Как научиться варить инвертором самостоятельно: все детали и видео правильной сварки
Сварка – не так сложно, как может показаться на первый взгляд. Если выучить азы сварочного дела, то процесс обучения не займёт много времени, и уже через пару дней начинающий сварщик справится с изготовлением забора из профлиста или сваркой простейших металлоконструкций. Все азы – в нашем свежем материале.
Если забить в поисковике фразу «Как варить сваркой правильно штучными электродами» или «Научиться варить», то появится несколько десятков статей и видео, где рассказывается и показывается, как сваривать металл самостоятельно инвертором. FORUMHOUSE обобщил материал. Выбрал самые полезные советы и расскажет новичкам, как освоить инверторную электросварку за несколько дней.
- Теория для начинающих сварщиков
- Видео, плюсы инвертора
- Что нужно использовать, чтобы начать работать с инвертором
- Видео, о преимуществах сварочной маски «хамелеон»
- Основные виды и типы марок электродов
- Какую выбрать и применить полярность
- Как подобрать диаметр электрода
- Два основных способа розжига электродов
- Как правильно вести электрод и, под каким углом его держать
- Видео, как пользоваться сварочным инвертором
- Практика сварки для начинающих
- Памятка новичка по сварке, какие требуются приспособления
Теория сварочных работ
Начинающий сварщик задумывается, какой сварочный инвертор купить, и какие нужны приспособления для сваривания металла электродами. Если отбросить профессиональное использование сварки, покупайте сварочный инвертор, а не трансформатор или полуавтомат.

Плюсы инверторного сварочного аппарата, по сравнению с полуавтоматом и трансформатором:
- Небольшой вес и габариты, в среднем инвертор весит 3-5 кг.
- Простота использования для новичков.
- Позволяет быстро освоить сварочное дело.
О достоинствах инверторов можно рассказывать бесконечно, но лучше один раз увидеть, чтобы понять, какие плюсы есть у этого вида сварочного оборудования.
Теперь расскажем, что за процесс идёт во время сварки металла и как оценивать результат. Есть две металлических заготовки разных размеров. К металлу через электрод и массу подводится постоянное напряжение от сварочного инвертора. Чтобы возникла электрическая дуга, необходимы два токопроводящих элемента с плюсом и минусом. При касании металла электродом, которые имеют разную полярность, зажигается электрическая дуга с выделением высокой температуры. Металл начинает плавиться и, одновременно, при движении, плавится металлический стержень электрода с особым покрытием – обмазкой.

Также при сварке образуется защитный шлаковый слой сварочной ванны, который, затем, отбивается специальным молотком сварщика.

После окончания сварки деталей, металл остывает, кристаллизуется и образуется прочное сварное соединение.

Что нужно купить, чтобы приступить к сварке
На этот вопрос отвечает статья – Инструменты и принадлежности для ручной дуговой сварки: базовый набор. Если кратко, то вам потребуются для начала сварки инвертором в домашних условиях:
- Электроды.
- Маска сварщика.
- Краги или защитные перчатки.
- Защитная курка, штаны и закрытая обувь.
- Молоток сварщика и щетка для удаления шлака.

О выборе маски для сварки металла специалист рассказывает в этом видео.
Её неоценимый плюс, по сравнению с обычным защитным щитком с затемнённым стеклом, – сварщик видит свариваемые детали. Ему не нужно поднимать и опускать маску, т.к. «хамелеон» автоматически затемняется при появлении сварочной дуги и надёжно защищает глаза.

При прекращении сварочного процесса стекло автоматически просветляется. Это упрощает работу. Новичок в сварке не нахватается т.н. «зайчиков» от яркой вспышки дуги, если не вовремя опустит маску с обычным стеклом.
Какие бывают виды и типы электродов по маркам
Если зайти в любой специализированный магазин по продаже сварочного оборудования и посмотреть на ассортимент, то глаза просто разбегаются от предложений разных типов электродов. Что купить?

Выбирая электроды для сварки, обратите внимание на состав сердечника. Металл стержня должен быть идентичен свариваемому металлу. Есть электроды следующих видов. Для сварки:
- Углеродистой и легированной стали
- Для сваривания нержавейки и цветных металлов.
Упростим выбор. В быту чаще всего сваривают обычный «черный» металл – профильные и круглые трубы, уголки, полосы, арматуру, швеллеры, двутавровые балки, трубы водопровода и т.д.

Также обратите внимание на обмазку электродов. Есть четыре типа покрытий – основной, рутиловый, кислый и целлюлозный. Оставим за рамками данной статьи кислое и целлюлозное покрытие электродов. Для домашних работ сварщику достаточно электродов с рутиловым покрытием (марки МР-3 и ОК 63) и основным покрытием (марка УОНИ 13/55).
Плюсы электродов с основным покрытием:
- Подходят для сварки ответственных конструкций с высокими требованиями к качеству шва.
- Шов пластичен и ударостоек.
Недостаток электродов с основным покрытием:
- Повышенные требования к чистоте поверхности свариваемого металла и обработке кромок деталей.
- Для начинающих сварщиков более сложен повторный поджиг электрода.
Плюсы электродов с рутиловым покрытием:
- Металл меньше разбрызгивается.
- Легкий повторный поджиг электрода.
- Стабильность дуги во всех пространственных положениях.
Какую выбрать полярность при сварке металла электродами
Инвертор для ручной дуговой сварки выдает постоянный ток. Если посмотреть на переднюю панель аппарата, то вы увидите, что на ней находятся два разъёма для подключения сварочных кабелей с метками + и -.

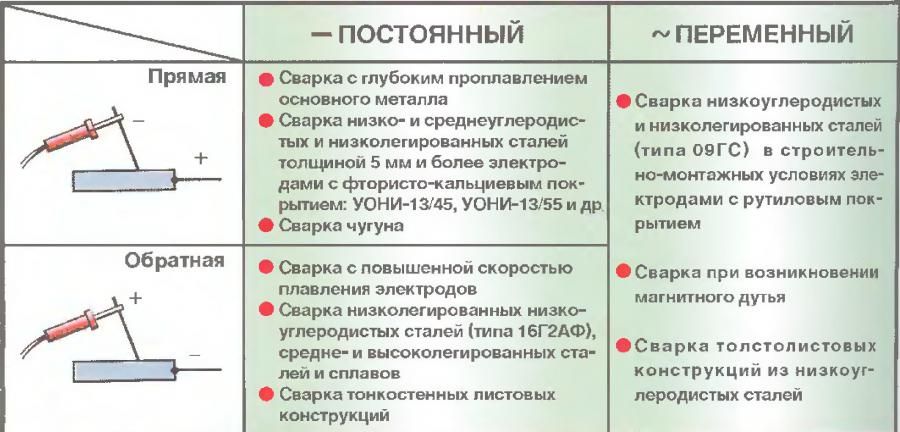
Прямая полярность: к плюсу аппарата подключается «прищепка», а к минусу держак.
Обратная полярность: к плюсу аппарата подключается держатель электрода, а к минусу зажим «прищепка» — масса.

Какую полярность выбрать? Об этот вопрос сломано немало копий. Если открыть учебные материалы по сварочному делу и спросить в интернете, часто можно услышать мнение, что на «прямой полярности» свариваемый металл лучше прогревается и проплавляется.
При сварке, на контакте с плюсом, выделяется больше тепла, поэтому на обратной полярности, держак подключён к плюсу, провар всегда глубже. В результате, на обратной полярности лучше сваривать металл с толстыми стенками. Это — профильная труба, пластины, уголок с толщиной 4-5 мм. И наоборот, на прямой полярности надо сваривать тонкий металл, толщиной не более 1.5-2 мм, чтобы избежать проплавления стенок и появления дырок.

Убедится в правдивости этого высказывания вы можете на практике. Возьмите сварочный инвертор, установите сварочный ток на 100 А. Подключите к разъёмам аппарата держатель электрода и массу и разрежьте металл, — пластину толщиной 4-5 мм, уголок или арматуру сначала на прямой, а потом на обратной полярности, не меняя силу тока и электрод диаметром 3 мм. Вы увидите, что на обратной полярности резка металла идёт быстрее.
Как подобрать диаметр электрода для сварки металла разной толщины
Запомните простое правило: диаметр электрода зависит от толщины свариваемого металла. Металл с толщиной меньше 1 мм обычно варят полуавтоматом или аргонодуговой сваркой, а не электродами. Для ориентира, ниже таблица: «Соотношение толщины стали к диаметру электрода».


Совет начинающим сварщикам: рассчитать силу тока можно так: на каждый 1 мм диаметра электрода нужно примерно 30 А силы тока. Т.е. для электрода «тройки» выставляйте ток около 90-100 А.
Как разжечь электрод
Существует два способа. Вариант один: разжечь электрод – впритык (касанием). Вариант два: чирканьем. Способы понятны из фото ниже.

Второй способ похож на разжигание спички об спичечный коробок. Первый способ иногда заменяют легким постукиванием об заготовку. Когда электрод новый и на кончике виден металл стержня, зажигание дуги происходит легко.
Если электрод был в работе, то вокруг стержня может появится наплыв из обмазки. Защитное покрытие электрода не проводит электрический ток. Поэтому его нужно отбить, несколько раз постучав кончиком электрода по свариваемой детали. Легкий розжиг электрода нарабатывается навыком, доведённым до автоматизма.
Как вести электрод и правильный угол наклона электрода
После розжига дуги контролируйте сварочную ванну. Удерживайте электрод на расстоянии 2-3 мм от поверхности свариваемых заготовок. Вы должны видеть и отделять сварочную ванну от шлака.
Электрод держите под углом от 30° до 60°, одновременно сохраняя оптимальное расстояние, т.к. стержень плавиться. Контролируйте его положение и состояние сварочной ванны. Ускоряйте или замедляйте движение руки в зависимости от различных условий и случаев.

Угол наклона электрода сварщик выбирает в зависимости от пространственного положения, сварного шва и выставленного тока. Чем быстрей вы ведёте электрод, тем меньше нагрев металла и величина провара. Если вести электрод медленно, то можно перегреть металл и прожечь дыру в изделии.
Тренироваться самостоятельно новичку сначала нужно на толстом листе металла. Задача: научиться разжигать сварочную дугу и вести электрод по горизонтальной поверхности, чтобы получился качественный шов.

После этого можно приступать к сварке в других пространственных положениях. Хорошим подспорьем для новичков станет видео – Сварка для «чайников» от FORUMHOUSE, в котором технический специалист Денис Замыслов расскажет об азах сварочного мастерства и выборе инверторного аппарата.
Секреты и техника сварки инвертором для начинающих
В этой части мы ответим на самые распространённые вопросы начинающих сварщиков.

Я делаю забор из профлиста. Хочу приварить к столбам уголки. Раньше никогда сваркой не занимался. Опыта нет. Посоветуйте с чего мне начать, чтобы сделать надёжно, и как правильно варить сварочным инвертором?
Советы от участника FORUMHOUSE с ником vodovoz:
- Для сварки возьмите обычный бытовой сварочный инвертор.
- Оптимальный диаметр электрода – 2.5 мм, «трешка» требует большего тока.
- Разожгите электрод. Для этого чиркните им по ровной металлической поверхности.
- Сварочный шов ведите восьмерками. Начиная снизу-вверх с шагом не более 1 мм.
- Не варите изделие сразу от начала и до конца. Сделайте пару прихваток, чтобы металл не повело из-за нагрева разных сторон.
- Если после сварки и отбивки шлака остались пустоты, проварите эти места еще раз.
- Отбейте шлак. Береги глаза! Одевайте защитный очки или делайте это в сварочной маске хамелеоне.


Самый ходовой электрод в быту – «тройка». Стандартные инверторы тянут «четверку», а больше вам и не надо. Менять и подбирать силу тока можно в процессе сварки, подбирая оптимальный режим. Выставите слишком много – прожжёте дырку, слишком мало – электрод прилипнет.
В копилку знаний:
- Сварочные швы бывают горизонтальные, вертикальные и потолочные.
- Самый простой для новичков – горизонтальный.
- Качественный вертикальный шов сделать особенно сложнее из-за некомфортных условий работы.
Задача сварщика – «слепить» друг с другом две кромки свариваемого металла и наплавить сверху шва, расплавленный металл из стержня электрода.
Чтобы приварить стальной уголок к металлическому столбу, лучше использовать струбцины или магнитные угольники. Если попросить друга помощи подержать заготовку, то он может нахвататься «зайчиков» и получить ожог из-за брызг расплавленного металла.


А как точно определить оптимальный сварочный ток?

Возьмите металлическую заготовку. Выставите ток побольше и варите. Если прожигаете металл, уменьшайте ток. Найдите ту силу тока, при которой вам будет комфортно варить без прожига металла. Опыт нарабатывается практикой. Потренируйтесь на ржавых кусках металла, набейте руку. После нескольких электродов, сожжённых на прихватках по ржавчине, потом, на хорошем металле, дело пойдет быстрее.


Мой совет: тщательно зачищайте свариваемые детали и стыки от ржавчины и краски до чистого металла.
Хороший совет. Ещё можно научится варить красивые швы на вертикале. После выполнения такой тренировки, горизонтальный шов становится идеальным.
Выводы
Задача первоначального обучения выполнена. Мы рассказали о базовых основах и технологиях сварочного дела инвертором для домашних мастеров. Повторим, возможность сделать красивые, ровные и качественные швы есть у каждого. Они получаются только при регулярной практике и сожжённых нескольких кг электродов.

Советы начинающим сварщикам:
- Перед сваркой не забывайте о применении средств защиты. Очень важно! Не варите без маски, краг и специальной одежды – сварочного костюма, материал которого не прожжёт искрами и брызгами раскалённого металла, иначе вы можете повредить глаза или получить ожёг открытых участков тела.
- Электроды храните в сухом месте. Не варите отсыревшими электродами или электродами с отбитой обмазкой. Высушить электроды можно в электрической печи или в бытовой духовке.
- Чем больше вы тренируетесь и используете металла и электродов, тем качественнее получаются сварные швы. Начав со сварки забора из профнастила, со временем, вы перейдете к более сложным работам. Сварке арок, теплиц, откатных и распашных ворот, калиток, козырьков над домом, самодельных инструментов и приспособлений, которые применяются в домашней мастерской.
- Особенно сварка пригодится при строительстве дома, если предполагается работа с металлоконструкциями и используются трубопрофиль, арматура, уголок, швеллер и т.д.
Узнать больше о правильной сварке инвертором вы можете в теме Обучение работе со сварочным аппаратом.
- Сварочные работы. Секреты мастерства: как выбрать сварочный аппарат, на каком токе варить разные металлы.
- 4 сварочных лайфхака для «чайников»: как сделать пенал для хранения электродов, как срастить сварочные кабели и выбрать оптимальную длину для выполнения разных работ.
В видео – Делаем зеркало в стиле стимпанк: как варить рамку электросваркой для зеркала, как работать с металлом, полезные приспособления для мастерской.
Как быстро научиться варить сварочным инвертором
Вы купили сварочный аппарат и желаете освоить сварку инвертором для начинающих.
Трудностей бояться не стоит! Инверторный аппарат прост в обращении, любой человек без опыта и знаний сможет в короткие сроки овладеть процессом сварки.
Оборудование, экипировка, техника безопасности
Техника безопасности . Сварочное производство связано с электрическим напряжением, в простонародье — ток. Ток невидим, но способен поразить человека до летального исхода.
Проверяем сварочные кабеля на исправность и подсоединяем к инверторному оборудованию. Обратный кабель с прищепкой на металл к минусовому разъему. Кабель с электрододержателем к разъему +. Электрод вставляем в электрододержатель.

При подключении аппарата к сети визуально оцениваем токонесущие кабеля на исправность. Убедились в исправности кабелей, включаем вилку в розетку и тумблер на приборе, предварительно установив регулятор тока в наименьшее значение. Если вентилятор охлаждения заработал ровно, без треска и шума, значит все хорошо.
Вес металла. При соединении тяжелых конструкций, соблюдайте меры предосторожности. Многотонные изделия при обрушении могут привести к летальному исходу или инвалидности.
Экипировка . Сварочное производство связано с высокой температурой. Сварщик должен иметь:
- холщовые рукавицы (краги);
- робу (специальный костюм);
- маску со светофильтром;
- респиратор для работы в замкнутых пространствах;
- ботинки на резиновой подошве.
Краги применяются при сварке на высотах, когда руки поднимаются вверх, а рукавицы в остальных случаях.
- сварочный аппарат;
- молоток;
- щетка;
- электроды.
Электроды подбираются под металл (углеродность, добавки) и по диаметру, от толщины металла и технических характеристик инвертора.
Основы сварки инвертором
Для начинающих, опытные сварщики советуют кабель держака приложить к телу, прижать локтем руки и обернуть его вдоль предплечья (от локтя до кисти), взять держак в руку. Так плечевой сустав будет тянуть кабель, а рука с кистью останутся свободными.
Способ поможет с легкостью манипулировать рукой.

Если держак взять просто в руку без обмотки предплечья кабелем, то в процессе сварки рука устанет и кистевые движения приведут кабель в болтающие движения. Что отразится на качестве сварного соединения.
Как варить инверторной сваркой правильно ? Устанавливаем на аппарате сварочный ток согласно диаметру электрода, типу соединения и положению сварки. Инструкция по настройке имеется на аппарате и пачке электродов. Принимаем устойчивую стойку, локоть отводим от тела (прижимать нельзя), одеваем маску и начинаем процесс.
Сварку инвертором для начинающих лучше начинать с металлических заготовок более 20 см.

Известно, что новичок, одевая маску и зажигая дугу перестает дышать, пытаясь на одном дыхании проварить всю длину заготовки. При коротких изделиях, появится привычка варить на одном дыхании. Поэтому, тренируйтесь на длинных заготовках, учась правильно дышать при сварке.
Заготовки (пластины) на рабочем столе можно положить в горизонтальной плоскости — вертикально к себе или горизонтально, без разницы.
Зажатый в держателе электрод вначале сварки ставите под углом 90 градусов (перпендикулярно) и отводите в сторону шва на 30-45 градусов. Зажигаете дугу и начинаете движение.
- Если сварка выполняется углом назад, то наклон 30-45 градусов идет в сторону шва.
- Если соединение происходит углом вперед, то наклон электрода от шва.

Расстояние между свариваемой поверхностью и электродом 2-3 мм, представьте, что вы ведете карандаш по листу бумаги.
Учтите, при сварке электрод сгорая уменьшается — постепенно приближайте плавящийся стержень к поверхности на расстояние 2-3 мм и удерживайте угол наклона 30-45 градусов.
Смотрите полезное видео, как научиться варить электросваркой для начинающих:
Как новичку научиться варить сварочным инвертором?
Сначала учимся зажигать и держать дугу. Чувствуйте грань, когда приближать электрод при сгорании к свариваемой поверхности, чтобы дуга не прерывалась.
Зажигают электрод двумя способами:
- постукиванием;
- чирканьем.

Новый электрод зажигается легко. У работающего стержня появляется шлаковая пленка, препятствующая поджигу. Нужно просто подольше постучать для разбития пленки.
- На инверторных аппаратах для облегчения зажигания дуги встроена функция Hot Start.
- Если новичок быстро приближает электрод к поверхности, включается функция Arc Force (форсаж дуги, антизалипание), увеличивает сварочный ток, предотвращая залипание электрода.
- При залипании плавящегося стержня, функция Anti Stick отключает ток, предотвращая перегрев инвертора.
Видео: что такое форсаж дуги на сварочном инверторе и как его применить.
Новичку лучше сначала учиться на ниточном шве, электрод ведется ровно, без колебательных движений.
После освоения ниточной технологии, переходите к свариванию металла с колебательными движениями. Которые применяются при толстом металле для прогрева, задерживая электрод в определенной точке с помощью движений — елочкой, зигзагами, спиралью или своим методом.

В начале соединения проводим слева-направо несколько движений образуя сварочную ванну и пошли вдоль шва делая колебательные движения. Угол наклона электрода 30-45 градусов. После прохода отбиваем шлак молотком и зачищаем щеткой. Берегите глаза, одевайте очки.
Совет: в конце сварочного шва, делаете колебательные движения в стороны и убираете электрод в сторону наплавленного металла. Эта хитрость придаст сварному соединению красоту (избавит от кратера).
Видео: как варить угловое соединение, встык и внахлест.
- однопроходные (одним проходом восполняется толщина металла);
- многопроходные.
Однопроходной шов выполняется на металлах до 3 мм. Многопроходные швы накладываются при больших толщинах металла.
Сварщики проверяют качество шва молотком — наносят удар рядом со швом. Если шов гладкий, без неровностей, то после удара шлак слетает полностью, ему не за что зацепится. Важно подбирать правильный температурный режим: перегретый шов (каленый) сломается, недогретый — риск непровара.
Ток подбирают исходя от диаметра электрода, в теории 30 А на 1 мм диаметра электрода.
Прямая и обратная полярность при сварке инвертором
Рассмотрим полярность при сварке инвертором. При соединении на постоянном токе, движение электронов постоянное, что уменьшает разбрызгивание расплавленного металла. Шов получается качественным и аккуратным.
На аппарате имеется выбор полярности. Что такое полярность — это направление движения электронов в зависимости от подключения кабелей к разъемам оборудования.

- Обратная полярность при сварке инвертором — минус на заготовке, плюс на электроде. Ток течет от минуса к плюсу (от заготовки на электрод). Электрод нагревается сильнее. Применяется для сварки тонких металлов, уменьшен риск прожога.
- Прямая полярность — минус на электроде, плюс на заготовке. Ток движется от электрода к заготовке. Металл греется больше электрода. Применяется для сварки толстых металлов от 3 мм и резке инвертором.
На пачке с электродами указывается полярность, эта инструкция поможет правильно подсоединить провода к оборудованию.
Сварка тонкого металла инвертором
Суть соединения тонких пластин сводится к подбору электродов малого диаметра и настройке сварочного тока. Например, для металла толщиной 0,8 мм берут электроды диаметром 1,8 мм. Ток на инверторе выставляют в 35 А.
Технология происходит прерывистыми движениями. Посмотрите видеоролик, где подробно показывается соединение тонких пластин.
Как резать металл сварочным инвертором
Чтобы правильно прожечь отверстие в трубе, на аппарате выставляем ток 140 А для электрода в 2,5 мм. Зажигаем электрод, ставя его на одном месте для прогрева металла и вдавливаем. Передвигаем электрод на новое место, прогреваем и вдавливаем. Постепенно, прорезаем в трубе отверстие.

Пластину при резке лучше ставить вертикально, чтобы расплавленные сопли стекали вниз. Если резать в горизонтальном положении, то снизу реза застынут сосульки. Вот и все хитрости!
Новичков терзает вопрос, какая полярность проводов при резке инвертором лучше?
- При резке электросваркой — прямая полярность предпочтительней. Зона расплавления узкая, но глубокая.
- При обратной полярности — зона расплавления широкая, но неглубокая.
Резать электросваркой не рекомендуется (происходит выплавление металла из зоны реза). Лучше взять болгарку и отрезать нужный кусок.
Прямая и обратная полярность при сварке
В литературе по методам сварки и инструкциях к сварочным аппаратам нередко встречаются выражения “прямая и обратная полярность”. От выбора полярности зависит процесс сварки, качество шва, расход электрода, глубина проплавления. Начинающим сварщикам важно знать, что означает прямая и обратная полярность, чтобы правильно подбирать режимы сварки в конкретных ситуациях.
В этой статье:
- Дуговая сварка — режимы полярности
- Отличия режимов сварки
- Влияние полярности на сварку
- Сварка полуавтоматом
- Сварка инвертором
- Электрододержатель
- Сварочные электроды
- Выбор инвертора и его эксплуатация
Дуговая сварка — режимы полярности
Для горения электрической дуги, которой осуществляется сварка, требуется источник тока и замыкание полюсов с небольшим воздушным зазором 3-5 мм. Источником тока может быть сварочный инвертор, преобразователь, выпрямитель, генератор. Понятие полярности возможно только у источников постоянного тока, поскольку у трансформаторов, вырабатывающих переменный ток, направление движения электронов меняется до 100 раз в секунду.
Соответственно, заряд тоже меняется с положительного на отрицательный многократно за секунды. При такой “скачке” с хаотичным движением, постоянной полярности быть не может. На постоянном токе отрицательно заряженные электроны движутся от минуса к плюсу. Их направление постоянное, что дает определенные свойства:
У сварочного аппарата постоянного тока есть два гнезда для подключения кабелей держателя и массы. В держатель вставляется электрод и сварщик манипулирует им, ведя шов. Кабель массы через зажим “крокодил” крепится к изделию.
Если держатель установить в разъем “-“, а кабель массы подключить к “+”, получится прямая полярность. При подключении наоборот (держатель к “+”, а массу к “-“) полярность будет обратная.

Отличия режимов сварки
Рассмотрим, чем отличается прямая и обратная полярность при сварке. По законам физики постоянный ток течет в одном направлении от минуса к плюсу (движение электронов с отрицательным зарядом). При этом тепло всегда концентрируется на плюсе. Соответственно, где “+”, там температура будет выше.
При сварке на прямой полярности “+” на изделии. Это обеспечивает больший нагрев поверхности и, в то же время, не перегревает электрод. На его кончике пятно тепла будет анодным. Работа дугой с обратной полярностью означает “плюс” на кончике электрода и образование катодного теплового пятна. За счет этого расходник нагревается больше, а изделие меньше. Разница в температуре составляет около 1000º С.
Влияние полярности на сварку
Теперь обсудим, как полярность, а именно локализация нагрева, сказываются на процессе сварки.
Достоинства и недостатки прямой полярности
Концентрация теплового пучка на изделии дает следующие результаты:
Достоинства и недостатки обратной полярности
Использование обратной полярности дает следующие особенности при сварке:
Обратную полярность лучше использовать при сварке тонких металлов, чтобы электрод не прилипал, но при этом не было прожогов. В случае ведения прерывистой дугой коротких швов тепловложение уменьшается еще больше.
Соединение толстых заготовок 6-10 мм происходит гораздо хуже, поскольку нет нужной глубины проплавления. При “минусе” на держателе легче добиться качественного шва на нержавейке, алюминии, высокоуглеродистой стали или чугуне. Если требуется наплавить присадочный металл под последующую проточку, то на обратной полярности отделение капли происходит гораздо быстрее.
Источник видео: Территория сварки R
Но кончик электрода от повышенного нагрева укорачивается тоже быстро, поэтому будет перерасход по материалам. Если обмазка электрода чувствительна к перегреву, то от удержания длительной непрерывной дуги покрытие может осыпаться, и голый стержень станет не пригодным для сварки. При снижении силы тока до минимального, дуга начинает “скакать” и управлять сварочной ванной становится сложнее, поэтому при сварке тонколистовой стали пригодятся дополнительные функции в инверторе, о которых упомянем ниже.
Сварка полуавтоматом

При сварке полуавтоматом тоже меняют полярность в зависимости от толщины металла и видах свариваемых материалов. Чаще всего изначально установлено прямое подключение с “минусом” на горелке. Это необходимо для сварки омедненной или нержавеющей проволокой. Поскольку ее сечение маленькое (0.6-1.2 мм), тепло требуется концентрировать на изделии, иначе расходник будет быстро гореть, разбрызгивая металл во все стороны.
Если предстоит варить самозащитной порошковой проволокой без газа, то потребуется обратная полярность. В отличие от инвертора, у которого достаточно поменять местами разъемы кабеля держателя и массы, у полуавтомата горелка крепится к рукаву. В нем проложен канал для проволоки, силовой провод, шланг подачи защитного газа и провода управления. Просто в разъем с массой горелку не вставить — не подойдет по форме.
Для смены полярности полуавтомата есть несколько способов, в зависимости от конфигурации оборудования. У одних моделей нужно поменять местами разъемы в нижней части (силовой кабель горелки имеет отдельный выход с гнездом, как у массы). У других — открыть боковую крышку и переподключить кабеля к клеммам (обычно они разных цветов). Потребуется рожковый ключ.
Сварка инвертором

Сварка инвертором ММА проводится на прямой полярности “классическим” способом, поскольку режим применяется для соединения толстостенных заготовок 4 мм и выше:
Сварка ведется неотрывной дугой с зазором 3-5 мм. Чем быстрее проводить электрод над одним местом стыка, тем меньше глубина проплавления. При замедлении глубина провара увеличивается. Если предстоит подряд сваривать стыки с разной толщиной сторон, можно выставить силу тока на аппарате для самого большого сечения в конструкции, а глубину провара регулировать скоростью ведения электрода. Только дугу при этом всегда держат на более толстом металле, кратковременно перенося на тонкий, чтобы избежать прожогов.
Сварка на обратной полярности чаще всего применяется для соединения тонких листовых материалов сечением 1-3 мм. Но даже концентрирование теплового пучка на кончике электрода не всегда спасает от прожогов. Чтобы предупредить дефекты шва, используют прерывистую дугу. Ее поджигают касанием об изделие и накладывают короткие швы без отступов. Отрыв кончика электрода от изделия на высоту 2 см приводит к затуханию дуги. Затем кончик снова подносят и он загорается без постукивания. Такие паузы дают дополнительное время для остывания шва и исключают прожоги.
Электрододержатель

При работе инвертором с прямым подключением на высоких токах 200-300 А держатель может сильно перегреваться. Такое происходит и при силе тока 140 А, если установлена обратная полярность. Ведь на электроде возрастает нагрев до 1000 градусов. Чтобы не испытывать дискомфорт в руке, важно выбирать держак инвертора с хорошей изоляцией рукоятки. Тогда получится дольше варить без вынужденных перерывов на остывание.
Сварочные электроды

Если Вы новичок и не знаете, на какой полярности будете варить (а может предстоит работать с тонкими и толстыми металлами сразу), выбирайте универсальные электроды. Они рассчитаны на переменный и постоянный ток любой полярности. Среди проверенных универсальных электродов — Lincoln Electric Omnia 46, СпецЭлектрод АНО-21, ESAB ОЗС-12. Для работы с обратной полярностью есть узкоспециализированные электроды ESAB ОК 46.00.
Выбор инвертора и его эксплуатация
Чтобы быстро переключать полярность при работе с тонкими и толстыми металлами, у инвертора должны быть надежные разъемы силовых кабелей. Хлипкие тонкие штырьки в разъеме и невысокий бортик для фиксации быстро износятся от частых перестановок. Тогда возникнет люфт, в гнездах кабеля будут болтаться, образуется повышенное сопротивление и перегрев. Сила сварочного тока будет падать, а между разъемом и гнездом даже возможно образование электрической дуги.
Подбирайте надежные инверторы ММА с прочными гнездами, чтобы при смене полярности ничего не изнашивалось и не болталось. Если у Вас уже есть инвертор и его разъемы изношены, их можно заменить на более крепкие, выбрав из каталога соединительных кабельных разъемов.
Сварка тонкого металла 1.0-1.5 мм покрытым электродом — это сложная задача для новичка. Справиться с ней без прожогов помогут инверторы РДС с функцией “Антиприлипание”. Когда кончик электрода погружается в сварочную ванну, аппарат “чувствует” это и выключает сварочный ток. В результате нет удерживающей силы, Вам не требуется наклонять держатель влево-вправо, чтобы оторвать электрод от поверхности. Обмазка расходника не осыпается при этом.
Функция “Форсаж дуги” тоже помогает при сварке тонкого металла на обратной полярности. Когда электрод вот-вот прилипнет, инвертор автоматически повышает силу тока на 10 А, сохраняя электрическую дугу. Как только Вы восстановили воздушный зазор, аппарат сам понижает силу тока до прежнего значения, исключая прожоги.
Ответы на вопросы: особенности прямой и обратной полярности при сварке
Прямая и обратная полярность
Сварку металлов постоянным током можно проводить двумя режимами: с прямой полярностью и обратной. Прямая полярность при сварке – это когда к электроду подключается минус, к металлической заготовке плюс. При сварке током обратной полярности все наоборот, то есть, к стержню подключается плюс, к изделию минус.

Зачем все это нужно
При сварке постоянным током на кончике электрода образуется термическое пятно, которое обладает высокой температурой. В зависимости от того, какой полюс подключен к электроду, будет зависеть и температура на его кончике, а соответственно будет зависеть режим сварочного процесса. К примеру, если подключен к расходнику плюс, то на его конце образуется анодное пятно, температура которого равна 3900С. Если минус, то получается катодное пятно с температурой 3200С. Разница существенная.
- При сварке током прямой полярности основная температурная нагрузка ложится на металлическую заготовку. То есть, она разогревается сильнее, что позволяет углубить корень сварочного шва.
- При сварке током обратной полярности концентрация температуры происходит на кончике электрода. То есть, основной металл при этом нагревается меньше. Поэтому этот режим в основном используют при соединении заготовок с небольшой толщиной.
Необходимо добавить, что режим обратной полярности применяют также при стыковке высокоуглеродистых и легированных сталей, нержавейки. То есть, тех видов металлов, которые чувствительны к перегреву.
Внимание! Так как на анодном и катодном пятне температура разная, то от правильного подключения сварочного аппарата будет зависеть расход самого электрода. То есть, обратная полярность при сварке инвертором – это перерасход электродов.
В процессе сварки постоянным током необходимо добиться того, чтобы металл заготовок прогрелся хорошо, практически до состояния расплавленного. То есть, должна образоваться сварочная ванна. Именно прямая и обратная полярность режима сваривания влияет на качественное состояние ванны.
- Если сила тока будут большой, а значит, и температура нагрева также будет высокой, то металл разогреется до такого состояния, что электрическая дуга будут просто его отталкивать. Ни о каком соединении здесь уже говорить не придется.
- Если ток будут, наоборот, слишком мал, то металл не разогреется до необходимого состояния. И это тоже минус.
При прямой полярности внутри ванны будет создана среда, которой легко руководить электродом. Она растекается, поэтому одно движение стержня создает направленность сварного шва. При этом легко контролируется глубина сваривания.
Кстати, скорость движения электрода напрямую влияет на качество конечного результата. Чем скорость выше, тем меньше тепла поступает в зону сварки, тем меньше прогревается основной металл заготовок. Уменьшая скорость, увеличивается температура внутри сварочной ванны. То есть, металл хорошо прогревается. Поэтому опытные сварщики выставляют на инверторе ток больше необходимого. А вот качество сварного шва контролируют именно скоростью перемещения электрода.
Что касается самих электродов, то выбор полярности обусловлен материалом, из которого он изготовлен, или видом обмазки. К примеру, использование обратной полярности при сварке постоянным током, в которой применяется угольный электрод, приводит к быстрому расходу сварных стержней. Потому что при высоких температурах угольный электрод начинает разрушаться. Поэтому этот вид используется только при режиме прямой полярности. Чистый металлический стержень без покрытия, наоборот, хорошо заполняет сварочный шов при обратной полярности.
Глубина и ширина сварочного шва также зависит от используемого режима. Чем выше ток, тем происходит увеличение провара. То есть, увеличивается глубина сварного шва. Все дело в погонной энергии на дуге. По сути, это количество тепловой энергии, проходящей через единицу длины сварочного шва. Но увеличивать ток до бесконечности нельзя, даже в независимости от толщины свариваемых металлических заготовок. Потому что тепловая энергия создает давление на расплавленный металл, что вызывает его вытеснение. Конечный результат такой электросварки при повышенном токе – прожог сварочной ванны. Если говорить о влиянии прямой и обратной полярности при сварке инвертором, то большую глубину проплавки может обеспечить режим обратной полярности.
Некоторые особенности сваривания при прямой полярности
Что такое прямая полярность определено. Указаны некоторые качества сварных швов при проведении процесса соединения в режиме прямой полярности. Но остались некоторые тонкие моменты.
- В сварочную ванну металл от электродов или присадочных материалов переносится большими каплями. Это, во-первых, большой разбрызг металла. Во-вторых, увеличение коэффициента проплавления.
- При таком режиме электрическая дуга нестабильна.
- С одной стороны снижение глубины провара, с противоположной снижение внедрения углерода в массу металла заготовки.
- Правильный нагрев металла.
- Меньший нагрев стержня электрода или присадочной проволоки, что позволяет сварщику использовать токи с более высоким значением.
- При некоторых сварочных материалах наблюдается увеличение коэффициента наплавки. К примеру, при использовании плавящихся электродов в инертных и некоторых активных газах. Или при применении присадочных материалов, которые наносятся под флюсами некоторых типов, например, марки ОСЦ-45.
- Кстати, прямая полярность влияет и на состав материала, оказавшегося в шве между двумя металлическими заготовками. Обычно в металле практически отсутствует углерод, но зато в большом количестве присутствует кремний и марганец.
Особенности сварки током обратной полярности
Сваривание тонких заготовок – процесс с повышенной трудностью, потому что постоянно присутствует опасность появления прожогов. Поэтому их соединяют режимом обратной полярности. Но есть и другие методы, чтобы снизить опасность.
- Снизить потенциал тока, чтобы уменьшить температуру на заготовке.
- Сварку лучше проводить прерывистым швом. К примеру, сделать небольшой участок в начале, затем переместиться в центр, после начать стыковку с противоположной стороны, далее начать варить промежуточные участки. В общем, схему можно менять. Таким способом можно избежать коробления металла, особенно если длина стыка больше 20 см. Чем больше сваренных отрезков, чем короче каждый участок, тем меньше процент коробления металла.
- Очень тонкие металлические заготовки сваривают с периодическим прерыванием электрической дуги. То есть, электрод выдергивается из зоны сварки, затем тут же быстро снова поджигается, и процесс продолжается.
- Если проводится сварка внахлест, то две заготовки должны быть герметично прижиматься друг к другу. Небольшой воздушный зазор приводит к прожогу верхней детали. Для создания плотного прилегания нужно использовать струбцины или любой груз.
- При стыковочном соединении заготовок лучше минимизировать зазор межу деталями, а идеально, чтобы зазора не было бы вообще.
- Для сварки очень тонких заготовок с неровными кромками под стык необходимо уложить материал, который бы хорошо забирал на себя тепло процесса. Обычно для этого используют медную пластину. Можно и стальную. В данном случае, чем больше толщина вспомогательного слоя, тем лучше.
- Можно провести отбортовку кромок свариваемых изделий. Угол отбортовки – 180°.
Специалисты же рекомендуют, перед тем как начать сварку тонких заготовок обратной полярностью, лучше немного потренироваться на дефектном листе металла. Лучше потратите время на тренировку, чем латать дыры от прожога.
Изучаем прямую и обратную полярность при сварке
Направление движения электронов регулируется с помощью полярности путём переключения проводов на клемму «плюс» или «минус». То есть, при работе со сваркой постоянного тока возможны два варианта настройки:
- Прямая полярность. Минус подключён к электроду, плюс на клемме «земля». В этом случае ток движется от электрода к заготовке, и металл греется сильнее.
- Обратная полярность. К электроду подсоединяется плюс, на клемму «земля» — минус. Движение тока от минуса к плюсу (от заготовки к электроду) создаёт более сильный нагрев.
Прямая и обратная полярность подключения при сварке инвертором используется в зависимости от поставленных задач и качества материалов. При переменном токе тип подключения неважен, а при постоянном есть возможность менять полярность вручную.
Значение полярности для сварки
Постоянный ток создаёт термическое (анодное) пятно. Меняя полярность, можно его перемещать от электрода к заготовке. Основной нагрев создаётся на плюсовом гнезде, поэтому при прямой полярности сильнее нагревается заготовка, а при обратной – электрод. Таким образом формируются возможности инвертора в зависимости от характеристик металлов:
- Толщина металла. При прямой полярности основной нагрев достаётся заготовке, поэтому ширина шва провара получается достаточно глубокой. Соответственно для тонких металлов правильнее использовать обратное подключение, при котором металл нагревается слабее электрода.
- Тип металла. При сварке приходится работать с различными сплавами, обладающими определёнными свойствами. Например, алюминий относится к среднеплавким металлам, поэтому нужно обеспечить заготовке прямое подключение для нагрева. Нержавеющую сталь лучше не перегревать, выбрав обратную полярность. Настройки инвертора позволяют учитывать, какой сплав подвергается варке, поэтому предварительное изучение инструкции поможет эффективно справиться с задачей.
- Тип электрода. Сварочные электроды имеют покрытие – флюс. При разогреве он сгорает, выполняя свою основную задачу: вытесняя воздух, предотвращает образование пор. Тип флюса определяет особенности использования электродов при разных температурных режимах. К примеру, угольные электроды не подходят для подключения с обратной полярностью. Рекомендации производителя позволят сделать правильный выбор. То же самое относится и к типам проволоки. К слову, инверторные полуавтоматы также имеют характеристики, которые стоит учитывать.
Если заготовка и электрод имеют характеристики, требующие противоречивых настроек, придётся найти компромиссный вариант, регулируя силу тока и время обработки шва. С опытом приходят и знания, позволяющие решать любые задачи.
Виды сварки
Ручная сварка дугой с помощью плавящегося электрода (ММА)
Здесь его роль играет особая плавящаяся проволока, покрытая шлаком. Способ очень популярен, но специалисты считают его не самым лучшим вариантом для получения качественных швов, если изделие по составу является сложным сплавом. Во время плавления проволока соединяет нужные детали, а её покрытие очищает от грязи и защищает от кислорода сварочную ванну. Способ подходит для сварки чугуна, чёрных металлов.
Сварка полуавтоматическая
Электродом является проволока, автоматически попадающая в зону сварки. Аппарат находится в режиме ручного передвижения, поэтому данный способ не подходит для обработки большой рабочей зоны, его используют для сварки тонких листов, цветных металлов, высоколегированной стали. Применяется как постоянный, так и импульсный ток. При использовании порошковой проволоки газ не нужен, в остальных случаях сварка током производится в среде активных или инертных защитных газов. Возможна сварка электродом без его плавки.
Сварка в среде защитных газов
Технологический процесс подразумевает использование газа аргона. Электродом выступает неплавкий вольфрамовый либо графитовый стержень. Применение аргона очищает сварочную ванную от всех ненужных примесей и окислов. Образование шлака исключено, шов получается качественным и чистым, но сварка в среде защитных газов – довольно дорогая технология, требующая серьёзных навыков.
Разные типа сварки используются и в зависимости от условий работы сварки. Например, для ремонта кузовов автомобилей в сервисах используют дуговую сварку полуавтоматом с помощью среды защитного газа, что позволяет создавать качественную сварочную работу при её невысокой стоимости. Прямая и обратная полярность при сварке инвертором позволяет регулировать глубину плавления для любого типа сварочных работ.

Технология ручной сварки дугой
Дуговая сварка – самый распространённый тип сварки металла. Способ универсален, технологически прост и позволяет получать сварочные швы хорошего качества в непроизводственных условиях. Электроток сварочного источника образует дугу между изделием и электродом. На нём сгорает покрытие (флюс), выделяя газ, очищающий рабочую область от кислорода.
По форме и типам соединений сварочные швы разделяются на:
- тавровые;
- угловые;
- стыковые;
- нахлесточные;
- торцовые.
Разные углы наклона электрода позволяют создавать разные по типу швы. Самый удобный промежуток – между 45 и 90 градусами, при котором сварочная ванна полностью в зоне видимости. С опытом приходит и понимание, как именно нужно менять угол наклона.
Обычно сварочные аппараты комплектуются кабелем массы с держателем зажимного типа. С первого взгляда, это удобно, такое приспособление можно надежно закрепить к практически любой поверхности (листы, металлопрокат и прочие). Но бывают ситуации, когда нет возможности установить такую массу на заготовку или, еще чаще, она перегорает. Неплохой альтернативой станет магнитный контакт сварочного кабеля.
Главная задача для новичка – научиться «вести» сварочный шов. Основной металл прогревается до состояния расплавления, формируя сварочную ванну. В зависимости от ситуации сварщик меняет установки тока, ориентируясь на состояние ванны. Начинать нужно с настроек, рекомендованных производителями, а дальше постепенная практика поможет понять и правильно использовать все возможности инвертора.
Дорожные металлические барьерные ограждения: типы, устройство и установка
Министерство регионального развития
Агентство по строительству и архитектуре при Правительстве
4 Приказом Федерального агентства по техническому регулированию и метрологии от 27 декабря 2012 г. N 2165-ст межгосударственный стандарт ГОСТ 26804-2012 введен в действие в качестве национального стандарта Российской Федерации с 1 ноября 2013 г.
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе “Национальные стандарты”, а текст изменений и поправок – в ежемесячном информационном указателе “Национальные стандарты”. В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе “Национальные стандарты”. Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования – на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
1 Область применения
Настоящий стандарт устанавливает требования к изготовлению и установке конструкций дорожных металлических ограждений барьерного типа, применяемых для обеспечения безопасности движения транспортных средств и пешеходов на всех улицах и автомобильных дорогах, в том числе – на мостовых сооружениях и в тоннелях.
В соответствии с требованиями настоящего стандарта изготовляют конструкции ограждений для установки на обочинах автомобильных дорог, границах габарита мостовых сооружений и тоннелей, разделительных полосах автомобильных дорог и мостовых сооружений.
Настоящий стандарт распространяется на конструкции ограждений с использованием в качестве балки двухволнового гнутого профиля.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие межгосударственные стандарты:
ГОСТ 9.307-89 Единая система защиты от коррозии и старения. Покрытия цинковые горячие. Общие требования и методы контроля
ГОСТ 9.401-91 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Общие требования и методы ускоренных испытаний на стойкость к воздействию климатических факторов
ГОСТ 166-89 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 380-2005 Сталь углеродистая обыкновенного качества. Марки
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 3242-79 Соединения сварные. Методы контроля качества
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 5915-70 Гайки шестигранные класса точности В. Конструкция и размеры
ГОСТ 5927-70 Гайки шестигранные класса точности А. Конструкция и размеры
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 7796-70 Болты с шестигранной уменьшенной головкой класса точности В. Конструкция и размеры
ГОСТ 7798-70 Болты с шестигранной головкой класса точности В. Конструкция и размеры
ГОСТ 7802-81 Болты с увеличенной полукруглой головкой и квадратным подголовком класса точности С. Конструкция и размеры
ГОСТ 7948-80 Отвесы стальные строительные. Технические условия
ГОСТ 8239-89 Двутавры стальные горячекатаные. Сортамент
ГОСТ 8240-97 Швеллеры стальные горячекатаные. Сортамент
ГОСТ 8282-83 Профили стальные гнутые С-образные равнополочные. Сортамент
ГОСТ 11371-78 Шайбы. Технические условия
ГОСТ 14637-89 (ИСО 4995-78) Прокат толстолистовой из углеродистой стали обыкновенного качества. Технические условия
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 19903-74 Прокат листовой горячекатаный. Сортамент
Примечание – При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования – на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю “Национальные стандарты”, который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя “Национальные стандарты” за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины, определения и обозначения
3.1 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1.1 балка: Продольный элемент ограждения, предназначенный для воспринятия, распределения и передачи нагрузки от вступившего в контакт с ограждением транспортного средства на другие элементы ограждения.
3.1.2 высота ограждения: Расстояние в вертикальной плоскости от наиболее высокой точки ограждения до уровня обочины, разделительной полосы на дороге, покрытия на мостовом сооружении, измеренное со стороны проезжей части.
3.1.3 консоль: Элемент ограждения, расположенный между стойкой и балкой.
3.1.4 консоль-амортизатор: Консоль ограждения, деформирующаяся при наезде транспортного средства.
3.1.5 консоль жесткая: Консоль ограждения дорожной группы, не деформирующаяся при наезде транспортного средства.
3.1.6 консоль-распорка: Недеформирующаяся консоль двухстороннего ограждения дорожной группы.
3.1.7 ограждение барьерное: Ограждение, состоящее из стоек, консолей, балки.
3.1.8 ограждение двухъярусное: Барьерное ограждение с двумя ярусами балок по высоте.
3.1.9 ограждение одноярусное: Ограждение с одним ярусом балок по высоте.
3.1.10 ограждение дорожной группы: Ограждение, устанавливаемое на земляном полотне автомобильной дороги.
3.1.11 ограждение мостовой группы: Ограждение, устанавливаемое на мостовом сооружении.
3.1.12 ограждение комбинированное: Барьерное ограждение мостовой группы, устанавливаемое на цоколь.
3.1.13 прогиб динамический: Наибольшее горизонтальное смещение продольной оси балки ограждения в поперечном направлении при наезде транспортного средства на ограждение.
3.1.14 стойка: Вертикальный элемент ограждения, закрепленный в земляном полотне, на плите проезжей части мостового сооружения или на переходной плите, служащий опорой для консоли и балки ограждения.
3.1.15 уровень удерживающей способности: Условный показатель, характеризующий значение поглощаемой ограждением кинетической энергии движущегося транспортного средства при наезде на него.
3.1.16 участок ограждения конечный: Часть ограждения, расположенная после рабочего участка ограждения (по ходу движения транспортного средства) на земляном полотне дороги и предназначенная для воспринятия продольного усилия, действующего при наезде транспортного средства на рабочий участок ограждения.
3.1.17 участок ограждения начальный: Часть ограждения, расположенная перед рабочим участком ограждения (по ходу движения транспортного средства) на земляном полотне дороги и предназначенная для воспринятия продольного усилия при наезде транспортного средства на рабочий участок ограждения.
3.1.18 участок ограждения переходный: Часть ограждения, предназначенная для сопряжения ограждений, установленных на обочине или разделительной полосе дороги, с ограждениями, установленными на мостовом сооружении, а также для сопряжения участков односторонних и двухсторонних ограждений на разделительной полосе.
3.1.19 участок ограждения рабочий: Основная часть ограждения, предназначенная для воспринятия ударных нагрузок и передачи усилий на начальный и конечный участки.
3.1.20 световозвращатель: Сигнальное устройство со световозвращающим элементом (элементами), снабженное деталями крепления, служащее для обозначения направления движения или местонахождения препятствия на дороге в темное время суток.
3.2 Обозначения характеристик ограждений и их конструктивных элементов
3.2.1 В настоящем стандарте применены следующие обозначения:
Мостовые и дорожные металлические барьерные ограждения

Строитель 4 разряда


Автомобильный транспорт сейчас неизменно развивается, и количество машин на трассах постоянно увеличивается. Для того чтобы разделить потоки, часто используется установка дорожного барьерного ограждения. Эта мера позволяет также разграничить трассу и обочину, выделить мостовые сооружения, обозначить опасные зоны на магистралях. Кроме того, снижается вероятность лобового столкновения при аварии.
 Отбойники на дорогах предназначены для повышения безопасности при вождении машины на трассе
Отбойники на дорогах предназначены для повышения безопасности при вождении машины на трассе
Степень жёсткости отбойника
Различные способы производства парапетов предполагают варианты, зависящие от тех условий, в которых они будут применяться. Если территория установки ограничена, то оптимальным станет изготовление стационарного твёрдого сооружения. Когда места достаточно, можно смонтировать эластичную систему.
В первом случае имеется в виду бетонное или металлическое оградительное сооружение для автомобильной дороги. Пересечение линий передвижения транспортных средств полностью исключается. Обычно так поступают на участках, где высокий трафик и скорости встречных потоков большие.
Так, можно разделить полосы, где организовано двустороннее движение, чтобы при создании аварийной обстановки проблема ограничивалась в единственном направлении. Это поможет снизить количество предполагаемых жертв и повреждений. Нередко подобным способом разграничиваются потоки автомобилей, движущихся по мостам или горным дорогам, что позволяет предотвратить падение машины с высоты.
 Наиболее прочным считается бетонный отбойник
Наиболее прочным считается бетонный отбойник
Однако жёсткие заслоны имеют существенный недостаток. В силу своей конструкции они наносят травмы человеку, попавшему в аварию. Поэтому целью разработчиков подобных строений является изобретение амортизирующих шоссейных и мостовых барьерных ограждений. С их помощью остановка автомобиля происходит не моментально, что может спасти жизнь водителю и пассажирам, а также снизить ущерб от повреждения транспортного средства.
Чаще всего на автомагистралях встречаются разделительные сооружения из волнистого металлического профиля. Есть и конструкции из пластика с различным наполнением. Основная задача таких систем безопасности — удержание машины на дороге и снижение скорости движения. Тем самым водителю предоставляется возможность вернуть контроль над управлением автомобилем.
В этом видео вы узнаете как производятся отбойники для дороги:
Особенности конструкции
Основные элементы дорожных разделительных комплексов — это стальные волнообразные листы толщиной 3-4 миллиметра. Окрашиваются такие изделия грунтовкой или обрабатываются способом горячей оцинковки. Антикоррозийные характеристики у них отличаются, соответственно, срок службы также неодинаковый. Возможно изготовление дорожного металлического ограждения барьерного типа и без обработки или окрашивания.
Поэлементный состав системы таков:
- Радиусная или прямая секция.
- Стойка.
- Начальные и конечные части.
- Амортизаторная консоль.
- Крепёжные детали.
- Светоотражающие наклейки (в зависимости от комплектации).
Характеристики изделий
Для каждого отдельного случая имеется предназначенная для этого конструкция. В настоящее время есть такие типы бордюров:
- 11ДО — одностороннее металлическое барьерное ограждение автомобильной дороги, отделяющее её край. Оно предназначено для предотвращения съезда транспорта с полотна и изоляции объектов, находящихся рядом с проезжей частью. Расположение продольных балок предусмотрено с одной стороны.
- 11ДД — двухсторонняя перегородка. Такое изделие разбивает встречные полосы движения и предохраняет машины, следующие в противоположных направлениях от столкновения. Главные элементы устанавливаются с двух сторон опорных столбов.
- Для ограничения перемещения на путепроводах и мостах предназначены мостовые конструкции. Они могут быть одно- и двусторонними.
 Отбойники для дороги могут отличатся не только материалом, из которого они изготовлены, но также и конструкцией
Отбойники для дороги могут отличатся не только материалом, из которого они изготовлены, но также и конструкцией
Каждый из этих видов защиты имеет внутренние категории. Они различаются по техническим характеристикам:
- Удерживающая возможность, измеряемая в джоулях.
- Расстояние между стойками барьерного ограждения. Чем оно меньше, тем выше надёжность конструкции.
- Величина прогиба горизонтальных деталей.
- Ширина изделия.
Различия можно увидеть на примерах. У транспортного барьера 11ДО-У1 (2) показатели следующие:
- 130 килоджоулей.
- 4 м.
- 1,5 м.
- 1,6 м.
 На скоростных делается упор на прочность отбойника
На скоростных делается упор на прочность отбойника
Имеется ещё такая марка — 11ДО-У2 (2). Её характеристики:
- 190 кДж.
- 2 м.
- 1 м.
- 1,2 м.
Несмотря на сходство названий, разница между конструкциями значительная. Любое дорожное сооружение для раздела потоков имеет характеристики, определяемые ГОСТом 26804 86, являющимся основным законом для предприятий, производящих подобный товар. От соблюдения нормативов зависит сохранность жизни человека.
Виды ограждений
Все транспортные артерии различаются по своему рельефу, ширине, проложены они в разных географических и климатических зонах. Поэтому есть градация дорожных разделительных сооружений на несколько категорий. Способ монтажа и детали, пригодные для производства конструкций в каждом отдельном случае, различается.
Тип используемого материала
Для изготовления транспортных перегородок употребляется несколько основных видов сырья. Выделяют такие барьеры:
-
Системы из пластмассы, которые в полостях содержат воду, мелкий щебень или песок. Как правило, с их помощью организуются временные конструкции, огораживающие аварийные участки или места проведения ремонтно-восстановительных работ. Преимуществом подобных сооружений является смягчающая реакция во время столкновения при минимальных повреждениях машины, лёгкость транспортировки. Недостаток — непрочность элементов.
 Пластмассовые отбойники используют в качестве временного ограждения зоны дороги, в которой ведутся ремонтные работы
Пластмассовые отбойники используют в качестве временного ограждения зоны дороги, в которой ведутся ремонтные работы
Функциональное назначение
Несмотря на то, из чего изготовлен дорожный комплекс, классификация у любого одинаковая. Это может быть барьер одного из следующих типов:
- Разделительный между полосами транспортных потоков.
- Ограждающий определённую территорию.
- Удерживающий автомобиль на трассе.
Внешний вид барьеров
Этот параметр строго регламентируется ГОСТом, особенно на федеральных автомобильных магистралях. По форме на дороге можно встретить такие отбойники:
- Балочные, закреплённые на опорах.
- Тросовые, натянутые между столбиками.
- Заборные, изготовленные в виде железобетонных перегородок.
- Водонаполненные пластиковые.
 Внешний вид и форма отбойников должна соответствовать ГОСТу
Внешний вид и форма отбойников должна соответствовать ГОСТу
Крутые повороты, затяжные подъёмы и спуски могут оборудоваться разделителями нескольких типов, причем не в один ряд.
Правила установки
Все работы по монтажу дорожного барьера производятся специальными дорожно-строительными компаниями. Их деятельность, как и качество самих конструкций, должна отвечать требованиям ГОСТа. Для корректного размещения защитного комплекса на автостраде выполняются следующие этапы строительства:
- Подготовка дорожного покрытия, усиление кюветов, планировка территорий, прилегающих к магистрали. Это предварительная фаза.
- Точная разметка мест, где будут установлены опоры отбойника. В этом случае наносится проектная черта из колышков и натянутого между ними шнура.
- Бурение скважин для установки столбиков. На слабых грунтах на дне насыпается и утрамбовывается подушка из песка или щебня.
 Качественная и надежная установка отбойников на дороге требует большого труда и много времени
Качественная и надежная установка отбойников на дороге требует большого труда и много времени
При монтаже разделительных сооружений на мостах крепёж стоек осуществляется к специальным закладкам, которые предусмотрены в конструкции во время возведения.
Для обеспечения безопасности водителей и пешеходов необходимо соблюдение правил, предписанных современными нормами изготовления и установки дорожных разграничительных барьеров. Снижение аварийности на магистралях — основное предназначение подобных конструкций.





