Тиски: делаем самостоятельно – варианты и разновидности, схемы, реализация

На просторах рунета можно встретить утверждения вроде: «Настоящий мастер делает тиски только самостоятельно». Что скажет по этому поводу настоящий мастер, представить нетрудно. Он-то, любитель или живущий своим трудом, профи прекрасно знает, какой инструмент и оборудование лучше купить и что из него стоит сделать самому. Однако бывают случаи, когда изготовить и тиски своими руками имеет смысл. Напр., для дачи (покупные там зиму зря простаивают, и спереть их могут), при работе на выезде и/или при случае (приехал в гости к родственникам, попросили помочь, а они совсем не мастеровые). К сожалению, при теперешнем положении с инструментом появляется также обстоятельство, заставляющее задуматься: а не сделать ли тиски все-таки самому?
Чугун и сталь
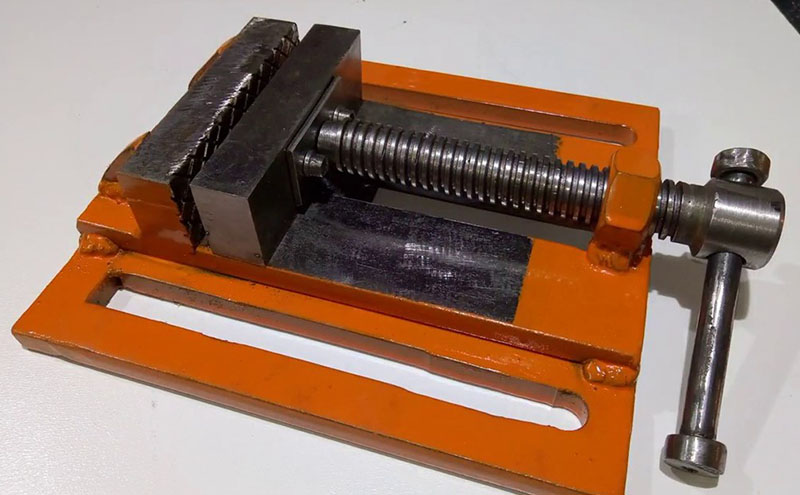
Детали станины и зажима слесарных тисков положено делать из конструкционного чугуна – он очень плохо ржавеет, тверд и вязок, имеет малый ТКР (коэффициент температурного расширения), но главное – практически не подвержен усталости металла. Чугунные тиски служат не десятилетия – столетия. Поскольку «прочность всей цепи определяется ее самым слабым звеном», губки тисков и пара ходовой винт – гайка изготавливаются из инструментальной стали различных марок. Простая конструкционная слишком пластична, ее сильно ведет при сварке, и она легко ржавеет. Поэтому оставлять самодельные тиски вроде тех, что на рис. ниже, зимовать на даче не рекомендуется – за зиму могут прийти в полную негодность.

Самодельные слесарные тиски
Но суть проблемы не в этом. А в том, что сейчас у купленных по приемлемой цене тисков лапы губок часто ломаются уже при первом зажиме; в лучшем случае при регулярном пользовании тиски прослужат полгода-год. При осмотре излома оказывается, что сделаны они из простого серого чугуна. Не ломаются лапы, так изнашивается ходовая пара – резьба там обычная треугольного профиля (см. далее), да и сталь, похоже, не лучше Ст44. А цены на сертифицированные тиски с полной спецификацией и гарантией… не будем о грустном, вспомним лучше что-то хорошее из прошлого. Как следствие, встает вопрос: а не стоит ли сделать тиски самостоятельно в домашних условиях? Не говоря уже о случае, когда зажать заготовку надо, а хоть каких-то тисков в пределах досягаемости нет. Не лучше окажутся, так хоть дешевле обойдутся. Или даром, если в хламе найдутся подходящие обрезки маталлопрофиля, см. напр., сюжет:
Видео: самодельные тиски за полдня из металлолома
Первобытные из чурбака
Большинство операций по обработке материалов требуют закрепления заготовки, а собственные руки-ноги для этого отнюдь не самое подходящее приспособление. Поэтому начнем с тисков из деревянного чурбака. Для их изготовления понадобится 4+ гвоздя сотки или 150-200 мм и топор. Продольная пила также не помешает, если есть. Вид такого приспособления у современного человека вызовет то ли смех, то ли ужас, но пращуры каменного века пролили бы над ним слезу умиления – тиски из чурбака достаточно надежно держат заготовки неправильной форм почти что из любого материала.
Как сделать тиски из деревянного чурбака, показано на рис.:

Как сделать простейшие тиски из деревянного чурбака
Кусок бревна/полена из хорошей прямослойной древесины раскалывается (распиливается) как показано слева на рис; кривоватый скол можно грубо подтесать на плоскость. Неподвижная губка и упорная пятка крепятся к «станине» гвоздями; древние крепили их острыми щепками твердого дерева. Гвозди вбиваются наискось, чтобы усилие зажима их более тянуло, чем гнуло.
Подвижная губка свободно скользит по станине. Прижим – клиновый; клином может быть подтесанный на конце сук или пара их. Некоторая сноровка требуется, чтобы правильно подтесать клин(ья): слишком острый опрокинет подвижную губку на обрабатываемую деталь, а слишком тупой выдавит ее (губку) вверх. Но зажатая заготовка за счет упругости и вязкости дерева держится вполне надежно. Так надежно, что для освобождения заготовки приходится выбивать клин.
Примечание: длинномерные заготовки можно фиксировать парой или более таких же тисков.
Чего ждать от самодельщины
Описанное приспособление, конечно, временное – все его детали довольно быстро размочаливаются, даже если дерево жмет дерево. Поэтому займемся вначале вопросом: какие самодельные тиски стоит изготавливать?
Зажимных приспособлений самого разного рода в технике используется неисчислимое множество; патенты на них насчитываются тысячами и десятками тысяч. Самостоятельно имеет смысл делать тиски, во-первых, наиболее употребительные. Во-вторых, не требующие для изготовления специальных материалов, производственного оборудования и сложных технологий.
Обычные слесарные тиски (поз. 1 на рис.) придется делать неповоротными. В противном случае придется искать либо готовую пару шейка-юбка (см. далее), которую к тому же может увести при сборке сваркой, либо возможности воспользоваться шейпинговым станком (попросту – шейпингом). Которых на ходу осталось очень мало, трудо- и энергоемкую шейпинговую обработку все более вытесняют точные литье, штамповка и роботы.

Примечание: в шейпинговом станке заготовка зажата неподвижно, а резец, вращаясь, перемещается по продольной и поперечной осям. В токарно-винторезном и карусельном станках заготовка зажата во вращающемся шпинделе (на столе-карусели в карусельном) и резец перемещается в продольной-поперечной (в токарном) или в вертикальной-поперечной плоскостях. Вам не приходило в голову задуматься – как обточены фланцы/шейки кривых литых труб, корпусов центробежных насосов-«улиток» и т.п. деталей сложной конфигурации? На шейпинге.
Переставные (мобильные) мини-тиски, поз. 2, вроде бы проще, но для их изготовления необходимы особо качественные и, соотв., трудно обрабатываемые материалы. Дело в том, что усилие прижима ручных тисков определяется мускульной силой работника. А поперечное сечение деталей тисков с уменьшением их размеров падает по квадратичному закону, т.е. быстро. Лапы чаще всего обламываются как раз у мини-тисков. Однако расширить их функциональные возможности своими силами как раз несложно, см. далее.
Обычные столярные тиски, поз. 3, входят в состав столярного верстака и без него неработоспособны. Но далее мы рассмотрим, как изготовить тиски Моксона для работы по дереву, превращающие любой рабочий стол (в т.ч. хоть письменный) в практически полноценный столярный верстак.
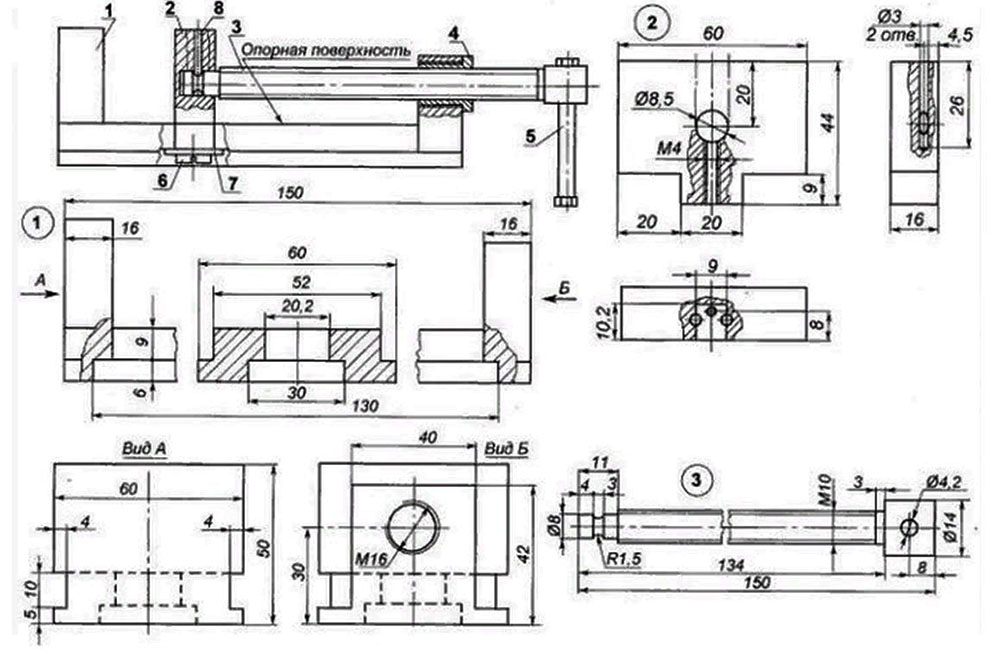
Вот что действительно стоит сделать самостоятельно домашнему мастеру, так это однокоординатные станочные тиски (простой неповоротный стол) к сверлильному станку, поз. 4. Они же могут использоваться самостоятельно (отдельно от станка) для самых разнообразных работ. Материал для станочных станков годится обычный имеющийся в широкой продаже; работы по изготовлению станочных тисков, не уступающих фирменным, требуется буквально всего ничего.
Ювелирные тиски ручные (поз. 5) и настольные (поз. 6) – удобнейшие штуки для мелких точных работ. Но увы – для их изготовления нужны спецматериалы и оборудование, которое есть на всяком машиностроительном заводе общего профиля. В домашних условиях можно сделать неплохие заменители тисков-«лягушек», поз. 7, которые, кстати, часто входят в комплект настольных ювелирных тисков, поз. 8.
А вот с угловыми тисками (поз. 9) для зажима деталей, соединяемых под углом, дело, как говорится, глухо. Сделать их подобие своими руками возможно (поз. 10), но, во-первых, оказывается, что обеспечить зажим уже под фиксированным углом точно 90 градусов очень сложно, а если удалось, то угол потом быстро «плывет». О самодельных угловых тисках с регулируемым углом зажима и говорить не стоит. То же касается 2-3 координатных ручных станочных тисков (поз. 11-14) и, напр., приспособлений для вязания рыболовных мушек (поз. 15), которые уже не тиски, а узко специализированный станок.
Слесарные
Устройство ручных слесарных тисков показано на рис. Фасонная гайка винта неподвижно закреплена в туннеле станины; в него же входит хвостовик зажима, называемый ползуном. Сечения туннеля и ползуна также фасонные (сложной конфигурации) и соответствуют друг другу.

Устройство ручных слесарных тисков
Как уже сказано, от поворота тисков в горизонтальной плоскости придется отказаться: на опорной плите для этого нужно проточить шейку, а на поду станины – юбку. Сверхточности для этого не нужно, но требуется специальное оборудование, см. выше.
Вторая проблема – лапы с губками. Лапы должны быть очень жесткими, чтобы не поддавались реакции зажимаемой детали, и в то же время вязкими, чтобы не сломались. Поэтому самый дешевый материал лап хороших тисков вместе с прижимом и станиной – конструкционный чугун, но он плохо обрабатывается, и прижим со станиной выполняются литыми. Дома вагранку или электропечь на 1700-1800 градусов не поставишь, так что о литье черных металлов забываем.
Однако чугун еще и очень твердый, довольно хрупок и поэтому лапы без губок могут или попортить деталь, или сами об нее выкрошиться. Губки из твердой износостойкой и в то же время очень упругой спецстали решают проблему. Из нее же можно было бы изготовить все тиски, но цена их тогда… Вам не попадались настольные тисочки по цене при. $1 за тоже 1 мм ширины губок? Вот это и есть цельностальные, а нам нужно думать, как бы сделать станину и прижим тисков, пригодных хотя бы для эпизодического использования, из обычной конструкционной стали.
Ходовая пара

Фиксация ходового винта тисков в ползуне
Но вот с чем возникают проблемы, кажущиеся непреодолимыми, так это с ходовой парой тисков. Кажется, ничего сложного: винт с гайкой или резьбовое отверстие в станине. В шейке винта проточена канавка; ее вроде бы можно выбрать надфилем, зажав винт, обернутый за резьбу тонким алюминием, в патрон сверлильного станка или закрепленной на столе дрели. В прижиме (или в ползуне сборных из отдельных деталей тисков) винт фиксируется вильчатым захватом, см. рис. справа.
Вся штука в том, что всем этим деталям приходится принимать на себя огромные рабочие нагрузки. Если налечь на вороток с силой ок. 20 кгс (ерунда для взрослого нормального мужика), то на резьбу с шейкой винта и ответные детали придется более 120-130 кгс/кв. мм. Итого, чтобы тиски очень быстро не износились, винт, гайку и вильчатый захват нужно делать из стали с пределом текучести более 150 кгс/кв. мм; у обычной конструкционной он менее 100. А обычная метрическая резьба треугольного профиля быстро сомнется или слижется.
Чертежи ходового винта слесарных тисков с шириной губок до 180 мм даны на рис.:

Чертежи ходового винта слесарных тисков
Один критический пункт тут обойден: вместо проточки на шейке здесь пара втулок из обычной стали. В таком случае и вильчатый захват можно сделать из нее же. Детали фиксатора винта придется периодически менять, но это еще куда ни шло. А вот как нарезать трапецеидальную резьбу D20? Искать ходовую пару от старых тисков? Так в них с 99,0% вероятностью изношен именно «ход», а чугунные станина, прижим и плита еще вполне пригодны к эксплуатации.
Не все так плохо
Ходовой винт и гайку к нему для нерегулярно используемых тисков с шириной губок до 150 мм можно найти почти в любом хозяйственном, инструментальном или строительном магазине либо на железном базаре. Новые, муха не сидела. Откуда? Из крепежных узлов, рассчитанных на нагрузку не менее 450-460 кгс. Узлы это очень ответственные, и сталь на них идет как раз подходящая, даже лучше – ходовая пара тисков, на которых работают не интенсивно, будет достаточно долговечной и с обычной метрической резьбой.
Дешевле всего обойдется анкер-кольцо для подвески к потолку и стенам тяжелых люстр или многофункциональных тренажеров, вверху на рис. ниже. Проследите только, чтобы винт был или литой, или на нем стык кольца и шейки проварен (показано красной стрелкой). Анкер-кольца выпускаются до М22 длиной до 450 мм – делай тиски, какие хочешь. Анкер-кольцо М12х150 держит нагрузку 480 кгс, а М16х220 для 150-мм тисков подойдет еще и с запасом.

Крепежные узлы, из которых можно сделать ходовую пару самодельных тисков
Второй вариант «класса муха не сидела» обойдется дороже, но, возможно, и по цене металлолома – если сломан. Это – талреп крюк-кольцо, внизу на рис. В дело идет, разумеется, кольцевая часть (показана зеленой стрелкой). Преимущество – у вас сразу появится и отличная износостойкая гайка. Недостаток – меньшая длина и, соотв., ход губок тисков: у винтов талрепа на 200 длины резьбовых частей чуть более 100 мм.
Примечание: некоторые недостатки того и другого – вороток тисков придется каждый раз долго крутить, т.к. шаг стандартной метрической резьбы прим. втрое меньше специальной трапецеидальной. С ходовую пару нужно будет периодически смазывать тавотом или др. консистентной смазкой – «сухие» тиски с такой ходовой парой туго крутятся, но плохо жмут.
Губки
Как устроены хорошо известные читателям рунета слесарные тиски, показано на рис. ниже. Там, правда, ошибочка – стопорные гайки нужны тоже М16. Задняя из них по ходу винта навинчивается первой и подваривается к шпильке. Затем шпилька с надетой задней шайбой вставляется в прижим, он же в данном случе и ползун («подвижная часть» на рис.); надевается передняя шайба, навинчивается и подваривается передняя гайка М16, и приваривается проушина для воротка; вот это уже гайка М18. Станина («подвижная часть») – квадратная профтруба 120х120х4; ползун – тоже квадратная профтруба 100х100х3.

Устройство самодельных слесарных тисков из профтрубы.
Пока все хорошо, но губки – тоже из профтрубы. Их рабочие поверхности гладкие, а нужны рифленые, но это полбеды. А беда – уже от небольшого прижима губки необратимо разойдутся (добавлено на рис.). Укосины внутри или снаружи не помогут – сам металл неподходящий. Читатель, возможно, уже догадался – раз проблема описывается, выход есть. Даже два, см. ниже и след. раздел.
Примечание: достоинство слесарных тисков из отрезков профтруб – дешевизна. Подходящие куски наверняка найдутся в любой куче металлолома, см. напр. видео ниже:
Видео: самодельные тиски из обрезков труб
Первый – тоже из рунета: лапы и губки из хвостовиков токарных резцов по металлу. На лапы – резцы потолще; на губки – поменьше. Но это, в общем-то, не выход. Инструментальная сталь обрабатывается очень трудно. Практически все, что с ней можно сделать в домашней мастерской это отпилить хвостовики болгаркой, приварить к лапам губки и все вместе к станине и прижиму. Инструментальную сталь от сварки почти не ведет. Но и варится она тоже плохо: готовые лапы с губками, приваривая их к профтрубам, придется греть так, что недопустимо поведет станину/прижим. И времена сейчас не те, когда изношенных резцов можно было набрать на заводской свалке, а бракованных купить за копейки в магазине «Юный техник». С распространением в мире электродуговой плавки металлов инструментальная сталь стала ценным вторичным сырьем и на предприятиях выработавшиеся токарные резцы учитываются поштучно. Поэтому переходим к второму выходу.
Станочные
Как сказано выше, выгоднее всего делать своими руками станочные тиски. Они намного упрощают сверловочные работы, а материал для станочных тисков годится практически любой из имеющихся в наличии: от швеллера, см. ролик:
Видео: простые тиски из швеллера
до фанеры, см. сюжет:
Видео: столярные тиски из фанеры для сверлильного станка
Тиски из металла своими руками

Привет всем любителям самоделок. Думаю многие знают, что, ни одна столярная мастерская не обходится без тисков. Это очень функциональный инструмент для фиксирования детали при различных видах обработки, а также прижима во время склеивания. Обычно одна часть является подвижной, а другая жестко закреплена на верстаке. Но как это водится, дорогой и качественный инструмент стоит больших денег, не все начинающие слесари или просто любители помастерить, могут себе позволить такое удовольствие. Именно поэтому было принято решение сделать данные тиски, тем самым доказать, что сделать их своими руками реально и это будет ни чуть не хуже заводских, а в некоторых показателях даже лучше. Затраты на материалы будут в разы меньше, чем купить готовые тиски, тем более не надо забывать, что у некоторых в мастерских есть обрезки уголков, остатки швеллеров и другие детали, которые пойдут на изготовление данной самоделки.
Перед тем, как прочитать процесс сборки, предлагаю посмотреть видео с подробным изготовлением данных тисков.
А также видео грунтовки и покраски готового самодельного инструмента.
Для того, чтобы сделать тиски из металла своими руками, понадобится:
* Лист металла толщиной 12 мм и 8 мм
* Уголок 73 мм, толщина металла 8 мм
* Рессора
* Две обоймы подшипника
* Винт от домкрата или же старых тисков
* Гайка винта
* Сварочный аппарат, сварочная маска, перчатки
* Струбцины
* Профиль 20*40 мм
* Электродрель, желательно сверлильный станок
* Сверло по-металлу 6 мм
* Шайба с отверстием близким к диаметру винта
* Углошлифовальная машинка с отрезным кругом
* Шпилька диаметром 6 мм
Вот и все, что нужно для изготовления мощных тисков своими руками.
Шаг первый.
Первым делом устанавливаем обойму подшипника на винт, которая будет служить упором при зажиме тисков.



После этого при помощи сварочного аппарата привариваем обе детали намертво друг к другу. При сварке частей соблюдайте меры безопасности, не забывайте одевать краги, а также защитную сварочную маску.
Шаг второй.
Теперь нужно сделать неподвижную часть тисков, при помощи углошлифовальной машинки отпиливаем квадрат 180 мм из листа металла толщиной 12 мм.









Также следите, чтобы при сварке металл не вылез вовнутрь, так как это займет немало времени на исправление.
Шаг третий.
Устанавливаем гайку на основании.
Как изготовить самодельные столярные тиски в домашних условиях

Любая столярная мастерская начинается с верстака. А верстак в свою очередь превращается в полноценное рабочее место только тогда, когда на нем установлены удобные и функциональные тиски. Они помогают фиксировать детали в нужных пространственных положениях и с максимальным удобством выполнять разные деревообрабатывающие (и не только) операции.
Столярные тиски можно купить в готовом виде. В этом случае останется лишь сделать деревянные накладки на губки и установить сам механизм на верстак. Те же, кто хотят сэкономить, ну или просто не нуждаются в громоздких чугунных тисках, могут сделать их самостоятельно — в этой статье мы предлагаем один из таких проектов.

Узнайте, как собрать профессиональный столярный верстак своими руками. Бонусом – обзор трех «народных» моделей верстачных тисков.
Это легкие верстачные тиски, рассчитанные на умеренные нагрузки. Их несложно изготовить в домашних условиях – для этого не потребуется много времени и большого количества покупных расходников. Возможностей данных тисков в исходном варианте будет вполне достаточно для любительской столярки. Дополнительно мы предложим конструктивные альтернативы, с которыми механизм сможет выдерживать более серьезные нагрузки.
Общее устройство и чертеж самодельных тисков
Данные столярные тиски представляют собой простейшую конструкцию с одной передней губкой. Второй прижимной части здесь нет – ее функции выполняет боковина самого верстака. С учетом этой особенности в исходном варианте тиски устанавливают на рабочий стол, у которого крышка установлена заподлицо с царгой. В противном случае придется действовать по ситуации и вносить незначительные конструкторские изменения. Как правило, в таких случаях используют вариант монтажа с использованием дополнительной задней планки (см. схему).

Чертеж столярных тисков с размерами в мм
- A. Передняя губка
- B. Ручка
- C. Ходовой винт
- D. Направляющие штанги
- F. Вороток
- G. Резьбовой фланец
- H. Стопорная гайка
Изготовление столярных тисков: пошаговый процесс с фото
Сборка ходового винта
Сам винт с полной резьбой проще всего купить в готовом виде. От его диаметра во многом зависят нагрузочные способности тисков и их прижимное усилие. Учитывая тот факт, что данные тиски не рассчитан на серьезные нагрузки, был выбран относительно небольшой вариант направляющей, с диаметром 12 мм.
- Необходимая длина винта – 350 мм. Таким образом, подрезаем исходную деталь до указанных размеров.

- Переходим к изготовлению ручки. Из бруса 40х40 мм делаем заготовку, длиной 70 мм. Размечаем центр на торце и сверлим через него несквозное продольное отверстие (Ø12 мм), в которое будет вставляться основной винт. После этого делаем сквозное отверстие под вороток. В результате должна получиться деталь, как на фото.

- Теперь наша задача – зафиксировать металлический стержень в ручке. Для этого до упора вставляем винт в деталь и засверливаемся 3-миллиметровым сверлом, так чтобы в стальном стержне осталось сквозное отверстие.

- Точно сопоставив оба отверстия, фиксируем стержень в ручке. Это можно сделать при помощи самореза (топорный вариант) или предварительно нарезав в детали резьбу и закрутив винт.
Ходовой винт надежно зафиксирован в деревянной ручке. При этом сам узел – разборной, чем мы еще воспользуемся в дальнейшем.
Изготовление прижимной губки и направляющих
Переходим к прижимной части. В ней нет ничего сложного – это прямоугольная деталь со следующими размерами:
- длина – 350 мм;
- высота – 100 мм;
- толщина – 40 мм.
- Отступив от нижнего края 25 мм, по центру заготовки делаем сквозное отверстие Ø13 мм под ходовой винт. Здесь важна перпендикулярность, поэтому, чтобы избежать перекоса, держите дрель строго под прямым углом к детали или используйте кондуктор.Теперь переходим к отверстиям под оставшиеся две направляющие. Они должны точно совпадать с отверстиями на царге верстака, в противном случае тиски не будут свободно ходить. Чтобы добиться идеальной соосности, сначала делают отверстия в царге и уже через них намечают места засверливания на прижимной губке.

- Ориентируясь размеры в чертеже, наносим разметку и аккуратно просверливаем отверстия в царге Ø13 мм. Здесь также важна перпендикулярность, поэтому лучше сверлиться через направляющую.

- Устанавливаем губку в таком положении, как показано на фото, чтобы верхняя кромка была заподлицо с крышкой верстака. Через центральное отверстие просверливаем царгу – теперь резьбовой винт можно пропустить через две детали.

- С тыльной стороны царги через уже имеющиеся отверстия делаем два несквозных засверливания Ø12 мм в прижимной губке. Теперь у нас максимально точно размечены места под отверстия, в которые будут вклеены две направляющие штанги.

Установка резьбового фланца
- С обратной стороны царги прикручиваем резьбовой фланец (в нашем случае это просто гайка, приваренная к квадратному основанию). Чтобы обеспечить максимально точную соосность резьбы и отверстия, накручиваем деталь на винт и в таком положении фиксируем фланец саморезами.

Установка стопорной гайки
Вернемся к прижимной губке. На ней уже есть сквозное отверстие под ходовой винт и два (несквозных) посадочных места под штанги. Теперь нужно сделать стопорную гайку, которая будет фиксировать губку на винте и не давать ей смещаться вперед.
- Для этого на внутренней стороне раззенковываем центральное отверстие под диаметр шайбы и стопорной гайки. Теперь крепежный узел будет скрыт заподлицо с рабочей плоскостью губки.
Чтобы гайка не раскручивалась от постоянных вращений винта, в ней нужно сделать стопорный штифт. Для этого заранее просверливаем под него боковое отверстие Ø 3 мм или подбираем гайку с уже готовым радиальным отверстием.

- Собираем конструкцию. Изолентой отмечаем, где заканчивается граница гайки в затянутом положении.

- Теперь нужно достать металлический штифт не нарушив цельности нашего маркера из изоленты. Для этого разбираем стержень с обратной стороны, через деревянную ручку.
- Дальше наша задача – застопорить гайку на ходовом винте. Для этого через уже имеющееся отверстие в гайке просверливаем стержень и вкручиваем винт. Шляпку подрезаем ножовкой.

Теперь наша гайка по-настоящему стопорная – можно собирать конструкцию обратно. Ручка вместе с ходовым винтом должны свободно вращаться в прижимной губке.
Делаем две направляющие
- В исходном варианте самодельных тисков в качестве направляющих используют две круглые палочки, длиной 350 мм.

Это самое простое решение, которого будет вполне достаточно для тисков любительского уровня. В конструкциях, рассчитанных на небольшие нагрузки, штанги выполняют больше стабилизирующие функции, препятствуя вращению губки вокруг своей оси. Если мы говорим о полноформатных столярных тисках с серьезными нагрузками, в них лучше предусмотреть металлические направляющие. С ними больше мороки в плане установки, но и нагрузочная способность тисков сразу возрастает в разы.

Вариант установки металлических направляющих с использованием резьбовых фланцев
Вернемся к нашей конструкции. Подготавливаем две деревянные направляющие длиной 350 мм под диаметр посадочных отверстий (Ø12 мм).
- Вклеиваем деревянные направляющие в посадочные отверстия, следя за тем, чтобы штанги были строго перпендикулярны (это лучше проконтролировать при помощи угольника).

- Завершаем процесс шлифовкой, и при желании наносим отделку (масло или воск) на видимые поверхности деревянных элементов.

Теперь осталось только установить вороток, вставить прижимную конструкцию в посадочные отверстия – и приступать к работе.

Это одни из самых простых и универсальных тисков для домашней мастерской, которые можно изготовить самостоятельно. Сама конструкция при этом максимально адаптивна: ее можно сделать в полноформатном варианте, как в исходном чертеже, или уменьшить до нужных размеров, если вам нужны маленькие тиски.
Быстрозажимные тиски своими руками — видео
Мы показали, как сделать самую простую конструкцию верстачных тисков. А из этого видео вы узнаете вариант их усовершенствования, за счет изготовления универсального быстрозажимного механизма. Он позволяет освобождать переднюю губку тисков и быстро передвигать ее в нужное положение, без утомительной прокрутки винта вхолостую.
(видео доступно без перевода)
Слесарные тиски своими руками: мощные и универсальные

Слесарные тиски должны быть в каждой домашней мастерской. И сегодня мы поделимся с вами идеей, как изготовить тиски своими руками.
С их помощью вы сможете не только фиксировать детали, но и выполнять другие технологические операции: ровнять куски металла, запрессовывать подшипники в обойму и т.д.
Конструкция слесарных тисков очень простая:
- основание (неподвижная часть);
- подвижная часть;
- прижимные губки;
- ходовой винт с воротком.
Для изготовления тисков будем использовать листовой металл, строительный уголок и круглые трубы. Из инструментов потребуется электродрель, болгарка и сварочный аппарат.
Своим личным опытом изготовления слесарных тисков поделился с нами автор YouTube канала KEVGEN MASTER.
Основные этапы работ
Начинаем «строительство» настольных тисков с изготовления неподвижной части. Отрезаем основание из листового металла и привариваем по краям два уголка.
Между уголками устанавливаем направляющую из круглой трубы. К уголкам привариваем полосы металла.


Между полосами спереди привариваем направляющую гайку для ходового винта. Сверху привариваем вторую направляющую из круглой трубы.

Затем к полосам и второй направляющей привариваем еще два уголка, а сверху — полосу металла. В результате у нас получится красивая и аккуратная конструкция. Зачищаем сварные швы болгаркой.



Изготовление подвижной части
Отрезаем два куска круглой трубы и вставляем их в направляющие. В гайку вкручиваем ходовой винт.


Устанавливаем пластину металла с отверстием, как показано на фото ниже, и привариваем ее к торцам труб. К противоположным торцам круглых труб привариваем кусок уголка.


Изготовление прижимных губок
Отрезаем два куска металлического уголка одинаковой длины. Болгаркой придаем заготовкам необходимую форму.
Высверливаем крепежные отверстия. После этого отрезаем две пластины из толстого металла, и сверлим в ней соосные отверстия.

В отверстиях с помощью метчика нарезаем резьбу под крепеж.
При сборке тисков пластины нужно будет прикрутить к уголкам с помощью болтов. Выступающие части болтов можно обрезать болгаркой.
Сборка тисков
В завершении останется только отшлифовать до блеска все детали и покрасить их аэрозольной краской. Не забудьте прикрепить к ходовому винту вороток. Приступаем к сборке.

Видео по теме
Пошаговый процесс изготовления и сборки самодельных слесарных тисков вы можете посмотреть в авторском видеоролике ниже.
Тиски своими руками: изготовление разных вариантов

Тиски являются одним из важнейших приспособлений для облегчения труда любого мастера хоть при обработке металла, хоть при работе с деревом. Зажав деталь в тисках, мастер освобождает свои руки для инструмента. К тому же, тисками можно крепче удерживать деталь, чем вручную. Более того, повышается точность изготовления.
Тиски бывают разные – общего назначения (универсальные) и специализированные (для определённых работ).

Основные элементы тисков для домашней мастерской
Тиски состоят из нескольких деталей. Основными элементами являются губки – подвижная и неподвижная, между которыми и зажимается обрабатываемая деталь. Неподвижная губка выполнена как одно целое с основанием. В подвижной губке закреплена гайка, сквозь которую проходит мощный ходовой винт. На одном конце винта установлена рукоятка, за которую его вращают, другой конец свободно вращается в неподвижной губке. При вращении за рукоятку подвижная губка перемещается в сторону неподвижной.
Основание может быть выполнено из двух деталей. Нижняя крепится наглухо к рабочему столу (верстаку), на верхней собран весь механизм тисков. Некоторые модели могут поворачиваться вокруг вертикальной оси.

Тиски слесарные своими руками
Тиски заводского изготовления можно купить в инструментальном магазине. Но за них нужно заплатить немалые деньги. К тому же, у настоящего мастера всегда к инструменту и приспособлениям есть набор индивидуальных требований. Вот поэтому многие умельцы делают тиски своими руками. Но для выполнения такой работы надо многое уметь: делать грамотные чертежи, быть хорошим слесарем и сварщиком, работать на токарных, фрезерных и сверлильных станках. Зато и тиски можно сделать уникальные, каких ни у кого нет.
Материалы и инструменты
Отличительный признак всех самоделок от фирменных изделий в том, что они сделаны из того материала, который был доступен. И конструкция разрабатывается с учётом имеющихся старых деталей. И всё-таки, слесарные тиски должны быть очень прочными, поэтому они делаются из металла. Конечно, чугунную отливку в домашних условиях сделать нереально, но сварить конструкцию из нескольких подходящих железок можно. Поэтому в дело пойдут обрезки уголка примерно 50 номера, кусок швеллера 60 номера, стальной лист толщиной 4 – 6 мм, болты М6, М8 с гайками и шайбами, длинный болт диаметром 12 – 14 мм с крупной резьбой с гайками, кусок арматуры диаметром примерно 10 мм. В качестве ходового винта лучше всего использовать таковой от старых поломанных тисков.
Из инструментов потребуется молоток, ножовка по металлу, доступ к сверлильному станку и сварочному аппарату, измерительный инструмент. И, конечно, чужие слесарные тиски.
Чертежи
После того, как сформировался примерный образ будущего изделия, необходимо вычертить комплект чертежей – эскиз общего вида, сборочный чертёж, чертежи всех деталей. Иначе собрать окончательное изделие не получится.
Вариант чертежа слесарных тисков
ФОТО: usamodelkina.ru
Инструкция по изготовлению
Изготовление тисков ведётся поэтапно. Сначала по чертежам изготавливаются все детали. В торце подвижной части закрепляется конструкция с гнездом для вращающегося ходового винта. Ходовая гайка может быть закреплена на неподвижной части тисков. Ходовой винт при вращении за рукоятку ввинчивается в гайку, перемещается сам и перемещает подвижную губку.
Тиски своими руками для сверлильного станка
Тиски для сверлильного станка отличаются от обычных слесарных тисков своей общей высотой. Они значительно ниже.
Материалы и инструменты
Материалы и инструменты используются такие же, как и в предыдущем случае.
Чертежи
Чертежи отличаются только в части выбранной конструкции и размерами деталей.
Инструкция по изготовлению
Технология изготовления определяется тем, что идёт работа с металлом. Конкретные детали изготавливаются по конкретным чертежам. Между вариантами разных моделей тисков принципиальное отличие может быть лишь в том, где устанавливается ходовая гайка – на подвижной или неподвижной части. Этим определяется способ закрепления ходового винта. И ещё нюанс, тиски для сверлильного станка обычно свободно перемещаются по рабочему столу.
Тиски для сверлильного станка
ФОТО: usamodelkina.ru
Столярные тиски для верстака
Для столярных и плотницких работ вполне подойдут деревянные тиски. Им придётся воспринимать значительно меньшие нагрузки, чем при работе с металлом.
Материалы и инструменты
В качестве исходных заготовок можно взять три бруска сечением от 40×40 мм² до 60×60 мм² и длиной 250 – 300 мм. Размеры определяются из требований к величине будущих деталей. Ещё нужен ходовой винт с гайками, подойдёт покупная шпилька с резьбой М10 – М12. Для основания можно использовать лист фанеры толщиной 10 – 12 мм и размером 300×500 мм. В качестве крепежа потребуются саморезы диаметром 6 мм и длиной не менее 40 мм.
Инструменты обычные столярные и плотницкие: ножовка по дереву, рубанок, дрель.
Чертежи
Конструкция видна из фотографии.

Деревянные тиски для верстака
ФОТО: youtube.com
Инструкция по изготовлению
Брусок с гайкой ходового винта привинчивается наглухо к основанию саморезами. Неподвижная губка может переставляться по основанию в разные положения, в зависимости от размера обрабатываемой детали, и закрепляться болтами с гайками. Упорный конец ходового винта крепится к подвижной губке с помощью накладки от старого офисного кресла на колёсиках.
Почему в котле большие отложения, липкая сажа. Методы очистки
Большие проблемы связаны именно с образованием плотных и маслянисто-вязких отложений на теплообменнике, стенках камеры сгорания твердотопливного котла, и в дымоходе.
- Слой таких отложений толщиной 1 – 2 см может появиться уже за неделю. А за месяц сечение дымового прохода уменьшится так, что повлияет на тягу. Обрастание теплообменника приведет к его теплоизоляции, котел перестанет нагревать воду.
- Основная опасность от скопления сажестых отложений, особенно пластичных, кроется в возможном их возгорании во время топки котла. Это может повлечь серьезный пожар, так как дымоход и части котла могут прогореть и разрушиться.
Важно не допускать образование слоя сажи в котле и дымоходе, особенно твердого и липко-пластичного. А в случае его появления – своевременно удалять.

Что такое липкие и твердые сажистые отложения
Нормальная сажа рассыпчатая и сметается веником.
- Она может образовывать твердый корж, если смешивается с водой и запекается на горячих поверхностях. Не редко теплообменники и дымоход покрываются тонким (несколько миллиметров), твердым плотным коржом, по причине нахождения воды (выпадения росы).
- Может образовываться влажно-пластичный, вязкий слой отложений, который состоит из несгоревших смол, выделяющихся при тлении из топлива, — из древесины и некоторых углей. Появление такого слоя, считается аварийной ситуацией.

Появление росы на теплообменнике
Водяные пары конденсируются из раскаленного воздуха при его остывании до +55 градусов и ниже. Если теплообменник будет холодным, или холодными окажутся дымовыводящие пути, то на их поверхностях обязательно будет выпадать роса из раскаленных газов. Поверхности увлажнятся, вода смешается с сажей, и затем, при высыхании воды, образуется плотный корж.
- В начале топки, в любом случае поверхность оборудования будет холодной, пока не прогреется от выделяемого тепла. Задача состоит в том, чтобы это время предельно сократить. Чтобы роса падала буквально считанные минуты, а не, скажем, целый час.
Здесь на первый план выходит защита котла от холодной обратки. Задача состоит в том, чтобы предотвратить поступление холодной воды из системы в теплообменник. Выпадание кислотной росы, кроме наростов, приводит еще и к ускоренной коррозии и полному выходу оборудования со строя.
- Котел должен греть сам на себя, пока на обратке не будет температура +60 град. Затем через смесительный клапан начнет подмешиваться уже холодная вода из системы…

Подобная схема обвязки обязательна для любого твердотопливного котла. Она обеспечивает ускоренный прогрев оборудования и предотвращает в том числе усиленную коррозию от агрессивной росы…
Появление смолы в котле
Как только возникает недостаток кислорода, тут же появляются несгоревшие частицы, испарившиеся летучие выделения (смолы), угарный газ СО.
- Все это могло бы догореть при достаточном количестве кислорода, и превратиться в углекислый газ и воду, но… Отложения оседают на всех препятствиях, на стенках камеры сгорания, на теплообменнике, в дымоходе.
Образуют большую опасность, так как могут воспламеняться при температуре больше чем та, при которой образовались. Пожар носит серьезный характер.
Способствует образованию несгоревших частиц также следующее.
- Сырые дрова, — пониженная теплоотдача, большая влага и низкая температура исходящих газов.
- Дрова с большим выходом летучих смол, — хвойные породы, а также береза. Угли с большим выходом летучих, — длиннопламенные (не путать с рекламой продавцов, называющих все угли с большим пламенем…)

Какие котлы засоряются сажей
Отдельные модели котлов, в первую очередь пиролизные на большую закладку дров, изначально предназначены для тления древесины, а затем дожига образовавшихся газов. Их значительным недостатком является недопущение сжигания сосны, ели, березы… — основных пород древесины, которые идут на дрова. А также, – большая цена, шумность, разбрасывание золы через дымоход, перерасход топлива вследствие несоответствия производимой энергии потребностям…

- Пиролизные котлы мало популярны, не выпускаются ведущими производителями, и не рекомендуются.
Другой вид котлов, подверженный ускоренному загрязнению – самые дешевые, кустарные, в которых воздух подается так, что отсутствует дожиг выделяющихся летучих поверх пламени, т.е. отсутствует так называемый вторичный воздух, кислород которого, как раз и «добивает остатки». Нужно приобретать модели классической конструкции от проверенных производителей.
Как избежать значительных отложений в котле
Чтобы гарантированно избежать накопления твердых и липких отложений в котле и дымоходе, нужно не допускать горения с недостатком кислорода.
- В западных странах уже запрещают устанавливать твердотопливные котлы без буферной емкости (теплоаккумулятора).
Нормальный режим работы котла – максимум мощности от данной закладки топлива, когда происходит горение с полным достатком кислорода. Излишнюю энергию, выделяющуюся при таком горений, накапливает буферная емкость, а после сгорания топлива, — постепенно отдает.
Но если нет буферной емкости, то остается только притушивать котел, уменьшая подачу воздуха снизу на топливо. Спасает здесь возможность котла подавать вторичный воздух – поверх пламени. Например, в старых обычных кирпичных печках с варочной чугунной панелью, не было никаких проблем с липким зарастанием. Вторичный воздух просто всегда подавался в большом количестве сверху на пламя через неплотности и открытые конфорки варочной панели.

- Также нужно не топить сырыми дровами, которые горят с низкой температурой, испаряя много влаги и выделяя вместе с ней все летучие. Даже при наличии кислорода, из-за низкой температуры, возникают несгоревшие частицы.
- Снижение температуры в котле может происходить и вследствие подачи в топку слишком влажного воздуха: — котел установлен в подсыревшем подвальном помещении, в ванной комнате, или котел питается воздухом с улицы через воздуховод, где может быть в какой-то момент очень влажно…
Проблематика с твердотопливным котлом длительного горения, использующего пиролиз, методы очистки — на видео
Как очистить дымоход своими руками? Все доступные способы и варианты

Здравствуйте все посетители блога! Сегодня речь о своего рода «романтичной профессии» — о трубочистах.
Любая печь, которая находится в бане, доме, или тот-же камин, с красивыми трещащими языками пламени, рано или поздно начинает дымить и плохо топиться.
Всему виной твёрдые продукты горения, находящиеся на стенках дымовой трубы. Чистка дымохода от сажи поможет избавиться от этих неприятных казусов. И Ваша печь обретёт новую жизнь. Как и каким способом это сделать – информация в этой статье ниже…
Из этой статьи вы узнаете:
Почему образуется сажа и когда чистить дымоход?
Чистка печных труб и самой топки печи — занятие не из приятных. Испачкавшись сажей, её довольно трудно отмыть с рук и лица. Вещи также придётся долго отстирывать, так как «чёрный продукт горения» очень хорошо въедается в ткань. Казалось бы, откуда в трубах образуется столько «мусора»? Ведь сгорая, дрова образуют только дым и другие летучие вещества. Оказывается не всё так просто.

В результате горения, помимо дыма и других различных газов, ещё образуются мельчайшие твёрдые частицы, которые оседают на стенках дымохода в виде чёрного или серого налёта. Влага, содержащаяся в дровах, во время горения испаряется и «склеивает» микрочастицы сажи между собой, которые осаждаются на стенках трубы. Итог очевиден – ухудшение тяги и дым в помещении. Печь просто перестаёт топиться, так как все каналы дымовой трубы, становятся забиты сажей и копотью.
При грамотно сделанной печи и правильной её эксплуатации, очистка дымохода может «отодвинуться» на несколько лет. Хотя никто не гарантирует отсутствие в дымоходе листьев, веток и даже птичьих гнёзд. Ещё никто не отменял шутки природы в виде ветра и других катаклизмов, а также естественные брачные желания птиц. Так что проводить профилактику дымовой трубе хотя бы раз в год будет верным решением.
Сажа может стать не только причиной плохой тяги и задымлённости помещения, но она способна значительно снизить теплоотдачу печи. Например, если у вас кирпичная печь и забитый дымоход выполнен в несколько оборотов (колодцев), то на их прогрев тратится гораздо больше времени, чем на обычное «чистое отопление».

Бывают случаи возгорания сажи прямо в трубе. При этом языки пламени вырываются высоко вверх над крышей и могут стать причиной пожара. А это уже серьёзный момент. Случается такое не часто. Но лучше всего избегать этого явления, и вовремя чистить дымоход печи или камина.
В каком же случае следует начинать чистить дымоход от сажи и копоти? Любой трубочист Вам сразу ответит: слой «чёрного пушистого налёта» более 2-3 мм. нуждается в ликвидации. Чтобы печь работала стабильно и эффективно даже такой, казалось бы, тонкий слой сажи, уже надо убирать. Речь уже не идёт о тех случаях, когда тепловой агрегат перестаёт работать и весь дым оказывается в помещении.
Способы и средства для очистки дымоходов
Механический способ
→Первый и самый результативный вариант прочистить трубу – это механическая очистка дымохода. Работа грязная, не сказать, что тяжёлая, но крайне необходимая. Для неё нам потребуются следующие приспособления: верёвка или стальной трос, ёрш, подходящий не большой груз и маленький савок. В некоторых редких случаях может пригодиться скребок, например, узкий шпатель.
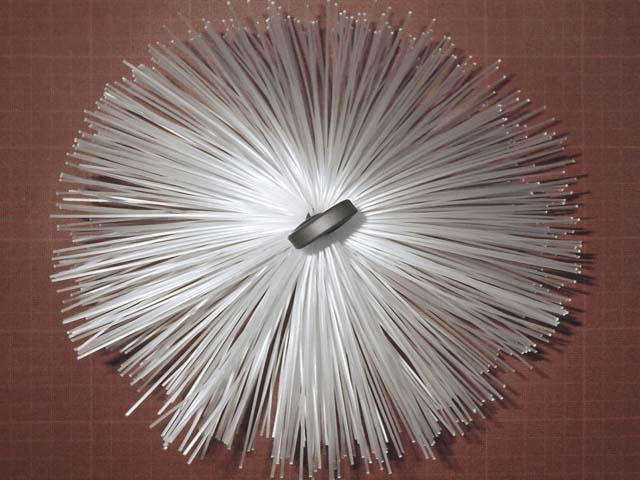
Ёршик подбирается чуть больше диаметра трубы. Чаще всего он изготавливается из жёсткого пластика. Его вполне реально смастерить из старой нейлоновой метлы. Хотя наши народные умельцы, с успехом применяют и другие материалы (видео ниже).
В роли груза, своеобразного утяжелителя для ерша, можно использовать небольшую торговую гирьку, которая применяется для взвешивания на весах (но их уже трудно раздобыть). Или найти другой подходящий для таких целей предмет. Скребок обычно применяют для труб квадратного или прямоугольного сечения. Если рукоятка у него будет наращиваемая, то таким вариантом пользоваться на много удобней и практичней.
Заниматься механической очисткой дымохода следует в сухой безветренный день. Все дверцы на печи в этот момент должны быть закрыты. Иначе сажа может хорошо «напакастить» в бане или доме. Работы начинают с крыши, опуская на верёвке в дымоход грузик с ёршиком. Возвратно-поступательными движениями очищают все стенки дымовой трубы.
Во время работы на высоте необходимо позаботиться о своей безопасности. Лестница должна надёжно лежать на крыше. Обувь следует выбрать не скользкую, чтобы она хорошо и устойчиво держала на кровле. Для страховки можно применить монтажный пояс или обыкновенную верёвку. Оптимальный вариант, если на крыше будут работать два человека – основной трубочист и помощник-страховщик.
После того, как «высотные работы» завершены, и очистка дымохода закончена, приступают к удалению сажи из топки и нижних частей колодцев (через специальные дверцы). Вот здесь и понадобится савок или для труднодоступных мест, специально сделанная ложка. Бывает так, что за сезон (1 год) в дымоходе накапливается значительное количество сажи (5-7 ведер). И это ещё не предел.
Во многих современных дровяных печах для бань, производители делают своеобразный карман в дымоходе. Сажа из трубы при очистке не осыпается в топку, а попадает в этот карман. В итоге вся копоть со стенок ссыпается вниз и перекрывает дымовой канал. Многие сталкиваются с такой проблемой: почистил трубу, а печь не топится. Просто изучите конструкцию дымохода своей печки и действуйте по обстановке.
Химический способ
→Второй вариант почистить «дымоотвод» — это применить специальные химические средства. Но этот способ не совсем эффективен и в основном применяется в роли профилактики. Промышленность выпускает довольно много различных химикатов данной тематики.
Обычно они изготавливаются в виде порошков, упакованных в бумажные пакеты или в виде таблеток. Применение простое: во время топки печи бросаете пакетик с реактивом в огонь и ждёте результата. Во время горения образуются газы, которые действуют на сажу в дымоходе и топке. Они просто разлагают структуру самой копоти и «заставляют» её осыпаться вниз.
Нельзя не упомянуть и такое средство, как «полено-трубочист». Изготавливают брикеты в виде обычного деревянного полена. Его бросают в топку вместе с дровами и через полторы — две недели ваш дымоход уже чист (средство работает, но некоторые разочаровываются в его широко разрекламированных свойствах).

Народный способ
→Существует ещё одно средство для очистки дымоходов. Его можно отнести к народным методам борьбы с сажей. В этом случае понадобятся картофельные очистки, желательно сухие, и в большом количестве (около ведра). Во время хорошо разогретой печи, в топку забрасываются очистки. Крахмал, содержащийся в них, оказывает такое же действие, как и химические реактивы, описанные выше.
3-4 таких повтора и результат будет заметен (представляете, сколько вам придётся начистить картофеля?!) Конечно, можно применить и кусочки мелко нарезанной картошки или уже готовый крахмал, но это всё только профилактика или просто помощь в быстром отслоении сажи от стенок трубы. Лучшая же очистка дымохода от сажи – это ёршик с верёвкой.
Полезные советы печников
Чтобы Ваша печь работала как можно дольше и не требовала преждевременных вмешательств в дымоотводящую систему, следует придерживаться следующих правил:

- Во время кладки кирпичной печи все дымоходы внутри старайтесь делать ровными и гладкими. Неровности и шероховатости раствора значительно «тормозят» тягу и способствуют быстрому отложению сажи.
- Не следует сжигать в печи бытовой мусор, особенно пластик, рубероид, шпалы. Такие «источники тепла» надёжно закупорят трубу, и процедура очистки дымохода станет довольно частой.
- Для профилактики состояния дымохода в старину на дрова во время горения сыпали поваренную соль. Метод работает, но как-то не актуально постоянно пользоваться солью во время топки печи.
- Использование осиновых дров помогает эффективно бороться с сажей. За счёт высокой температуры горения этого дерева происходит простое выжигание «чёрного налёта». Охапка осиновых дров в конце каждой топки печи – отличная профилактика дымохода.
- Топить печь лучше всего дровами из лиственных пород: осина, берёза, дуб и т.д. Дрова должны быть сухими, иначе влага при испарении будет способствовать быстрому образованию сажи.
- Для защиты трубы от механических компонентов: веток, листьев и т.д. рекомендуется ставить наверх оголовник или искрогаситель. Он также поможет избежать попадания внутрь лишней влаги.

Чтобы чистка дымохода от сажи и копоти не стала для Вас частым и постоянным занятием, просто придерживайтесь этих не сложных правил. И если всё-таки приходится залазить на крышу, то в этом нет ничего страшного. А побывать в роли трубочиста сегодня даже романтично. Конечно не в зимний период и не на высокой крыше!
Цитата мудрости: Люди легко верят тому, чего страстно желают .





