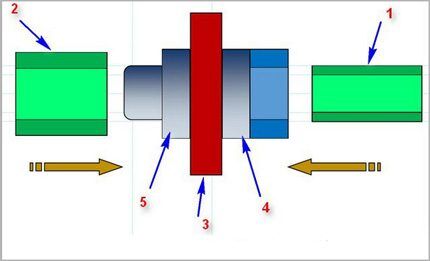
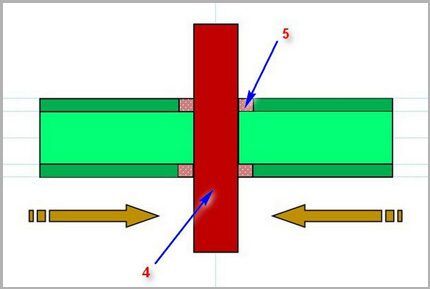
Прямой способ. Метод основан на том же принципе расплавления небольших участков пластиковых труб с последующей их стыковкой. Но в этом варианте стыковыми элементами выступают две трубы одинаковых диаметров, и стыкуется они торцевыми поверхностями.
Этот, на первый взгляд, несложный метод пайки полипропилена требует высокой точности обработки участков стыка и точной установки двух деталей по осям в процессе их спайки.
Наряду с обозначенными «горячими» технологиями практикуется также методика «холодной» спайки. Здесь в качестве активного паяльного компонента используется специальный растворитель, способный размягчать структуру полипропилена. Однако высоким уровнем популярности подобная методика не отличается.
Паяльные машины для сварки труб
Как муфтовая, так и прямая методика требует паять пластиковые трубы специальными сварочными аппаратами. Конструктивно паяльная техника представляет собой нечто подобное электрическому утюгу.
Основа приборов – массивный металлический нагревательный элемент, на поверхность которого устанавливаются съёмные насадки – металлические болванки разных диаметров. Такой паяльник называют утюгом для сварки.

Под выполнение стыковой сварки конструкции паяльных аппаратов отличаются повышенной сложностью. Обычно в составе такой техники имеется не только нагревательный элемент, но также система центровки свариваемых деталей.
Как правило, аппаратура прямой сварки, как и сама технология, редко применяются в бытовой сфере. Приоритет использования – промышленность.

Кроме паяльников, мастеру также потребуются:
- ножницы – труборез для полипропиленовых труб;
- рулетка строительная;
- угольник слесарный;
- шейвер для труб с армированием;
- маркер или карандаш;
- средство обезжиривания поверхностей.
Так как работы производятся на высокотемпературном оборудовании, обязательно следует надевать плотные рабочие перчатки.
Процедура сварки полипропилена
Важное предостережение! Работы по сварке полимерных материалов должны проводиться в условиях хорошей вентиляции помещения. При нагреве и плавке полимеров выделяются токсичные вещества, которые в определённой концентрации оказывают серьёзное влияние на здоровье человека.

Первым делом необходимо подготовиться к работе:
- На плато нагревателя установить болванки нужного диаметра.
- Регулятор температуры пайки выставить на 260ºС.
- Подготовить сопрягаемые детали – разметить, снять фаску, обезжирить.
- Включить паяльную станцию.
- Дождаться набора рабочей температуры – включения зелёного индикатора.
Сопрягаемые детали (труба – муфта) одновременно насадить на болванки паяльной станции. При этом полипропиленовая труба насаживается во внутреннюю область одной болванки, а муфта (или раструб фасонной детали) на внешнюю поверхность другой болванки.
Обычно концы трубы вставляют по границе размеченной ранее линии, а муфта насаживается до упора. Выдерживая полипропиленовые детали на разогретых болванках, следует помнить о важном нюансе технологии – времени выдержки.
При условии недостаточной выдержки по времени есть риск получить низкую степень диффузии материала, что скажется на качестве спая. Если ли же передержать детали, то высок риск деформации структуры изделия. Это чревато ухудшением качества спайки.
Рекомендуется пользоваться таблицей, где указывается оптимальное значение времени для труб с разными техническими параметрами.
Таблица времени пайки полипропиленовых труб
| Условный диаметр трубы, мм | Время нагрева для оптимальной диффузии, сек | Время на спайку деталей, сек | Время на охлаждение деталей, мин |
| 20 | 5-8 | 8 | 2 |
| 25 | 7-11 | 10 | 3 |
| 32 | 8-12 | 12 | 4 |
| 40 | 12-18 | 20 | 5 |
После выдержки деталей на болванках в течение оптимального периода времени, их снимают и быстро стыкуют нагретыми частями. Процедуру стыковки необходимо выполнить чётко, быстро (по времени в таблице), при соблюдении соосности спаиваемых деталей.
Допускается производить незначительную корректировку по осям (в течение 1-2 сек), но проворачивать детали, одну относительно другой, недопустимо.

Обозначенное время пайки любых полипропиленовых труб может корректироваться в зависимости от условий производства работ и показателей материала.
К примеру, если монтаж выполняется при минусовых температурах окружающей среды, естественным образом указанные нормы увеличиваются до 50% от номинала. Для каждых отдельно взятых нестандартных условий время нагрева подбирают методом пробной спайки.
Соединение труб пайкой с армированием
Рассмотрим, как правильно паять армированные полипропиленовые трубы. Здесь обязательным является съём защитного материала. Присутствие армированного слоя (алюминиевой фольги) в структуре трубы требует дополнительного нагрева. Но это не главное.
Обычно такие изделия имеют увеличенный диаметр и не подходят к стандартным насадкам паяльника. Их требуется зачистить перед процессом пайки. Исключение составляют трубы, армированные стекловолокном. Они спаиваются стандартно.
Учитывая разнообразие технологий армирования полипропиленовых труб, применяются различные методы обработки перед пайкой. Традиционно для зачистки используют швейер.
Такое название имеет специальное приспособление в виде металлической втулки с ножами. Швейер надевают на концевую часть трубы, подлежащую пайке, и вращательными движениями вокруг оси трубы счищают армированный слой до чистого пластика.
Если армированный слой расположен в средней части стенки пластиковой трубы, здесь для обработки разумнее применить другой инструмент – торцеватель пластиковых труб.

Приспособление мало чем отличается от швейера, за исключением размещения и конструкции режущих элементов. После обработки торцевателем концевая часть трубы выравнивается по торцу, плюс на глубину 2 мм по всей окружности вырезается часть армированного слоя. Такая обработка позволяет выполнить пайку без дефектов.
Влияние ошибок на качество сварки
Неспешные, тщательно обдуманные действия – гарантия от ошибок, которые могут свести на нет всю работу. Учитывать следует все мелочи технологии пайки и не отходить от них ни на шаг.
Распространённые ошибки, в результате которых появляются бракованные узлы монтируемой сети водопровода из пропилена:
- Не выполнена очистка поверхности трубы от жировой пленки.
- Угол среза сопрягаемых деталей отличается от значения 90º.
- Неплотная посадка конца трубы внутрь фитинга.
- Недостаточный или завышенный прогрев спаиваемых деталей.
- Неполное снятие армированного слоя с трубы.
- Корректировка положения деталей после схватывания полимера.
Иногда на материалах высокого качества чрезмерный прогрев не даёт видимых внешних дефектов. Однако при этом отмечается деформация внутренняя, когда расплавленный полипропилен закрывает внутренний проход трубы. В дальнейшем такой узел утрачивает работоспособность – быстро засоряется и блокирует ход воды.

Если угол среза торцевых частей отличается от 90º, в момент стыковки деталей торцы труб ложатся в скошенной плоскости. Образуется несоосность деталей, которая становится заметной, когда уже смонтирована линия длиной в несколько метров.
Нередко по этой причине приходится переделывать весь узел заново. Особенно при условии прокладки труб в штробах.
Некачественное обезжиривание сочленяемых поверхностей способствует образованию «островков отторжения». В таких точках полифузное сваривание не происходит совсем или происходит частично.
Какое-то время трубы с подобным дефектом работают, но в любой момент может образоваться порыв. Также частыми являются ошибки, связанные с неплотной посадкой трубы внутрь фитинга.

Аналогичный результат показывают соединения, сделанные с неполной очисткой армирующего слоя. Как правило, труба с армированием ставится на линиях высокого давления. Остаточная алюминиевая фольга создаёт в области пайки зону неконтакта. Именно в этой точке зачастую происходят протечки.
Грубейшая ошибка – попытка коррекции спаиваемых элементов с прокруткой вокруг оси относительно друг друга. Подобные действия резко снижают эффект полифузной сварки.
Тем не менее, в отдельных точках спайка образуется, и получается так называемая «прихватка». При небольшом усилии на разрыв «прихватка» держит соединение. Однако стоит только поместить соединение под давление, спайка тут же развалится.
Дополнительная информация по сварке полипропиленовых труб представлена в этой статье.
Выводы и полезное видео по теме
У профессионалов всегда есть, чему поучиться. Как работать с полипропиленом, можно увидеть в следующем видеоролике:
Монтировать трубопроводы из полимеров посредством их пайки «на горячую» – удобная и популярная методика. Она успешно применяется в условиях монтажа коммуникаций, в том числе на бытовом уровне.
Воспользоваться этим методом сварки могут люди без наработанного опыта. Главное, правильно понять технологию и обеспечить в точности её исполнение. А технологическое оборудование можно купить или взять в аренду.
Имеете опыт пайки полипропиленовых труб? Пожалуйста, поделитесь информацией с нашими читателями. Оставлять комментарии и задавать вопросы по теме можно в форме, расположенной ниже.
Отопление ТЭНами, как сделать, стоит ли использовать
ТЭН — электронагреватель жидкости в виде металлической трубки, внутри которой находится спираль. Конструкций, разновидностей множество. Нагреватели изготовляют и на крупный и на малых производствах.
Эти нагреватели массово устанавливаются, например, в электрических бойлерах и электрокотлах, поэтому производятся также известными производителями.
Но на любом рынке можно встретить ТЭНы предназначаются для установки в радиаторы отопления. Эти устройства изготовлены чаще в Польше, Украине, Китае. Они могут снабжаться встроенными термодатчиками, т.е. работать в полуавтоматическом режиме, отслеживая степень нагрева.
На основе таких электрических нагревателей, можно легко создать отопительный прибор своими руками. Чем и пользуются домашние мастера, конструируя простейший обогрев и «экономя» при этом, как они, думают, изрядные суммы денег.
Но так ли выгодно использовать ТЭНы?
Где обычно, в каких ситуациях, применяют эти электронагреватели воды? Как нужно устанавливать и применять ТЭНы…

Насколько большая выгода от ТЭНов
Если имеется старая батарея, то почему бы ее не превратить с помощью ТЭНа в систему отопления для небольшого подсобного помещения, — курятника, мастерской, гаража…
Существуют даже мифы, что тенами отапливать выгодно. Но «мечты разбиваются о суровую реальность», — электричеством отапливать дороже всего. Так как используется самый дорогой энергоноситель.
Неважно, имеется ли фирменный программируемый электрокотел, или установлена бочка с опущенным в нее на проволоке ТЭНом, — КПД подобных электронагревателей около 97%. А дальше платим по счетчику…
Обогреваться ночью
Но есть лазейка, — ночной дешевый тариф на электроэнергию. Узнать точно, о действующих тарифах и возможности подключения ночного, можно в местной электросети.
Правда и ночное электричество нельзя назвать дешевым, но в совокупности с показателем «Комфортность», ночное отопления становится весьма привлекательным для пользователя.
Какой вид топлива больше всего подходит для дома
Но цена на саму систему отопления с электрическим нагревом может значительно варьироваться.

Нагреватели в батареях
Когда в квартирах с центральным отоплением холодно, то отапливают дополнительно электричеством, а также газовой кухонной плитой или колонкой.
Вот тут и применяется парочка тяжелых чугунных батарей с ТЭНами. По сравнению с фирменными электроконвекторами они обладают гораздо большей теплоемкостью, поэтому их можно отключать на дольше и не следить за их работой. Но и нагрев соответственно продолжительнее.
Такие радиаторы умельцы устанавливают в основном в гаражах, где любят проводить время. Или, например, для обогрева животных в морозы на небольших фермах.

Оборудование систем отопления
Бывает, что на дачке, в гараже и т.п. имеются остатки былой системы отопления, например, пару батарей со стальными трубами. Вернуть систему к жизни проще всего, вставив в нее электрические нагреватели….

Но ТЭНы могут создавать и вспомогательный подогрев в домашней системе отопления. Электрический обогрев отлично дополняет твердотопливный котел. Особенно ночью, с дешевым тарифом. И здесь «самодельное производство» также востребовано.
Если в достаточно большой металлической трубе закрепить пару тенов по 2 кВт, то получится 4-киловаттный электрокотел. Нюанс в том, что ночью его можно включать в маломощную сеть 220 В, так как другие потребители «спят», кроме холодильника, например.
Такое «творение», на практике, может стать основным отоплением в течении сезона в утепленном доме, если, конечно, применяется буферная емкость — теплоаккумулятор.
Как подключить теплоаккумулятор в систему

Какая мощность понадобится
В системе отопления целого дома лучше использовать 2-киловатные образцы электронагревателей.
Но в отдельных радиаторах самодельных регистрах, обрезках отопления в гаражах… применять слишком мощные ТЭНы нельзя.
Дело в том, что тепловое реле не может считаться надежной защитой. А доводить жидкость до температуры кипения, перегревать прибор свыше +75 градусов — опасно.
Следовательно, мощность тена не должна быть больше, чем тепловая мощность, отдаваемая прибором при +70 градусах. Это примерно 75% от паспортной мощности радиатора.
Одна секция и чугунного и алюминиевого радиаторов (500 мм между трубами) обладает мощностью теплоотдачи 170 Вт при 90 град жидкости и 20 град воздуха. При +70 град. нагрева — одна секция — 140 Вт, 7 секций — 1080 Вт, 10 секц. — 1400 Вт.
Таким образом, для радиатора из 7 секций мощность ТэНа не должна быт больше чем 1 кВт. А для радиатора из 10 секций — не больше 1,4 кВт.
Труднее обстоит дело с самодельными регистрами, — неизвестна их теплоотдача. Остается лишь начинать использовать наименее мощные нагреватели.
Какие тены для радиатора выбрать
ТЭНы для радиаторов сделаны на основе заглушки (основания) со стандартным диаметром резьбы 40 мм. Остается из радиатора выкрутить нижнюю пробку, на ее место вкрутить нагреватель.
О подборе этих нагревателей по мощности для радиаторов было сказано выше. Не стоит брать более мощный приборы, во избежание аварийных ситуаций. Не нужно перегревать радиатор, добиваясь большей теплоотдачи.
Но эти нагреватели различаются и по длине. Для отдельно стоящего радиатора, без движения жидкости, предпочтительней тены подлиннее. Тогда и прогрев будет более равномерным.

В проточном электрокотле другой приоритет подбора — меньшее гидравлическое сопротивление. Минимизировать влияние нагревателей путем удачного подвода трубок и конфигурации их расположения для домашнего умельца не проблема.
Производитель, — «китайцев», по прежнему, ругают больше всего, лучшими ТЭНами считаются местного разлива — российско-украинские.
Как применяются
ТЭНы могут включаться комнатным термостатом. Тогда они управляются по заданной температуре воздуха.
Но в большинстве случаев используют нагреватели со встроенными температурным реле, — нагрев по температуре теплоносителя.
Жидкость при нагреве расширяется. Нельзя отдельные радиаторы, и другие замкнутые системы отопления, заполнять жидкостью полностью. В системах отопления для компенсации расширения используется расширительный бак.
Расширительные баки для системы отопления
В случае с отдельным радиатором достаточно оставить не менее 10% внутреннего объема не заполненным, — заливать радиатор по верхнюю пробку.
Установка ТЭНа следующая. Система сливается, выкручивается пробка радиатора, вкручивается тен. При этом обычно используется лен со смазкой в качестве уплотнителя (металл-по металлу).
Нагреватель подключается к электросети в соответствии с ПУЭ, с соответствующей изоляцией контактов.
Масло не допустимо
Можно встретить рекомендации залить радиатор маслом, — якобы получится аналог «масляного нагревателя». Прежде чем следовать подобным советам, рекомендуется изучить опыт «пиротехника», который налил масло на картон, поджег, а затем пробовал потушить.
Маслонаполненные промышленные электроагрегаты (например, высоковольтные маслянные разъединители) эксплуатируются с особыми мерами пожарной безопасности.
Если система замораживается, необходимо использовать незамерзающие жидкости, для одного радиатора можно использовать тот же автомобильный Тосол. Горючие жидкости недопустимы.

Встречаются и другие нарушения.
Конструирование своими руками — выгодно?
Самостоятельное конструирование электрообогревательных приборов не приветствуется по соображениям безопасности.
Гораздо целесообразнее приобрести готовый электрический обогреватель для помещений, например, электроконвектор, отвечающий требованиям… За его эксплуатационные качества несет ответственность производитель.
Экономическая целесообразность в ТЭНах может возникнут, как говорилось, когда в наличии имеется «заброшенная» и «бесплатная» оболочка для него.
Но вопросы безопасности, на самом деле, гораздо важнее, чем выгода, получаемая подобным образом.
Сейчас это понимают чаще, потому ТЭНами интересуются все меньше.
К тому же, средний по площади дом выгоднее отапливать электрокотлом с водяными радиаторами, чем отдельными конвекторами. Далее по теме — выгодно ли отапливать конвекторами электрическими
ТЭНы для радиаторов отопления: комфортный обогрев
Эффективная система обогрева здания, работающая в экономном режиме – к такому обустройству отопления стремятся многие владельцы недвижимости. Вне зависимости от финансовых возможностей все они хотят жить в тепле и уюте в комфортной обстановке. ТЭН для отопления дома является альтернативным решением проблемы теплоснабжения в частном домовладении.
Что представляет собой ТЭН для отопления
Электрические ТЭНы для отопления – это нагревательные элементы, которые подогревают жидкий теплоноситель, циркулирующий внутри радиатора. Их устанавливают на электрических батареях отопления, сделанных из разных материалов и сплавов – чугуна, алюминия и т.д.
Отличаются ТЭНы для радиаторов отопления тем, что они просты в эксплуатации – устройство вворачивают в специальное гнездо на батарее, внутри которой имеется теплоноситель, и подключают его к источнику электроэнергии. В комплект к этому нагревательному прибору входят защитный кожух и термостат.

Капиллярный термостат, которым оборудован ТЭН для радиаторов отопления, позволяет пользователям регулировать нагрев теплоносителя, а благодаря наличию двух датчиков температуры обеспечивается защита прибора от перегрева (прочитайте также: “Термостаты для отопления – принцип работы и разновидности”). Именно поэтому ТЭН для радиаторов отопления с терморегулятором так популярен.
Электрические ТЭНы могут иметь дополнительные функции, например:
- «Антизамерзание» – способствует поддержанию минимальной температуры (около 10°C) и не дает теплоносителю замерзнуть в батарее;
- «Турбо» – ТЭН с терморегулятором для радиаторов отопления после включения функционирует на максимальной мощности и таким образом помещение прогревается до нужной температуры очень быстро (прочитайте также: “Выбор радиатора отопления для квартиры: полезное руководство”).
Сфера применения ТЭНов

Чаще всего решение установить ТЭН в батарею принимается владельцами недвижимости, если отопление в квартире или доме работает нестабильно или его часто отключают. Данный нагревательный прибор является хорошей альтернативой, не позволяющей зданию остыть, а батареям разморозиться.
Достоинства ТЭНов
Нагревательные элементы (ТЭНы) имеют много положительных характеристик:
- экономичность и эффективность – при превращении электричества в тепло, потери энергии практически отсутствуют;
- несложный монтаж – ТЭН для батареи отопления установить можно даже самостоятельно и для этого не требуется оформлять специальное разрешение в различных инстанциях. К каждому прибору прилагается подробная инструкция производителя, поясняющая порядок подключения и правила эксплуатации;
- долговечность – она достигается благодаря хромированию и никелированию;
- компактность;
- безопасность;
- электрический ТЭН с терморегулятором для отопления капиллярного типа позволяет регулировать температуру с высокой степенью точности;
- экономить потребление электроэнергии позволять то, что прибор работает импульсами;
- доступная стоимость;
- наличие дополнительных функций.

Помимо положительных качеств такой прибор как ТЭН для батарей отопления имеет несколько недостатков:
- высокая себестоимость электро обогрева жилых помещений за счет цен на электроэнергию;
- не во всех населенных пунктах на территории страны электрическая мощность от подстанции позволяет использовать данные приборы.
Правильный выбор модели ТЭНа
Отправляясь за покупкой ТЭНа, покупателю необходимо знать ряд технических характеристик:
- требуемую мощность прибора;
- длину, диаметр и форму трубки;
- длину колпака-изолятора;
- общую длину;
- тип подключения;
- способ крепления.

Чтобы рассчитать мощность ТЭНа, предназначенного для нагрева воды определенного объема, используют формулу:
P – мощность нагреваемого элемента, измеряется в кВт;
m – масса подогреваемого теплоносителя, циркулирующего в приборе, в килограммах;
tH – начальная температура воды или жидкости, в °C;
tK – конечная температура воды или жидкости, в °C;
T – время нагрева воды или жидкости.
ТЭН в радиатор отопления – видео обзор:
Котлы отопительные твердотопливные с ТЭНом
В настоящее время котлы, работающие только на твердом топливе, используются редко. Вместо них на отечественном рынке представлен широкий выбор комбинированных и универсальных теплоагрегатов, функционирующих не только на твердом топливе, но и дополнительно на других видах энергоносителей. В большом ассортименте потребителям предлагаются электрические твердотопливные тэновые котлы отопления.
Данного вида агрегаты предназначаются для обогрева жилых, бытовых, сельскохозяйственных и другого назначения помещений. Ряд моделей можно использовать в качестве, как основного, так и резервного источника теплоснабжения. Их также устанавливают для эксплуатации с другими видами систем отопления.

Тэновый котел на твердом топливе обладает следующими достоинствами:
- прибор рассчитан на холодные зимы, его КПД составляет 65-75%;
- благодаря наличию колосниковой системы, сжигаются древесные отходы и некачественное топливо, имеющие влажность даже 70%;
- применяется надежная изоляция, состоящая из водяной рубашки с качественными теплоизоляционными материалами плюс защитный кожух, способный выдержать более 1300 градусов. Несмотря на высокую мощность, температура поверхности прибора абсолютно не представляет угрозу для человека;
- надежный регулятор тяги позволяет легко устанавливать мощность тепла (прочитайте также: “Регулятор температуры отопления для радиатора”);
- имеется экран, защищающий от языков пламени;
- у загрузочной камены увеличена глубина;
- прибор отличается долговечностью и небольшими размерами;
- у устройства современный дизайн;
- имеется термоманометр;
- простота монтажных работ;
- несложное управление и техническое обслуживание.

Отдельные модели имеют дополнительные элементы:
- ТЭН для отопительного котла мощностью 2 кВТ, укомплектованный термостатом и ограничителем температуры;
- регулятор тяги, позволяющий автоматически регулировать поступление воздуха в камеру сгорания прибора.
В случае поломки ТЭНы для котлов отопления можно поменять на новые изделия.
На этапе проектирования системы отопления для дома или квартиры следует тщательно продумать варианты ее создания, которые сэкономят семейный бюджет и обеспечат уют и комфорт.





