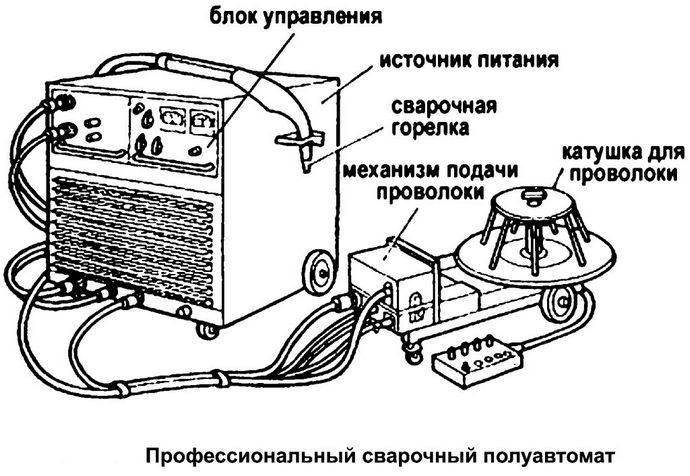
Сварка полуавтоматом для начинающих
Какой начинающий сварщик не мечтает поработать с полуавтоматической горелкой MIG/MAG? Но такое оборудование выходит за пределы любительского ценника и становится боязно, что в итоге инвертор будет бесцельно пылиться. Спешим успокоить: технологию сварки полуавтоматом освоить довольно просто.
- Суть сварки в среде защитного газа
- Инвертор, мощность, род тока
- Присадочная проволока
- Подготовка к работе
- Техника сварки полуавтоматом
- Дополнительные рекомендации

Суть сварки в среде защитного газа
Исконной проблемой при сваривании металлов считается поддержание температурного режима. Если нагрев будет недостаточным, то не произойдёт качественного расплавления кромок соединяемых деталей и их перемешивания между собой и присадочным материалом. Если же повысить температуру, металл начнёт кипеть и испаряться, активизируются химические реакции с атмосферными газами. Ситуация осложняется и тем фактом, что некоторые металлы и сплавы начинают бурно химически реагировать уже при температурах, недостаточных для образования качественного сварочного шва.
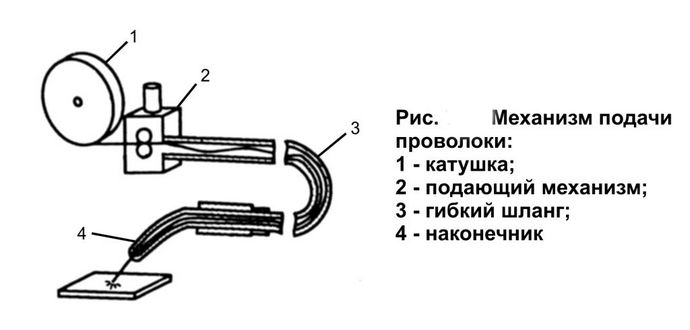
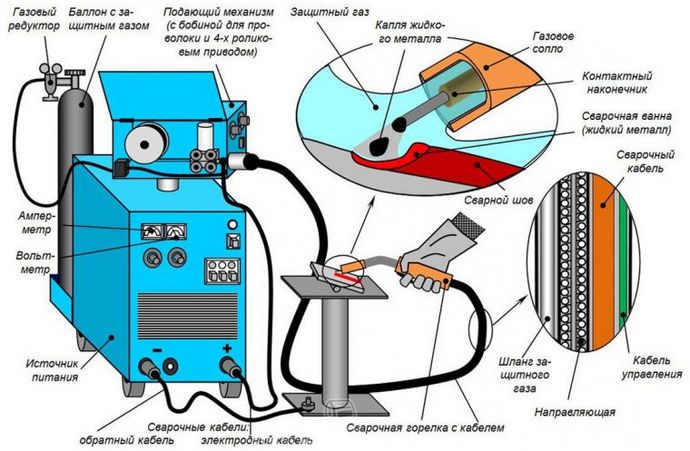
Эта проблема в разных типах сварки решается по-разному. Рассматриваемая нами сегодня полуавтоматическая сварка, также именуемая MIG/MAG, имеет два технологических отличия от прочих способов. Первое — подача защитного газа непосредственно в зону плавления, и второе — регулировка скорости подачи присадочного материала с соответствующей автоматической подстройкой силы сварочного тока. Подача сварочной проволоки осуществляется механически с помощью протяжного механизма, при этом правильное соотношение скорости и температуры плавления обеспечивает равномерное заполнение шва и высокую производительность сварочных работ.
 Схема полуавтоматической сварки MIG/MAG: 1 — свариваемый материал; 2 — сварочная ванна; 3 — защитная атмосфера; 4 — газовое сопло; 5 — контактный наконечник; 6 — сварочная проволока; 7 — дуга
Схема полуавтоматической сварки MIG/MAG: 1 — свариваемый материал; 2 — сварочная ванна; 3 — защитная атмосфера; 4 — газовое сопло; 5 — контактный наконечник; 6 — сварочная проволока; 7 — дуга
В качестве защитной среды могут использоваться активные газы, такие как кислород, азот и водород, либо инертные — аргон или гелий. На практике большинство сварщиков используют смесь аргона и углекислоты в соотношении 4:1, чего достаточно для большинства типовых задач. Варьировать смеси приходится при сваривании специфичных материалов, таких как латунь, дюраль или инструментальные высоколегированные стали.

Несмотря на высокую стоимость расходных материалов (газа и проволоки), сварка в полуавтоматическом режиме наилучшим образом подходит для освоения новичками по двум причинам. Первая — простота выполнения сварочного шва, необходимо лишь обратиться к справочной документации, чтобы установить соответствующие параметры инвертора для определённого типа соединения. Второй плюс это эргономика: полный визуальный контроль за состоянием шва, отсутствие ограничений в пространственном положении и, что самое важное, возможность сваривания даже очень тонких деталей. Из минусов можно назвать разве что привязанность к рабочему месту, хотя при использовании газовых баллонов малой ёмкости мобильность можно существенно повысить.
Инвертор, мощность, род тока
Для полуавтоматической сварки используют инверторные и трансформаторные преобразователи электрического тока со встроенным механизмом подачи проволоки. Ввиду повышенной технической сложности даже простейшие аппараты этой категории сопоставимы по цене с полупрофессиональными агрегатами ММА для сварки покрытыми электродами.
Выбор между трансформаторным и инверторным сварочным аппаратом зависит в первую очередь от условий использования. Трансформаторные приборы обладают высокой надёжностью и устойчивостью к нагрузкам, что обусловлено простотой устройства. При этом существует внушительный перечень недостатков: невысокий КПД, чувствительность к напряжению питания, образование помех в питающей сети, низкая степень стабилизации сварочного тока.
 Трансформаторный полуавтомат
Трансформаторный полуавтомат
Работа инверторов основана на многоступенчатом электронном преобразовании, основными элементами которого выступают малогабаритный импульсный трансформатор и силовые ключи, генерирующие требуемую для каждой ступени природу тока. За счёт этого инверторные аппараты в меньшей степени чувствительны к качеству питающего напряжения, их КПД выше из-за отсутствия потерь энергии на насыщение массивного магнитного сердечника. К плюсам можно добавить малый вес и габариты, возможность точной настройки и высокую степень стабилизации сварочного тока. Главные недостатки — чувствительность к условиям эксплуатации: попадание пыли и влаги внутрь категорически недопустимо, при этом колебания температуры в 20–30 °С приводят к изменению номиналов компонентов схемы, из-за чего наблюдаются существенные отклонения рабочих параметров.
 Инверторный полуавтомат
Инверторный полуавтомат
Тем не менее, именно инверторные аппараты рекомендуются для использования новичками, осваивающими азы полуавтоматической сварки. Что касается стоимости, то принципиальной разницы в устройствах в диапазоне цен 15–25 тыс. руб. не наблюдается. Мощность следует выбирать исходя из предполагаемой толщины свариваемых деталей: до 160 А выходного тока при толщине до 4 мм и порядка 200 А при толщине 6–7 мм будет достаточно. Также важно наличие дополнительных функций, таких как протяжка сварочной проволоки без подачи напряжения на неё, смена полярности, выбор скоростного режима подачи проволоки и индикация параметров. Ну и, конечно, не стоит забывать о доверии к бренду.
Присадочная проволока
Существует два вида присадочной проволоки: обычная, требующая защитной газовой среды для сваривания, и порошковая, содержащая флюс. В последнем случае сварка может вестись без подачи газа, однако такой способ можно рекомендовать только для повышения мобильности в случае выполнения неответственных соединений. В целом же большинство преимуществ полуавтоматической сварки проявляются именно при работе с подачей защитного газа.

Сварочная проволока отличается по трём основным критериям: марке сплава, диаметру и массогабаритным показателям бухты. В последних двух отношениях выбор целиком зависит от возможностей инвертора и типоразмера токопроводящего наконечника горелки. С выбором марки сварочной проволоки всё сложнее, здесь придётся обращаться к справочной документации. Общее правило таково, что по составу, то есть по содержанию углерода и легирующих компонентов присадочный материал должен быть максимально приближен к материалу свариваемого изделия. При этом прочностные характеристики проволоки должны немного превосходить материал детали.
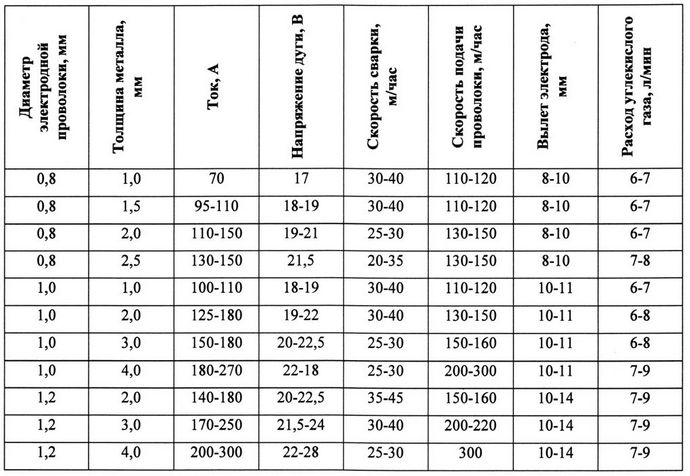
Диаметр проволоки также следует выбирать исходя из толщины свариваемого металла. Проволока толщиной 0,8 мм подходит как для работы с тонкостенными изделиями при минимальной скорости подачи, так и для сваривания односторонним швом деталей толщиной до 3 мм. Диаметр проволоки в 1 мм подходит для однопроходной сварки деталей толщиной до 7–8 мм, однако при этом сварочный ток увеличивается до 200 А. Для более массивных металлических изделий можно использовать проволоку до 1,6 мм, способную сваривать детали до 14–16 мм в зависимости от типа соединения, однако при этом качественный прогрев шва возможен только при токах в 300–350 А.

Наиболее распространённой в любительской сварке считается омеднённая сварочная проволока марки ER70S-3 и СВ08Г2С. Основное отличие между ними в содержании кремния и раскисляющих элементов. Вторая из указанных марка требует меньше внимания к подготовке деталей: очистке, удалению ржавчины и масляных загрязнений. Однако если требуется высококачественное соединение ответственных деталей, лучше выбирать проволоку с меньшим содержанием присадок, которая образует шов высокой однородности, поверхность которого в наибольшей степени пригодна к нанесению лакокрасочных покрытий.
Подготовка к работе
Прежде чем приступить к первым пробам, следует подготовить оборудование и детали. До включения аппарата в сеть производится установка горелки и кабеля массы. На баллон с защитным газом нужно установить редуктор и убедиться, что давление в баллоне выше остаточного. После этого на выходной штуцер баллона надевается и обжимается хомутом шланг, обратный конец которого подключается к аппарату. Открытием регулировочного вентиля нужно установить на расходном редукторе значение, рекомендованное производителем сварочного аппарата.

Перед протяжкой проволоки нужно убедиться, что в канале провода горелки отсутствует присадочный материал, оставшийся после предыдущего использования. Катушка устанавливается на размоточный шток так, чтобы совпадало позиционирование штифтов и посадочных отверстий. Проволока пропускается через прокатывающий ролик, размер канавки в котором соответствует диаметру присадки. После этого на место устанавливается прижимной ролик, затем с помощью регулировочного винта устанавливается такое усилие прижима, чтобы проволока не проскальзывала в канавке. Протяжка проволоки в канал шнура горелки должна осуществляться при снятом токопроводящем наконечнике. После этого на горелку нужно накрутить наконечник соответствующего диаметра и установить на место сопло. После включения в сеть аппарат готов к работе.
Осталось только подготовить детали. Полуавтоматическая сварка крайне чувствительна к качеству поверхности. Свариваемые детали должны быть зачищены до металлического блеска по всей ширине кромки, на которую будет уложен шов. Возникает вопрос: а для чего тогда нужна проволока с раскисляющими присадками? Дело в том, что такая проволока очень удобна для работы с металлопрокатом первичного использования, находившегося на консервационном хранении длительное время. В таком случае остатки прокатной смазки и небольшие вкрапления ржавчины не оказывают существенного влияния на качество шва. Разделка кромок и снятие фасок не требуются при сваривании деталей толщиной до 2–2,5 мм. Более толстые металлические части нужно подготавливать согласно ГОСТ 5264–80 или 8713–79.
Техника сварки полуавтоматом
При работе горелку нужно держать так, чтобы проволока ориентировалась к плоскости свариваемых деталей под углом 45–60°. Движение горелки осуществляется преимущественно от себя, то есть проволокой вперед, ориентируясь по положению свариваемых кромок. В некоторых ситуациях допускается вести горелку на себя, например, при укладке шва от глухого угла. Оптимальное расстояние от края сопла до детали должно быть от 10 до 20 мм в зависимости от режима сварки.

Техника сваривания крайне проста, однако требуется предварительная настройка аппарата на обрезках того же материала эквивалентной толщины. Проволока подводится к сварочному шву почти вплотную, после чего нужно нажать пусковую кнопку на ручке горелки. После зажигания дуги горелка плавно подаётся вперед, при этом совершаются небольшие поперечные колебания, общая ширина которых соответствует толщине свариваемых деталей. При завершении шва необходимо подать горелку в обратном направлении на 2–3 мм, выждать полсекунды для заполнения кратера и отпустить пусковую кнопку.
Настройка аппарата при пробном сваривании производится путём изменения на ходу сварочного напряжения и скорости подачи проволоки. В последнем случае соразмерно скорости подачи увеличивается и сварочный ток, это основное характерное отличие полуавтоматической сварки. Скорость подачи должна быть такой, чтобы сварщик мог осуществлять полный контроль над плавкой металла и заполнением сварочной ванны. При слишком медленной подаче проволоки дуга будет постоянно прерываться, при этом слышен отчётливый ритмичный треск. Если скорость подачи слишком высока, по краям шва цвета побежалости будут очень контрастными, что свидетельствует о перегреве металла.

Многие современные аппараты имеют настройку индуктивности сварочного тока. Суть регулировки заключается в сообщении электронам дополнительной энергии, чем обеспечивается более глубокий прогрев сварочного шва. Для сваривания тонких деталей в нижнем положении индуктивность должна быть нулевой, её повышение требуется только в тех местах, где необходим глубокий провар и нет возможности долго удерживать горелку на одном месте. В качестве примера можно привести вертикальный шов, выполняемый в направлении снизу вверх, а также общие случаи сваривания деталей толщиной 4 мм и более. В целом влияние индуктивной составляющей сварочного тока на удобство сварки трудно описать, лучше самостоятельно опробовать сварку в различных режимах.
Дополнительные рекомендации
Хотя полуавтоматическая сварка не требует специальных приспособлений и техники для работы в разных пространственных положениях, для каждого из них требуются разные настройки напряжения и скорости подачи проволоки. Так, для выполнения вертикальных и потолочных швов значения обоих параметров должны быть ниже, чем при сварке в нижнем положении. В инструкции по использованию сварочного полуавтомата производители указывают таблицу с опорными параметрами, которая подходит для большинства ситуаций. Небольшие коррективы могут вноситься в зависимости от марки стали и сварочной проволоки. В целом, чем выше напряжение — тем шире зона и выше скорость прогрева металла, а чем выше скорость подачи проволоки — тем менее глубоким выполняется провар и тем шире валик, образующийся по верху шва.

Также нельзя забывать, что сварка очень тонких и очень толстых деталей имеет существенные отличия в технике исполнения. Сварка металла толщиной менее 1 мм выполняется преимущественно точечно с интервалом в 4–7 мм, такой способ помогает избежать скручивания деталей от перегрева. Детали толщиной до 4 мм включительно сваривают непрерывным однопроходным швом, предварительно позиционируя их с оставлением зазора, равном примерно половине толщины металла. При этом чем массивнее детали, тем более выраженной будет температурная усадка шва. Чтобы компенсировать это явление, зазор делают расширяющимся к концу шва на 1–1,5 мм.

Детали толщиной свыше 4 мм требуют разделки кромок с образованием фасок. При этом заполнение шва выполняется многопроходным способом. Чтобы увеличить плотность заполнения за один проход необходимо правильно выбрать скорость подачи проволоки и при сварке совершать колебательные движения, направление которых соответствует типу соединения. Так, при плоском сваривании встык горелка колеблется в поперечном направлении, а при угловых соединениях — в продольном или круговом. Очень часто полуавтоматической сваркой заполняют только корень шва, после чего соединённые детали накрывают косметическим проходом с использованием покрытых электродов.
Пояснения для начинающих, как работает полуавтоматическая сварка

Сварочным полуавтоматом можно качественно и быстро соединить две детали. За счет того, что данным видом аппарата можно работать с любыми металлами различной толщины, автоматическая и полуавтоматическая сварки применяется во всех промышленных отраслях. В сравнении с ручной дуговой сваркой у нее намного выше коэффициент полезного действия, при небольших материальных затратах. Сварка полуавтоматом для начинающих включает в себя несколько аспектов – теоретический и практический. Они тесно взаимосвязаны, и перед тем, как приступать к сварочным работам, новичок должен освоить основные азы.
Что такое полуавтомат и его виды
Чтобы варить сварочным автоматом, необходимо понимать, что это и как он устроен. Аппарат для полуавтоматической сварки представляет собой механический прибор, в котором установлена катушка с проволокой, исполняющей роль плавящегося электрода и механизм для автоматической ее подачи. Сила тока и скорость подачи электрода устанавливает сварщик на аппарате сам, в зависимости от типа металла, который сплавляется, и от скорости перемещения горелки.

Существует множество различных агрегатов для сварочных работ. Чтобы их немного упорядочить, существует несколько классификаций. Рассмотрим самую основную – по способу защиты материала во время процесса:
- полуавтоматическая сварка под слоем флюсов (флюс – это порошкообразный состав, который находится в середине рабочей проволоки. По своим химическим свойствам он напоминает обмазку электрода );
- сварка в инертных и активных газах;
Кроме этого различают однофазный и трехфазный агрегаты для сварки полуавтоматом. Однофазные модели работают от обычной розетки в 220В. В этом случае, если сеть не будет соответствовать мощности агрегата, то дуга не будет стабильной, что приведет к дефектам при создании шва. Трехфазный аппарат не везде можно подключить, но при этом он отличается высоким качеством работы при разных нагрузках.
Хоть перечисленные сварочные полуавтоматы и отличаются между собой, все они имеют следующую комплектацию:
- источник тока;
- редуктор для перемещения электрода;
- горелка;
- сварочный кабель с зажимом;
- система управления;
- баллон с газом;
- рукав подачи газа.
Техника сварки полуавтоматом
Рассмотрим, как варить полуавтоматом, так как данный вид работ имеет несколько вариантов – сварка с защитных газах и сварка без газа, с использованием порошковой проволоки (флюса).
Технология сварки в среде защитного газа
Для сварки полуавтоматом можно использовать несколько видов газов. Чаще всего применяется углекислый газ или гелий. Это обусловлено их доступностью и небольшими расходами при использовании. Газы используются для того, чтобы снизить окисление металла, из которого изготовлена свариваемая деталь, чтобы повысить прочность шва. Основным условием для работы полуавтоматом с углекислотой является предварительная подготовка детали. Имеется в виду ее тщательная зачистка, чтобы удалить всю пыль, грязь, остатки лакокрасочных изделий или ржавчину. Для этого используется наждачная бумага или железная щетка.

Технология сваривания бывает трех видов:
- непрерывного сваривания, когда горелка или электрод ведется от начала до конца шва;
- точечной сварки, при котором детали соединяются не сплошной дорожкой, а сварными точками;
- сварка коротким замыканием производится, в основном, для тонколистового металла и заключается в расплавлении металла за счет подачи импульсов от короткого замыкания, которое образуется в сварочном аппарате. После замыкания, расплавленный материал стягивается в каплю, применяемую для соединения двух деталей.
Чаще всего сварка полуавтоматом с углекислотой производится на режиме переменного тока. Перед началом работы надо подготовить все для сварки. Аппарат настраивается в зависимости от типа металла и его толщины. От режима сварки будет зависеть расход газа из баллонов. Проволока расходится практически одинаково – в среднем 4 сантиметра в секунду. Более точные настройки можно посмотреть в таблицах ГОСТа, где указаны режимы и нормы для каждого вида металла. Когда и оборудование и детали готовы, можно начинать соединение изделий на полуавтомате. Первым делом, необходимо включить подачу газа, а затем возбудить дугу. Для этого нужно проволокой коснуться детали. При нажатии на «пуск/старт» на корпусе аппарата начинается механическая подача электродной проволоки.
Качество шва завит от многих нюансов. Например, важно проволоку держать и вести прямо, но не слишком близко к заготовке. Чтобы не перекрывать себе обзор сварочной ванны. Во время работы важно, чтобы между кромками свариваемых деталей соблюдался нужный интервал. Технология работы такова, что при толщине изделия до сантиметра зазор должен быть не более 1 мм, при толщине изделий более сантиметра зазор составляет 10% от данной величины. Очень часто детали в лежачем состоянии сваривают на специальной железной подложке, размещая ее снизу очень плотно к основному металлу.
Технология сварки алюминия
На полуавтомате можно варить различные металлы, и алюминий не исключение. Но тут есть особые правила, так как данный металл имеет некоторые особенности. На его поверхности имеется тонкий слой амальгамы, у которого температура плавления намного выше, чем у алюминия (больше 2000 градусов в то время, как основной металл плавится при 650 градусах). В этом случае используется в качестве инертного газа аргон. Так как алюминий быстро плавится и начинает течь, для работы на сварочном полуавтомате применяется подложка.

Сам сварочный процесс происходит плавящимися электродами под действием постоянного тока обратной полярности — это, когда на деталь крепиться отрицательный заряд, а на горелку – положительный. Такие приемы сварки способствуют качественному плавлению заготовки и быстрому разрушению верхнего слоя. Хотя для такого соединения можно применять и другу хитрость – предварительно зачищать изделие, чтобы снять оксидную пленочку. Подробнее об особенностях работы с алюминием можно прочесть здесь.
Технику соединения можно выполнять в разном пространственном положении, используя разные виды швов.
Сварка с проволокой
Особенности сварки заключаются в том, что производить работу можно как в газовой среде, так и без использования углекислоты, гелия или аргона. Одним из популярных методов соединения является сварка под флюсом. Ее чаще применяют в промышленных условиях, нежели в бытовых. Это связано с том, что сам по себе флюс – материал дорогостоящий. Это порошок, который находится в середине проволоки. Во время расплавления, под воздействием высокой температуры, он выделяет газовое облако, которое защищает сварочную ванну от окисления. То есть, при этом дополнительно инертный газ из баллона не подается.

Основной плюс порошковой проволоки в том, что с ее помощью можно варить сварочным агрегатом на улице, или в помещении при сквозняке. Например, при газовой сварке не получится качественная дорожка, если будет ветер, так как он нарушает полок газа.
Сварка полуавтоматом без газа может осуществляться при любых условиях, как в помещении, так и на улице.
Варить сварочным агрегатом с применением самозащитной проволоки не рекомендуется слишком тонкие листы или среднеуглеродистую сталь, так как могут появиться дефекты (в основном – горячие трещины).
Чтобы повысить температуру сварочной дуги для быстрого и качественного расплавления флюса необходимо использовать такой же трюк, как и при алюминиевой сварке – применить обратную полярность.
Основные правила при проведении сварочных работ
Чтобы стать настоящим профессионалом, необходимо знать все о сварке полуавтоматом, и техника безопасности – это один и важных аспектов. Необходимо изучить и каждый раз соблюдать все нормы и стандарты, прописанные в ГОСТе. Нельзя пренебрегать ТБ, работая с огнем и газовыми баллонами. Также важно защитить себя, надев форму и маску, которая защитит глаза от ультрафиолетового ожога.
Не только новичкам, но и опытным мастерам рекомендуется изначально попробовать шов на черновой детали или на незаметном участке, чтобы убедиться в правильности настроек на сварочном полуавтомате. Перед использованием агрегата, требуется прочесть инструкцию, и соблюдать ее при работе. И еще, аппарат не может работать беспрерывно. То есть, периодически нужно делать паузы, об этом пишется в инструкции к ним.
Автоматическая и полуавтоматическая сварка требует длительного обучающего процесса, который включает в себя теоретические и практические знания. Обучение на сварщика — длительная и ответственная работа, хотя разобравшись во всем можно понять, что это не сложно, если соблюдать все рекомендации.
И в конце хотелось бы ответить на один из самых частых вопросов, чем отличается автоматическая сварка от полуавтоматической:
- автоматическая сварка – это процесс, при котором движение дуги и подача электрода происходят механизировано;
- полуавтоматическая сварка – это такая сварка, при которой проволока подается механизированно, а перемещение дуги вручную.
Подробнее, как варить полуавтоматом, можно увидеть в следующем видео:
Технология сварки полуавтоматом для новичков: первый опыт
Для сварки металлов может применяться лазерный луч, пламя горелки или плазма, но одним из самых простых и компактных вариантов устройств для выполнения такого вида работ является полуавтоматический аппарат.
Чтобы шов металла получился максимально ровным и защищённым от окисления, сваривание металлов таким способом лучше всего осуществлять с использованием защитного газа.
Сварка полуавтоматом для начинающих сложна только в первые минуты освоения. Чтобы максимально ускорить процесс обучения следует заранее изучить основные правила обращения с таким устройством.
Сварочный полуавтомат: принцип работы
Для того чтобы при использовании сварочного полуавтомата не «убить» устройство. А также не получить травму самому следует знать о правилах техники безопасности и принципе работы аппарата.
Сварочный полуавтомат состоит из:
- корпуса, в котором находится мощный трансформатор;
- шланга для подачи тока и газа к горелке;
- кабелей для подключения к «массе» и электрической сети;
- механизма подачи проволоки.
Также для сварки полуавтоматом потребуется приобрести бобину со специальной сварочной проволокой и баллон с углекислым газом.
Принцип работы полуавтоматического аппарата следующий:
- Сварочный ток подаётся на горелку одновременно с защитным газом.
- В качестве электрода в горелке используется сварочная проволока, которая подаётся в автоматическом режиме с помощью специального механизма.
- Между свариваемым изделием и проволокой образуется электрическая дуга, которая расплавляет металл в среде защитного газа, что позволяет получить качественный шов без окислов.

Основные правила техники безопасности при работе со сварочным полуавтоматом следующие:
- корпус сварочного аппарата должен заземлён;
- запрещается использовать устройство даже при незначительных механических повреждениях или любых других неисправностях;
- при значительных перерывах в работе следует обязательно отключать устройство от электрической сети и выключать подачу защитного газа;
- не проводить работы рядом со легковоспламеняющимися и взрывоопасными веществами;
- во время работы использовать защитную маску и перчатки.
Как только основные принципы работы с полуавтоматом будут усвоены можно приступать к практическим работам.
Сварка полуавтоматом: первый опыт
Для получения практического опыта рекомендуется вначале потренироваться на ненужных металлических обрезках, прежде чем приступать к выполнению сложных работ требующих от сварщика высокой квалификации.
Для практической работы необходимо подготовить:
- сварочный аппарат;
- перчатки;
- защитную маску;
- баллон с газом.
Первое что необходимо сделать, это настроить сварочный аппарат. Правильно отрегулированная сила подаваемого тока позволит выполнить сварочный шов идеально ровно и без обрывов.

Этот параметр напрямую зависит от толщины свариваемого металла, поэтому прежде чем приступить к работе необходимо ознакомиться с инструкцией к электрическому прибору. В которой должна быть указана рекомендуемая заводом-изготовителем сила тока для определённой толщины свариваемых деталей.
Также следует сделать правильный выбор скорости подачи сварочной проволоки, которая регулируется специальным механизмом.
Оптимальный диаметр проволоки для сваривания равен 0,8 мм, но при работе с очень тонким металлом можно установить электрод 0,6 мм, чтобы при сниженной силе тока осуществлялось расплавление металла без затухания дуги.
Если есть возможность, то лучше приобрести итальянскую проволоку для сварки полуавтоматом. Импортные аналоги более качественные, но и стоимость таких изделий будет в несколько раз выше.
Несмотря на более высокую стоимость, такой электрод более подходит новичкам, по причине более лёгкого получения желаемого результата, даже при недостаточном опыте обращения с электросварочным аппаратом.
Баллон с редуктором
Для того чтобы защитить место сварки от воздействия кислорода, подаётся защитный газ. Самым дешёвым вариантом использования защитного газа является приобретение углекислотного баллона с редуктором.
Редуктор с манометром обязательно должны быть установлен для контроля давления подаваемого газа. Для осуществления качественной сварки металлов в среде защитного газа достаточно установить рабочее давление около 0,2 атмосфер.

Защитная маска
Для предохранения зрения варить полуавтоматом следует только с использованием защитной маски, например, Хамелеон. Современные изделия имеют в своей конструкции специальную регулировку, которая позволяет настроить защитный механизм таким образом, чтобы обеспечивалась качественная защита только во время горения дуги.
При затухании процесса плазменного горения окошко маски будет достаточно прозрачным, чтобы можно было продолжать работу без снятия защитного приспособления. Такие сварочные маски особенно будут удобны начинающим сварщикам, в устаревших моделях слишком сильно затенялось защитное стекло, что делало процесс сварки очень неудобным, по причине плохой видимости сварочного шва после затухания дуги.

Технология сварки
Когда все подготовительные работы будут осуществлены, необходимо подключить «массу» к свариваемой металлу. Если работать приходится с небольшими деталями, то сваривание производится на металлическом столе, к которому и подключается соответствующий проводник.
Если нет стола, то работу можно осуществить на горизонтально расположенном металлическом листе толщиной не менее 2 мм, к которому и осуществляется подсоединение «массы» сварочного аппарата.
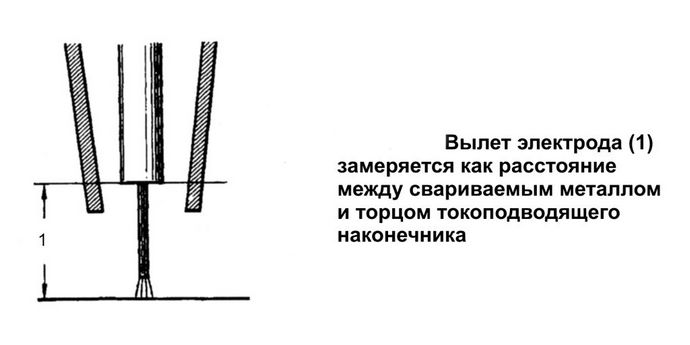
Перед началом сварочного процесса необходимо также отрегулировать величину выступания сварочной проволоки из сопла. Рекомендуется установить такой выступ в размере не более 5 мм. Если проволока перед началом выполнения сварочных работ выступает более значительно её необходимо укоротить с помощью кусачек.
Прежде чем выполнить сплошной сварочный шов рекомендуется максимально близко расположить свариваемые детали и не менее чем в двух местах осуществить точечное сваривание чиркнув электродом по металлу в месте соединения. Это необходимо для того чтобы обеспечить неподвижность свариваемых деталей.
Если необходимо наварить один лист металла на другой, то в этом случае можно воспользоваться струбцинами для надёжного закрепления привариваемых деталей. После того как будет обеспечена неподвижность деталей любым из перечисленных способов, можно приступать к выполнению сварочного шва.
Для сварки деталей делается запал дуги и производится расплавление металла в месте соединения металлов с формированием шва. Если при первых попытках сварить детали дуга не будет стабильно зажигаться необходимо увеличить силу тока подаваемую сварочным аппаратом.
Для правильного образования дуги необходимо на короткое время коснуться проволокой металлических деталей, к которым подключена «масса». Затем оторвать проволоку на минимально возможное расстояние для образования стабильного горения электрической дуги. Таким образом проваривается шов от одного края к другому, постепенно перемещая дугу над поверхностью свариваемых деталей.
Видео: соединение тонкого метала.
Видео: сварка толстого металла для начинающих.
Сварка алюминия
Применение защитных газов в полуавтоматической сварке позволяет выполнять качественное соединение алюминиевых деталей таким способом. Сварка алюминия является довольно сложным процессом даже для опытного специалиста, тем более непросто будет выполнить такую работу начинающим сварщикам.

Как варить полуавтоматом алюминиевые детали:
- зачищается поверхность свариваемых деталей от оксидной плёнки;
- нагреваются заготовки в печи или с использованием газовой горелки;
- включается сварочный аппарат в режим переменного тока высокой частоты;
- подключается баллон с аргоном или аргоногелиевой смесью;
- производится запал дуги и поддерживается её длина в диапазоне 12-15 мм.
Таким образом происходит сваривание деталей из этого легкоплавкого металла. В качестве присадочной проволоки, для выполнения работы, потребуется приобрести изделия из алюминия. А для обеспечения стабильной подачи проволоки аппарат должен быть оборудован соплом большего диаметра.
Заключение
Как правильно варить полуавтоматом с углекислотой начинающим сварщикам вы узнали из данной статьи. Для закрепления полученных сведений рекомендуется сразу же приступить к практическим занятиям и осуществить пробное соединение деталей таким методом. Видео уроки позволят быстрее освоить полуавтомат в домашних условиях.
К свариванию алюминия и других цветных металлов рекомендуется приступать только после того, как хорошо будет освоена сварка чёрных металлов. В этой статье рассказывается, как варить нержавейку полуавтоматом.
сварка полуавтоматом

практические советы по разным видам и способам сварки . сварка полуавтоматом, а также особенности сварки тонких листов .
Комментарии 28

в магазине видел проволоку уже с флюсом для полуавтомата, типа углекислота уже не нужна, можно ли такой проволокой варить?

Да можно но лучше в со2


блин.я тебя перепутал с другим))))не тому ответил.
Какой у тебя минимальный и максимальный вольтаж на аппарате?
Тонкий металл например 1 мм нужно варить на напряжении 17-18 вольт или меньше.
на 24 вольтах я варю металл 5 мм.
Ничего)) 16-26В если ставить меньше 21В, туго загорается дуга, проволока лезет, и приходится откусывать много…
Дуга зажигается…проволока лезет…и что происходит в зоне сварки?
Создаешь сварочную ванну которую перемещаешь по металлу движением горелки.Скорость подачи устанавливаешь экспериментально.
От аппарата многое зависит.У тебя он простой, но такими варят многие.Подбирай оптимальные настройки.
Спасибо))) буду ещё экспериментировать))

век учись, век живи, дураком и помрешь.нюансы незначительные, но важно их знать и не только начинающим.

многого еще не договорил конечно, но совсем в это не понимающим хоть что-то=)

Таже просьба, что и к первому посту! Все материалы должны сопровождаться коментариями и пояснениями, не все понимают вас в полной мере, тогда какой смысл выкладывать подобные посты, если вас понимают лишь единицы?

фиг знает, вроде не тонкий метал на видео, глушак варю электро., не полуавтоматом, теорий не знаю, ток по мере надобности выбираю, полуавтоматом ваще кайф, и два лезвия могу сварить:))но это уже прикол:))а в обще познавательно, надо такую инфу выкладывать.
РДС можно что угодно варить правда сложнее . в тоже время как и аргонником не всегда удобно
аргоном ещё не пробовал, нет технической базы.блин и у знакомых нет.

Без обид конечно, блин, класс!, супер!
Доброго времени суток! Дружище, извини за не скромный вопрос, давно ли ты варишь, в смысле опыт большой?
15 лет ( правда не каждый день )
Доброго времени суток! Дружище, извини за не скромный вопрос, давно ли ты варишь, в смысле опыт большой?
А какое напряжение при сварке должно быть?
в каком пространственном положении вы варите ? какая толщина металла ? какой диаметр проволоки
ой))) тонкий металл(кузов) верликать, 0,8мм. пока учусь. но из американского ролика заметил, что до 19В — сварка коротким замыканием, после 19В — наплавка (или как-то так), на моем китайском аппарате методом проб и ошибок для себя пока подобрал 24В (так швы получаются немного похожи на книжные)… так вот когда КЗ используют, а когда наплавку?
так как у вас китаец, рекомендую только проб и анализ, так как точные цифры ничего вам не дадут, тем более если варите от сети 220 дома, скачки напряжения на прямую будут влиять на напряжение на дуге .
так а по науке вообще как? (или как чувствуется — варит, значит всё ок, не варит, надо добавть, жжет, отпустить?)))))
в вашем случае да .

kravchonok26
так как у вас китаец, рекомендую только проб и анализ, так как точные цифры ничего вам не дадут, тем более если варите от сети 220 дома, скачки напряжения на прямую будут влиять на напряжение на дуге .
У меня дешёвый трансформаторный полуавтомат на 135 А, Рос. (?) производства. Пользуюсь недавно и редко. Летом ещё ничего, но зимой! Экономные соседи включают “козла” и проблемно варить даже электродом, ни говоря о полуавтомате. Увеличиваешь ток, увеличивается подача проволоки, как следствие-толстый шов и увод металла, а затем болгарка, болгарка, болгарка. Может поставить раздельную регулировку тока и подачи проволоки?
Ток это и есть скорость подачи проволоки.
На полуавтомате регулируют напряжение и под это напряжение подбирают скорость подачи(силу тока).
В зависимости от скорости подачи можно вести сварку капельным либо струйным переносом.
На трансформаторном не знаю какой у тебя напряжение врятли регулируется плавно.Если даже так, то врядли удасться добиться тех настроек и качества что может обеспечить инверторный полуавтомат.
Советую купить инвертор и не париться, а нормально варить.
Аппарат брал бюджетный, для создания единственной машины, для разовых работ по крыше и дверям. pp.vk.me/c631422/v631422636/b27d/HZOeFpojhxI.jpg Комби 135.
А какое напряжение при сварке должно быть?
Всегда нужно варить на максимальном токе с наибольшим проваром.
Про силу понятно, я про напряжение спрашивал)))
Сварка полуавтоматом для начинающих
Содержание:
- Классификация полуавтоматов
- Устройство полуавтомата
- Принцип работы
- Сварочная проволока
- Подготовка
- Технология процесса
- Преимущества
- Отличие от автоматической сварки
- Обучение
- Интересное видео
Прогрессивным методом соединения металлических изделий является сварка полуавтоматом. Этот способ облегчает работу, повышает производительность процесса, позволяет получить качественное соединение, уменьшает вероятность появления дефектов. Для его применения необходимо приобретение специального оборудования – полуавтомата.
Это не является особо затратным, но работа на сварочном полуавтомате для начинающих возможна только после овладения ими теоретических знаний. Для начала необходимо ознакомиться с принципом действия прибора, различными режимами, технологией процесса. Овладеть этим можно самостоятельно или под руководством более опытного наставника. Также имеются специальные курсы, на которых проводится теоретическое и практическое обучение.

Классификация полуавтоматов
Разделение полуавтоматических приборов для сварки осуществляется по различным признакам.
Тип прибора
Это в основном относится к корпусу прибора. Если все составные части находятся в одном корпусе, то это будет однокорпусной вид. В двухкорпусных моделях в одном блоке находится сварочная горелка, механизм подачи проволоки, пульт управления. Во втором блоке расположен источник тока, имеющий аппаратуру для регулирования пуска.
Вид проволоки
В полуавтомате могут применяться два вида проволоки: алюминиевая или стальная. Имеются универсальные приборы, обеспечивающие работу с любым из этих видов.
Защита шва
Происходит тремя способами: слоем флюса, в защитных газах, с помощью порошковой проволоки. Наиболее распространенным способом является использование защитных газов. Нюансом служит то, что порошковую проволоку можно также использовать в газовой среде.
Характер перемещения
Для серийного производства используются стационарные аппараты. В быту и для проведения выездных работ более удобными будут переносные полуавтоматы. Передвижные приборы перемещаются на шасси с колесами.
Подключение к электросети
Однофазные полуавтоматы, имеющие небольшую мощность, можно включать в обычную розетку. Трехфазные требуют наличия специальных разъемов.
Подача проволоки
При толкающем типе привод подталкивает проволоку в сварочную горелку. В конструкции с тянущим типом привод располагается в ручке горелки и вытягивает проволоку с катушки, на которую она намотана. К гибриду относится тянуще-толкающий вид.
Устройство полуавтомата
Чтобы лучше понять, как сваривать полуавтоматом, необходимо изучить его устройство.

Основные составные части аппарата:
- Корпус.
- Источник питания.
- Блок управления.
- Горелка.
- Бобина с проволокой.
- Механизм подачи проволоки.
- Кабель, с помощью которого происходит подсоединение к “массе”.
- Шланг, предназначенный для подачи газа.
- Инертный газ в емкости.
Можно приобрести дополнительные приспособления, например, защитный экран или стойку для рукава.
Источниками питания для полуавтоматических аппаратов, работающих, как правило, на постоянном токе, применяют инверторы или выпрямители. Предпочтительными являются инверторы, но стоимость их гораздо выше.
Сварочный рукав – это шланг, с помощью которого на место проведения работы подаются газ, проволока и жидкость для охлаждения. Один его конец подсоединен к аппарату, а второй – к газовой горелке. Внутри сварочного рукава по центру располагается узел, с помощью которого подается проволока. Охлаждающая жидкость имеется только в некоторых моделях. Чем длиннее шланг, тем больше возможность сварки в местах, доступ куда затруднен. Для подключения шланга используется унифицированный разъем по евро стандарту.

Большой штуцер в центре служит для выхода проволоки. Маленький рядом – для подачи газа. Два контакта вверху необходимы для того, чтобы переключать режимы. Внизу подключены провода, с помощью которых подается ток.
К шлангу подсоединена горелка, куда и выводятся все провода, а также трубки. Главные составляющие горелки – рукоятка и выходящая из нее направляющая трубка.

На рукоятке имеется переключатель режимов. На трубке закреплены рассеиватель газа, контактный наконечник, сопло. Контактный наконечник является сменной деталью, поскольку он бывает разным при каждом диаметре проволоки. Сопло зависит от размеров наконечника.
Проволока для сварки намотана на катушку, которая может иметь различные размеры. Устройство, подающее проволоку, включает в себя механизм с роликовой подачей. На роликах сделаны канавки для разных диаметров проволоки. Роль электродвигателя – осуществление вращения. Регулирование натяжения проволоки осуществляется вручную.

Ролики используются для порошковых проволок. Их может быть два или четыре. Вот, в основном, все, что нужно для полуавтоматической сварки.
Принцип работы
Теория сварки полуавтоматом заключается в следующем. Главная особенность состоит в том, что вместо электродов находит применение сварочная проволока, поступающая в зону сварки непрерывно.

Сваривание полуавтоматами может осуществляться в углекислом газе (MAG) или в инертном (MIG). Технология сварки полуавтоматом с углекислотой и инертными газами предполагает установку величины расхода проволоки на аппарате. На выходе проволоке предстоит пройти через отверстие в контактном наконечнике. Между проволокой и свариваемой деталью возникает дуга, металл от действия высокой температуры начинает плавиться, что приводит к образованию сварочной ванны. Она начинает перемещаться вслед за горелкой. Сзади остается сварочный шов, который постепенно начинает остывать.
Для формирования облака газа, имеющего конкретную форму и плотность, служит сопло. Газ в него поступает через рассеиватель, который расположен на месте крепления контактного наконечника.
Понятно, как работает сварочный полуавтомат с газом. Однако, имеется вариант без его использования. В этом случае находит применение особая проволока, которая представляет собой тонкую трубочку с флюсом внутри.
Поскольку флюс обладает порошковой структурой, то и проволоку называют порошковой. При сварке флюс, сгорая, выделяет газ, создающий защитную среду. Для начинающих сварка полуавтоматом без газа является хорошим и более простым способом получить общие сведения об особенностях процесса. Для ответственных конструкций предпочтительной является сварка с газом.
Сварочная проволока
Вслед за широкой востребованностью полусварочных автоматов промышленность начала создавать различные виды проволок для них. Правильный ее выбор повышает производительность сварочного процесса, улучшает качество шва. Немаловажным аспектом является повышение безопасности. ГОСТ 2246 содержит требования к составу и качеству проволоки. Среди большого количества видов марок находят постоянное применение лишь некоторые из них. Остальные являются узкопрофильными.

Тип, диаметр и марка проволоки зависят от химического состава и толщины свариваемых металлов. Состав проволоки должен соответствовать аналогичной характеристике материала. Поэтому проволоки разделяют на три крупных вида: низкоуглеродистую, легированную и высоколегированную.
Вид марки обозначен на маркировке. Буквы и цифры указывают на состав и процентное соотношение входящих элементов. Проволока, в которой уменьшено содержание вредных веществ, таких, как сера и фосфор, в конце маркировки имеют букву “А”. Две буквы “АА” свидетельствуют о металле высокой очистки.

Диаметры проволоки для сварки полуавтоматом находятся в диапазоне от 0,3 до 12 мм. Выбор диаметра зависит от толщины деталей. Так, например, если предстоит сварка деталей, имеющих толщину 3-5 мм, то диаметр проволоки должен быть не больше 2 мм. На выбор проволоки также оказывает влияние выбранная сила тока. Для экономии при процессе сварки ведут контроль расхода присадочного материала. На него оказывают влияние состав свариваемого металла, диаметр проволоки, ее качество.
Подготовка
Перед тем, как варить сварочным полуавтоматом, необходимо провести подготовительные работы. Они начинаются с регулировки сварочного полуавтомата. Для этого следует выбрать правильное значение силы тока, и выставить его на аппарате.

Затем регулируются скорость подачи проволоки и расход газа, который устанавливается с помощью вентиля на редукторе баллона. Оценить правильность настроек можно на небольшом куске металла. При грамотной настройке должен получиться плотный ровный шов.
После этого выставляют оптимальное значение расхода газа. Если оно будет недостаточным, в сварочном шве появятся поры. Границы верхнего значения не существует, но при неоправданно большом газ будет уходить в атмосферу бесполезно, что увеличит расходы. При недостаточно качественном шве следует произвести перенастройку.
Затем надо проверить, достаточное ли количество газа для создания рабочего давления находится в баллоне. Рабочее – давление, позволяющее осуществлять надежную защиту ванны в зоне проведения работ. Потом надо определиться с полярностью.

После выбора полярности необходимо подключиться к соответствующей клемме. Прямую полярность обеспечит подключение сварочного кабеля к положительной клемме. Обратную полярность используют для проведения очень точных работ.
Технология процесса
Особенности сварки полуавтоматом заключаются в том, что вместо электродов применяется проволока и процесс происходит под защитой газа. Техника сварки полуавтоматом заключается в поддержании постоянной температуры. При недостаточном нагреве не осуществится нормальное расплавление кромок и не произойдет хорошего перемешивания их с присадочным материалом. При чрезмерно большом повышении температуры начнется кипение металла и его испарение.
Приемы сварки полуавтоматом бывают двух видов. Первый заключается в том, что от начала до конца делается непрерывный шов. При втором методе применяется точечная сварка. Сварочные точки располагают через одинаковые промежутки.
Технология сваривания имеет особенности в зависимости от толщины металлических деталей, видов соединений и их расположения в пространстве. Тонкие детали легче сваривать полуавтоматом, если они расположены в вертикальной плоскости. Если толщина металлических деталей не превышает 4 мм, то можно не проводить разделку кромок. Толстые детали лучше сваривать в среде гелия или аргона. При этом необходимо следить, чтобы не происходило отклонение оси горелки от вертикали.
При сварке полуавтоматическим прибором угловых и тавровых соединений детали следует устанавливать “в лодочку”. Тонкие нахлесточные соединения выполняют за один проход, используя медную или стальную подкладку. Детали, толщина которых превышает 1,5 мм, можно сваривать на весу, осуществляя несколько проходов.
Правила сварки полуавтоматом:
- Сварку следует осуществлять таким образом, чтобы сварочная ванна была видна исполнителю. Это возможно, когда проволоку держат прямо или под маленьким углом.
- Зазор между свариваемыми элементами при их толщине 1 см должен быть не менее 1 мм. Затем его рассчитывают, исходя из формулы – 10% от их толщины. Во время всего процесса сварки зазор должен быть постоянным.
- Если применяется подкладка, то ее помещают снизу на свариваемые детали, обеспечивая плотность.
- Необходимо контролировать значение тока и величину дуги. Это уменьшит разбрызгивание раскаленного металла.
- Тонкую проволоку следует вести вдоль шва. При большом диаметре желательно совершать колебательные движения, которые способствуют разогреву кромок.
Настройка зависит от конкретной модели оборудования. Перед началом работы следует внимательно ознакомиться с инструкцией по эксплуатации.
Сварка в общем и сварка полуавтоматом в частности является сложным искусством, требующим терпения. Не следует сразу стремиться поставить рекорд. Техника сварки полуавтоматом для начинающих заключается в том, чтобы потренироваться вначале на простых деталях.
Преимущества
К достоинствам полуавтоматической сварки относятся:
- легкость применения;
- высокая производительность;
- возможность сваривания во всех пространственных положениях;
- деформации шва являются минимальными;
- возможность сварки тонких соединений;
- небольшая чувствительность по отношению к загрязнениям и ржавчине;
- цинковые покрытия не повреждаются при сварке с медной проволокой;
- получение шва высокого качества.
Недостатком является улетучивание газовой защиты на сквозняке. Относительная легкость управления процессом делает возможной сварку полуавтоматом для начинающих.
Отличие от автоматической сварки
Автоматическая и полуавтоматическая сварка имеют много общего и сильно отличаются от ручного способа. Основное, чем отличается автоматическая сварка от полуавтоматической, – это то, что полуавтомат осуществляет механическую подачу проволоки, выполняющей роль электрода, на место проведения работы, но затем ее перемещают вручную. Это позволяет правильно формировать шов и следить за его качеством.
Автоматическую сварку целесообразно применять при массовом или крупносерийном производстве. На форумах по сварке иногда задают вопрос: как варить полуавтоматом электродами. Опытные сварщики отвечают, что для этого придется кардинально переделать аппарат, но и это не дает гарантии получения качественного шва.
Обучение
Обучение на полуавтоматическую сварку можно пройти на специальных курсах. Программа включает в себя теоретические и практические занятия. Можно выбрать индивидуальное обучение по удобному для ученика расписанию и также узнать все о сварке полуавтоматом. После окончания необходимо сдать экзамен и доказать, что все знания усвоены.
Выдается удостоверение установленного образца, в котором перечисляются прослушанные предметы, практические занятия и указывается, что присвоено звание “Электрогазосварщик”. Возможно получение диплома международного образца, что дает возможность применить полученные знания в других странах.
Обучение сварки полуавтоматом дает представление о видах аппаратов полуавтоматов, выборе режима сварки и диаметра проволоки, технологии процесса сварки. Прослушанные уроки по теории “сварочные полуавтоматы” позволят разбираться в обозначениях используемых материалов и маркировки проволоки. Основы сварки полуавтоматом включают в себя сведения об устройстве приборов полуавтоматов, принципе их работы, обеспечении безопасности сварщика, проведении подготовительных работ, выборе режимов сварки.
На курсах можно не только узнать все для сварки полуавтоматом, но и применить полученные знания на практике. Они проводятся под руководством наставника, который укажет на ошибки и разъяснит методы их устранения. Групповые занятия имеют то преимущество, что на них можно услышать вопросы других учеников и узнать правильные ответы. На практических занятиях следует прислушиваться к разбору всех ситуаций, из которых можно узнать много полезного.
Уроки сварки полуавтоматом проводят профессионалы, обладающие большим опытом. Приобретенная профессия является востребованной и высокооплачиваемой. На курсы могут также записаться уже имеющие профессию сварщика, но желающие повысить свою квалификацию. Разобраться, что такое сварка на полуавтомате поможет обучение на специализированом курсе. Полученные знания помогут с легкостью читать чертежи и разбираться в технологических материалах.
Интересное видео
Температурные характеристики терморегуляторов Ranco K59
(выпускаемых для группы компаний Electrolux)

В подавляющем большинстве холодильников Stinol используются терморегуляторы фирмы Ranco. Также иногда применялись (применяются) приборы Danfoss (Дания) и Орлекс (Россия, г. Орел), но их доля, по сравнению с Ranco, незначительна.
Терморегуляторы Ranco К59 предназначены для использования в холодильниках, оборудованных плачущим испарителем. Термочувствительный элемент этих приборов (отрезок капиллярной трубки) должен находиться в надежном контакте с поверхностью плачущего испарителя, в противном случае возможна нестабильная работа терморегулятора.
В зависимости от температуры поверхности плачущего испарителя терморегулятор производит включение или отключение компрессора холодильного агрегата.
Для подключения к электропроводке холодильника на корпусе терморегулятора предусмотрены три вывода (не считая выводов заземления), промаркированные цифрами “3”, “6” и “4”.
На схеме видно, что для управления компрессором используются контакты “3” и “4” терморегулятора. Состояние этих контактов прибора (замкнуто/разомкнуто) зависит от температуры поверхности плачущего испарителя и логики работы терморегулятора.
При повороте ручки регулятора против часовой стрелки до щелчка (режим “выключено”) прибор размыкает контакты “3” и “6”, полностью отключая питание холодильника. При любом другом положении ручки регулятора (режим “включено”) данные контакты всегда замкнуты.
Контакты “3” и “4” размыкаются при понижении температуры поверхности плачущего испарителя ниже порога срабатывания (отключения) терморегулятора. Вращая ручку регулировки прибора пользователь может изменять (в заранее заданных производителем пределах) порог срабатывания (отключения) терморегулятора.
Контакты “3” и “4” замыкаются при повышении температуры поверхности плачущего испарителя выше порога срабатывания (включения) терморегулятора. Порог срабатывания (включения) приборов семейства Ranco K59 не зависит от положения ручки регулятора, он настраивается на определенную величину (зависит от модификации прибора) на заводе при изготовлении терморегулятора.
Таблица температурных характеристик термостатов Ranco K59
В таблице представлены температурные характеристики конкретных модификаций приборов семейства “K59”, изготавливаемых по заказу группы компаний Электролюкс (Electrolux, Rosenlew, Zanussi и т.д.).
Не смотря на то, что в холодильниках Стинол применяются другие модификации термостатов Ranco K59 (в частности K59L1275, K59L1955), данная информация может оказаться полезной специалистам по ремонту холодильников Стинол. Например, в случае необходимости подбора замены оригинальному прибору.
В графах “тепло” и “холод” таблицы указаны температуры срабатывания термостатов при крайних положениях ручки регулировки:
“тепло” — крайнее положение против часовой стрелки.
“холод” — крайнее положение по часовой стрелке.
| Модель термостата |
Замыкание контактов, °C | Размыкание контактов, °C | ||
|---|---|---|---|---|
| тепло | холод | тепло | холод | |
| K59L1035 | +5 | +5 | -15,5 | -26 |
| K59L1041 | +5 | +5 | -16 | -26 |
| K59L1052 | +5 | +5 | -11 | -30 |
| K59L1096 | +5 | +5 | -7 | -26 |
| K59L1109 | +5 | +5 | -11 | -30 |
| K59L1115 | +5 | +5 | -10 | -30 |
| K59L1117 | +5 | +5 | -15 | -26 |
| K59L1119 | +5 | +5 | -12 | -32 |
| K59L1142 | +5 | +5 | -9 | -27 |
| K59L1146 | +5 | +5 | -9 | -27 |
| K59L1149 | +5 | +5 | -10 | -30 |
| K59L1151 | +4 | +4 | -16 | -30 |
| K59L1164 | +5 | +5 | -10 | -30 |
| K59L1173 | +3,5 | +3,5 | -10 | -30 |
| K59L1184 | +5 | +5 | -15,5 | -26 |
| K59L1185 | +3,5 | +3,5 | -9 | -27 |
| K59L1189 | +3,5 | +3,5 | -10 | -30 |
| K59L1190 | +3,5 | +3,5 | -7 | -26 |
| K59L1191 | +3,5 | +3,5 | -10 | -30 |
| K59L1192 | +3,5 | +3,5 | -12 | -32 |
| K59L1194 | +3,5 | +3,5 | -11 | -30 |
| K59L1195 | +3,5 | +3,5 | -10 | -30 |
| K59L1196 | +3,5 | +3,5 | -11 | -30 |
| K59L1196 | +3,5 | +3,5 | -11 | -30 |
| K59L1209 | +4 | +4 | -13 | -30 |
| K59L1210 | +5 | +5 | -10 | -30 |
| K59L1216FF | +5 | +5 | -11 | -30 |
| K59L1217FF | +5 | +5 | -10 | -30 |
| K59L1234FF | +5 | +5 | -10 | -30 |
| K59L1244FF | +5 | +5 | -10 | -30 |
| K59L1245FF | +4,5 | +4,5 | -16 | -30 |
| K59L1258FF | +5 | +5 | -9 | -26 |
| K59L1260FF | +5 | +5 | -12 | -32 |
| K59L1261FF | +3,5 | +3,5 | -12 | -32 |
| K59L1264FF | +3,5 | +3,5 | -14 | -34 |
| K59L1265FF | +5 | +5 | -15,5 | -26 |
| K59L1268FF | +5 | +5 | -9 | -27 |
| K59L1268FF | +5 | +5 | -9 | -27 |
| K59L1269FF | +3,5 | +3,5 | -12 | -32 |
| K59L1270FF | +3,5 | +3,5 | -10 | -30 |
| K59L1273FF | +5 | +5 | -9 | -27 |
| K59L1276FF | +5 | +5 | -3,5 | -24 |
| K59L1277FF | +5 | +5 | -9 | -26 |
| K59L1278FF | +6,5 | +6,5 | -2,5 | -22 |
| K59L1279FF | +5 | +5 | -10 | -30 |
| K59L1280FF | +5 | +5 | -3,5 | -24 |
| K59L1283FF | +5 | +5 | -11 | -30 |
| K59L1290 | +4 | +4 | -16 | -28 |
| K59L1900FF | +4 | +4 | -9 | -27 |
| K59L1903FF | +4 | +4 | -7 | -30 |
| K59L1911FF | +3 | +3 | -12 | -22 |
| K59L1940FF | +5 | +5 | -15,5 | -26 |
| K59L1941FF | +5 | +5 | -15,5 | -26 |
| K59L1954FF | +5 | +5 | -9 | -23 |
| K59L1956FF | +5 | +5 | -10 | -30 |
| K59L1957FF | +5 | +5 | -9 | -27 |
| K59L1959FF | +3,5 | +3,5 | -10 | -30 |
| K59L1966FF | +5 | +5 | -15,5 | -26 |
| K59L1967FF | +5 | +5 | -7 | -27 |
| K59L1968FF | +5 | +5 | -7 | -28 |
| K59L1971FF | +5 | +5 | -10 | -30 |
| K59L1972FF | +5 | +5 | -11 | -30 |
| K59L1973FF | +4 | +4 | -7 | -30 |
| K59L1975FF | +5 | +5 | -12 | -32 |
| K59L1977FF | +4 | +4 | -7 | -30 |
| K59L1989FF | +5 | +5 | -3,5 | -24 |
| K59L1992FF | +4 | +4 | -7 | -30 |
| K59L1996FF | +5 | +5 | -11 | -30 |
| K59L1997FF | +4 | +4 | -9 | -27 |
| K59L2001FF | +5 | +5 | -10 | -30 |
| K59L2002FF | +5 | +5 | -9 | -23 |
| K59L2005FF | +5 | +5 | -10 | -30 |
| K59L2006FF | +5 | +5 | -7 | -27 |
| K59L2011FF | +5 | +5 | -3,5 | -24 |
| K59L2012FF | +5 | +5 | -14 | -34 |
| K59L2013FF | +5 | +5 | -12 | -32 |
| K59L2014FF | +5 | +5 | -7 | -27 |
| K59L2018FF | +5 | +5 | -11 | -30 |
| K59L2023FF | +5 | +5 | -10 | -30 |
| K59L2024FF | +5 | +5 | -11 | -30 |
| K59L2025FF | +5 | +5 | -9 | -27 |
| K59L2026FF | +4 | +4 | -7 | -30 |
| K59L2027FF | +4 | +4 | -9 | -27 |
| K59L2028FF | +4 | +4 | -7 | -30 |
| K59L2029FF | +5 | +5 | -7 | -30 |
| K59L2030FF | +4 | +4 | -7,3 | -30 |
| K59L2031FF | +5 | +5 | -10 | -30 |
| K59L2033FF | +4 | +4 | -7 | -30 |
| K59L2037FF | +5 | +5 | -3,5 | -24 |
| K59L2041FF | +5 | +5 | -7 | -28 |
| K59L2042FF | +5 | +5 | -9 | -27 |
| K59L2043FF | +5 | +5 | -9 | -27 |
| K59L2049FF | +5 | +5 | -7 | -28 |
| K59L2050FF | +5 | +5 | -10 | -30 |
| K59L2051FF | +5 | +5 | -10 | -30 |
| K59L2055FF | +5 | +5 | -7 | -28 |
| K59L2056FF | +5 | +5 | -7 | -28 |
| K59L2057FF | +5 | +5 | -7 | -28 |
| K59L2073FF | +5 | +5 | -12 | -32 |
| K59L2076FF | +5 | +5 | -9 | -27 |
| K59L2089FF | +5 | +5 | -7 | -28 |
| K59L2528 | +5 | +5 | -11 | -30 |
| K59L2534 | +5 | +5 | -12 | нет данных |
| K59L2536 | +5 | +5 | -10 | -30 |
| K59L2539 | +5 | +5 | -10 | -30 |
| K59L2540 | +3,5 | +3,5 | -12 | -32 |
| K59L2548 | +3,5 | +3,5 | -9 | -27 |
| K59L2549 | +3,5 | +3,5 | -10 | -30 |
| K59L2559 | +4 | +4 | -9 | -27 |
| K59L2562 | +5 | +5 | -9 | -27 |
| K59L2563 | +5 | +5 | -9 | -27 |
| K59L2564 | +3,5 | +3,5 | -10 | -30 |
| K59L2567 | +3,5 | +3,5 | -9 | -27 |
| K59L2573FF | +3,5 | +3,5 | -9 | -27 |
| K59L2574FF | +5 | +5 | -9 | -27 |
| K59L2575FF | +5 | +5 | -9 | -27 |
| K59L2580FF | +5 | +5 | -12 | -32 |
| K59L2581FF | +3,5 | +3,5 | -9 | -27 |
| K59L2582FF | +5 | +5 | -10 | -30 |
| K59L2583FF | +3,5 | +3,5 | -9 | -27 |
| K59L2589FF | +5 | +5 | -9 | -27 |
| K59L2592FF | +5 | +5 | -9 | -27 |
| K59L2595FF | +3,5 | +3,5 | -10 | -30 |
| K59L2596FF | +3,5 | +3,5 | -10 | -30 |
| K59L2597FF | +3,5 | +3,5 | -12 | -32 |
| K59L2598FF | +5 | +5 | -10 | -30 |
| K59L2599FF | +5 | +5 | -10 | -30 |
| K59L2609FF | +5 | +5 | -10 | -30 |
| K59L2615FF | +5 | +5 | -11 | -30 |
| K59L2616FF | +5 | +5 | -9 | -27 |
| K59L2620FF | +5 | +5 | -9 | -27 |
| K59L2625FF | +3,5 | +3,5 | -11 | -30 |
| K59L2642FF | +5 | +5 | -9 | -27 |
| K59L2643FF | +5 | +5 | -10 | -30 |
| K59L2645FF | +5 | +5 | -10 | -30 |
| K59L2648FF | +5 | +5 | -12 | -32 |
| K59L2649FF | +3,5 | +3,5 | -10 | -30 |
| K59L2650FF | +5 | +5 | -12 | -32 |
| K59L2658FF | +5 | +5 | -9 | -27 |
| K59L2659FF | +5 | +5 | -10 | -30 |
| K59L2660FF | +5 | +5 | -10 | -30 |
| K59L2666FF | +3,5 | +3,5 | -14 | -34 |
| K59L2667FF | +5 | +5 | -3,5 | -24 |
| K59L2668FF | +5 | +5 | -10 | -30 |
| K59L2672FF | +5 | +5 | -9 | -27 |
| K59L2673FF | +5 | +5 | -10 | -30 |
| K59L2674FF | +5 | +5 | -10 | -30 |
| K59L2675FF | +5 | +5 | -12 | -32 |
| K59L2676FF | +5 | +5 | -3,5 | -24 |
| K59L2678FF | +5 | +5 | -10 | -30 |
| K59L2679FF | +5 | +5 | -12 | -32 |
| K59L4063 | +4 | +4 | -13 | -30 |
| K59L6037FF | +4,5 | +4,5 | -12 | -22 |
| K59L6052FF | +4 | +4 | -12 | -25 |
| K59L—-FF | +5 | +5 | -10 | -30 |
| K59P1733 | +4 | +4 | -5 | -15 |
| K59P1734 | +6 | +6 | -11 | -22 |
| K59P1754 | +7 | +7 | -4 | -18 |
| K59P1771 | +3 | +3 | -16 | -30 |
Наиболее распространенная полноценная замена приборов Ranco – терморегуляторы ТАМ133-1М завода Орлекс (Россия, г. Орел).
Холодильники Electrolux
Ответы на частозадаваемые вопросы
Регулировка терморегулятора Ranco K-59
В настоящее время в производственной программе фирмы Electrolux осталось не так много холодильников, имеющих механическую систему управления, построенную на основе терморегуляторов. Однако парк уже находящихся в эксплуатации подобных холодильников до сих пор очень велик. И мы получаем много вопросов по поводу возможности регулировки используемых в них терморегуляторов марки Ranco K-59. Данная статья написана для удовлетворения спроса на указанную информацию.
Современный механический терморегулятор (в частности, Ranco K-59) представляет собой относительно точный прибор, предполагающий однократную настройку характеристик непосредственно во время изготовления. Предполагается, что благодаря использованию качественных материалов и удачной конструкции терморегулятора, заводской регулировки хватит на весь срок его службы. Т.е. никакой «самовольной разрегулировки» механизма не произойдет.
Практические наблюдения полностью подтверждают гипотезу об отсутствии необходимости каких бы то ни было регулировочных работ с Ranco K-59 в процессе эксплуатации. В подавляющем большинстве случаев, если отмечается «уход» температурных характеристик прибора, то он связан с частичной потерей (т.е. утечкой) рабочего газа в системе «Сильфон – капиллярная трубка», а не с разрегулировкой механизма термостата.
Однако, если специалист по ремонту бытовых холодильников по какой-то причине решил произвести именно регулировку терморегулятора Ranco K-59, а не его замену на новый, то он может воспользоваться материалом, приведенным на этой странице.
В терморегуляторе Ranco K-59 имеется три регулировочных винта, изменяющих температурные характеристики прибора. Два из этих винтов расположены на стороне прибора, противоположной электрическим контактам (см. фото 1).

фото 1 — первые два регулировочных винта
При помощи этих винтов можно в некоторых пределах изменять температуру размыкания рабочих контактов термостата (рабочими контактами являются контакты номер 3 и 4). При вращении винта №1 по часовой стрелке или/и винта №2 против часовой стрелке, температура размыкания рабочих контактов будет увеличиваться (соответственно, вращение в противоположную сторону будет понижать температуру, при которой произойдет размыкание). При этом винт №1 обеспечивает «грубую» регулировку температуры размыкания, а винт №2 – «плавную». Следует также учитывать, что винты не имеют на своих резьбовых концах ограничителей и при чрезмерном числе оборотов против часовой стрелки возможно выпадение винтов из резьбовых втулок механизма термостата.
Третий регулировочный винт Ranco K-59 находится под белой пластиковой крышкой, расположенной на блоке электрических контактов. Для доступа к винту необходимо снять эту крышку с блока контактов (см. фото 2 и 3).
Данный винт позволяет регулировать температуру, при которой происходит замыкание рабочих контактов терморегулятора. При вращении винта по часовой стрелке происходит понижение температуры замыкания контактов. Справедливо и обратное: при вращении против часовой стрелки, температура замыкания будет повышаться.
При проведении регулировочных работ следует учитывать, что терморегуляторы Ranco K-59 относятся к классу приборов с регулируемой зоной нечувствительности. Т.е. Ranco K-59 имеют независимую от уставки температуру замыкания рабочих контактов. От уставки (т.е. от положения ручки регулировки режима работы терморегулятора, выведенной на панель управления холодильника) зависит только температура размыкания рабочих контактов. Поэтому, при проведении регулировки при помощи винтов №1 и №2 (см. фото 1), надо учитывать текущую уставку прибора.
Дополнительную информацию о терморегуляторе Ranco K-59 (включая температурные характеристики различных вариантов этого прибора) можно получить на этой странице.
Отечественным аналогом терморегулятора Ranco K-59 является серия ТАМ133-1М. Ознакомиться с информацией о приборах серии ТАМ133-1М и их температурными характеристиками можно на сайте TAM133.ru





