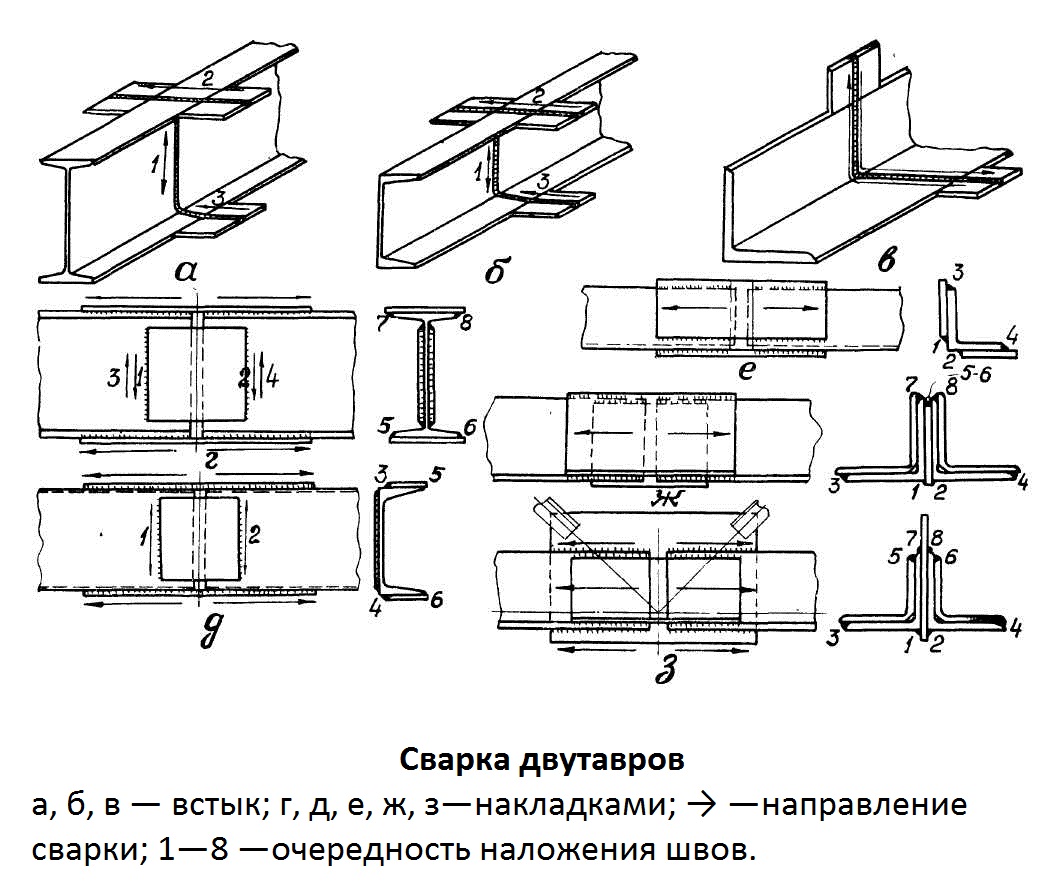
Сварка двутавровых балок
Балочные двутавры стандартных размеров производят в промышленных объемах, по индивидуальным чертежам изготавливают небольшие партии. Сварная балка состоит из трех элементов: двух стенок и промежуточного пояса. Она изготавливается из марочного листового проката, используется в высокопрочных металлоконструкциях. При небольших металлозатратах получаются надежные конструкции, выдерживающие разнонаправленные нагрузки за счет ребер жесткости.

Область применения
Быстровозводимые здания и сооружения создают с опорными и несущими металлическими каркасами, из них делают перекрытия, фермы. При использовании сварных двутавровых балок снижается вес строений, для них не нужен мощный фундамент.
Сварной двутавр характеризуется высокой прочностью, долговечностью, не подвержен усталостным разрушениям. Он применяется в тяжелом машиностроении, из него делают элементы, испытывающие большое давление, работающие на разрыв.
В отличие от двутавровых катанок, сварные не ограничены в размерах. Сваркой полос получают балки любого сечения и длины. Архитекторы не ограничены в полете фантазии.
В процессе изготовления двутавровых профилей образуется мало отходов. Их можно делать с полками и стенками из разных марок стали: в местах минимальных напряжений используют углеродистую сталь или перфорированные стальные листы, нагруженные части делают из легированного проката.
Виды металлических сварных балок
Налажено непрерывное производство двутавров различного назначения. По стандарту выделяют несколько видов балок двутаврового сечения:
- с небольшой длиной полок по отношению к перегородке, они применяются для подвесных путей, перекрытий, укрепления шахтных выработок;
- с пропорциональным размером перегородки и полок, они применяются при возведении опорных каркасов, армирования декоративных колонн.
По точности изготовления бывают двутавровые профили двух видов: обычные и высокоточные.
Технология производства сварных балок двутаврового сечения
Мелкие партии делают с применением электродуговой или аргоновой сварки в зависимости от марки металла, его способности свариваться.
Для изготовления сварных балок промышленным способом применяются специальные сварочные линии. Для защиты ванны расплава от окисления применяют флюсы.
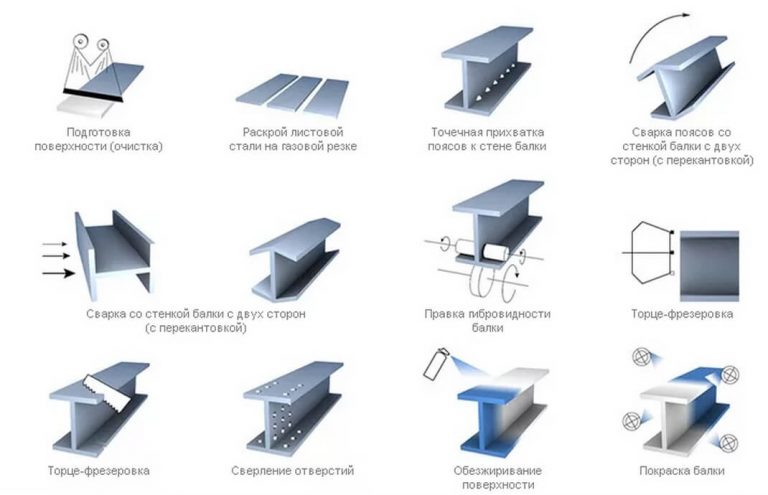
Сварка балки в автоматическом режиме схожа с ручным изготовлением двутавра. Основные технологические этапы:
- раскрой листового проката на полосы необходимой ширины на терморезке с программным управлением, средняя скорость раскроя 1 м/мин.
- фрезерование торцов на торцефрезерных станках сокращает зазор стыка между стеной и полкой, улучшает качество сварки;
- процесс сборки двутавра осуществляется с большой скоростью на специальном станке, ленты металла фиксируют прижимные приспособления с гидравлическими усилителями; сначала делается т-образный стык, затем присоединяется вторая стенка; такую конструкцию удобно сваривать;
- сварные работы проводятся на автоматах портального типа двух видов: а) наклоненными электродами неглубоко проваривают сразу два шва; б) шов в «лодочку» создается поэтапно: сначала с одной стороны двутавровой перегородки, затем с другой; металл проваривается на большую глубину;
- завершающий этап – правка двутавровой балки на специальных роликах, устраняются небольшие перекосы, возникшие во время сборки и сварки профиля.
Производительность комплексных линий высокая, швы получаются прочные, процент брака невысокий.
Возможные дефекты
Во время сварки двутавровой балки из-за несоблюдения технологии возникает кристаллизация стали от высокой температуры. Из-за расхождения по фазам в металле возникают внутренние напряжения. Снижается прочность и жесткость, увеличивается риск корродирования.
При сварке стальных листов возможны и другие дефекты:
- нарушение формы шва отклонение от формы наружных поверхностей или геометрии стыка;
- прожоги, когда расплав вытекает из ванны, образуются дырки в шве;
- подрезы – канавки вдоль границы соединения;
- трещины, образующие в местах разрыва шва;
- шлаковые или вольфрамовые включения в диффузионном слое, при высокой скорости сварки образуются тугоплавкие оксиды.
Металлоизделия с дефектами ненадежные, они не выдержат большой нагрузки на изгиб, кручение. Их отбраковывают и проваривают снова, если это возможно.
Сварка двутавровых балок между собой
Монтаж балочных металлоконструкций предусматривает соединение двутавров встык или под углом. Для усиления соединений используют металлические накладки – прямоугольники, вырезанные из листового проката.
Сварка балок встык проводится после обработки торцов. На них делают угловые скосы, чтобы шов хорошо проварился. Дополнительно на каждую из сторон стенок и обе полки обязательно крепят накладки, их приваривают для укрепления и защиты соединительного шва. При таком соединении несущая конструкция из двутавровых балок после сварки не снижается.
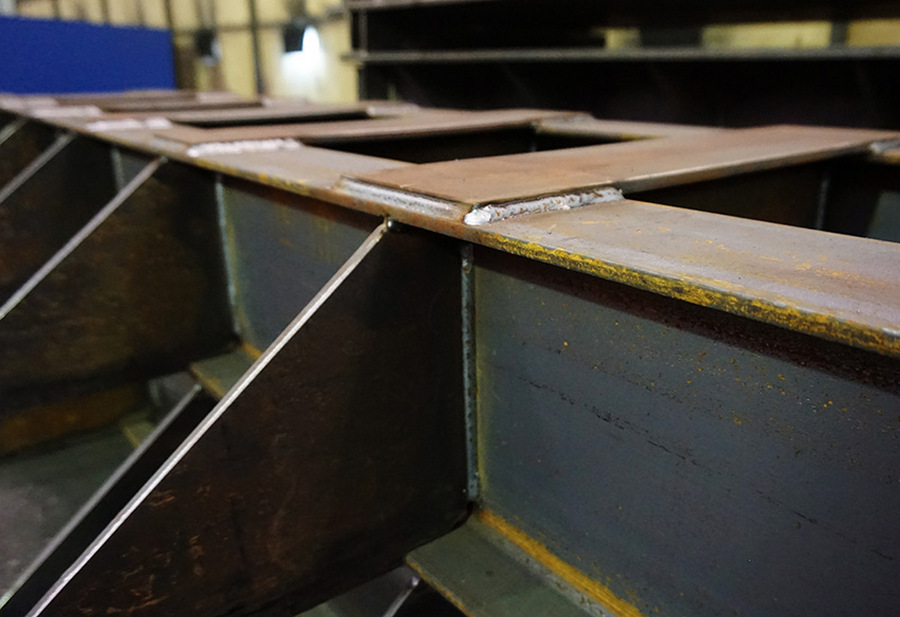
Под углом двутавры соединяют так, чтобы второстепенный опирался на главный. В верхней полке главного вырезают равнобедренный треугольник с вершиной в 90°. Его место займет аналогичная вставка второстепенного двутавра, срезы должны плотно прилегать друг к другу. Нижняя полка срезается на ½ ширины так, чтобы срез упирался в полку главной двутавровой балки. Сварка проводится заподлицо. Усиливается соединение нижней накладкой.
Второстепенный швеллер приваривается к опорному двутавру под углом 90°. Сначала стыкуют верхнюю полку швеллера с балочной полкой, срезая их под углом 45°. Нижние полки соединяются так, чтобы швеллер упирался в стенку двутавровой балки, лишнее срезается. Затем наваривается нижняя укрепляющая накладка.
В горизонтальном положении сварку проводить легче. Продольная ось искривляется минимально. При вертикальной сварке возможен прогиб поперечин, поэтому проводят разметку всех ребер жесткости.
Накладки для сварки двутавра выкраиваются в форме ромба, размещаются симметрично продольной оси. Обвариваются косыми швами по всему периметру. Накладки концентрируют напряжение у швов, компенсируя изменившуюся после сварки форму сечения.
Двутавровые балки рассчитывают на большую нагрузку. При работе с ними необходимо придерживаться разработанной технологии. Она учитывает распределение усилий по направляющим. Качественно выполненные сопряжения – залог долгой эксплуатации металлоконструкций.
Соединение_двух_двутавровых_балок
Стыки элементов из двутавров по ГОСТ 26020-83 и ГОСТ 8239-89.
Конструктивное решение.



Конструкция стыка, размеры стыковых накладок и сварных швов в зависимости от типа двутавров, стали двутавров и накладок, типа электродов или марки сварочной проволоки должны соответствовать указанным на данном чертеже и табл.1
Таблица 1.
Сталь элементов и накладок марки С245. Тип электродов Э42, Э42А. Марка сварочной проволоки Св-08А
Сварка двутавровых балок
Балочные двутавры стандартных размеров производят в промышленных объемах, по индивидуальным чертежам изготавливают небольшие партии. Сварная балка состоит из трех элементов: двух стенок и промежуточного пояса. Она изготавливается из марочного листового проката, используется в высокопрочных металлоконструкциях. При небольших металлозатратах получаются надежные конструкции, выдерживающие разнонаправленные нагрузки за счет ребер жесткости.
Область применения
Быстровозводимые здания и сооружения создают с опорными и несущими металлическими каркасами, из них делают перекрытия, фермы. При использовании сварных двутавровых балок снижается вес строений, для них не нужен мощный фундамент.
Сварной двутавр характеризуется высокой прочностью, долговечностью, не подвержен усталостным разрушениям. Он применяется в тяжелом машиностроении, из него делают элементы, испытывающие большое давление, работающие на разрыв.
В отличие от двутавровых катанок, сварные не ограничены в размерах. Сваркой полос получают балки любого сечения и длины. Архитекторы не ограничены в полете фантазии.
В процессе изготовления двутавровых профилей образуется мало отходов. Их можно делать с полками и стенками из разных марок стали: в местах минимальных напряжений используют углеродистую сталь или перфорированные стальные листы, нагруженные части делают из легированного проката.
Виды металлических сварных балок
Налажено непрерывное производство двутавров различного назначения. По стандарту выделяют несколько видов балок двутаврового сечения:
- с небольшой длиной полок по отношению к перегородке, они применяются для подвесных путей, перекрытий, укрепления шахтных выработок;
- с пропорциональным размером перегородки и полок, они применяются при возведении опорных каркасов, армирования декоративных колонн.
По точности изготовления бывают двутавровые профили двух видов: обычные и высокоточные.
Технология производства сварных балок двутаврового сечения
Мелкие партии делают с применением электродуговой или аргоновой сварки в зависимости от марки металла, его способности свариваться.
Для изготовления сварных балок промышленным способом применяются специальные сварочные линии. Для защиты ванны расплава от окисления применяют флюсы.
Сварка балки в автоматическом режиме схожа с ручным изготовлением двутавра. Основные технологические этапы:
- раскрой листового проката на полосы необходимой ширины на терморезке с программным управлением, средняя скорость раскроя 1 м/мин.
- фрезерование торцов на торцефрезерных станках сокращает зазор стыка между стеной и полкой, улучшает качество сварки;
- процесс сборки двутавра осуществляется с большой скоростью на специальном станке, ленты металла фиксируют прижимные приспособления с гидравлическими усилителями; сначала делается т-образный стык, затем присоединяется вторая стенка; такую конструкцию удобно сваривать;
- сварные работы проводятся на автоматах портального типа двух видов: а) наклоненными электродами неглубоко проваривают сразу два шва; б) шов в «лодочку» создается поэтапно: сначала с одной стороны двутавровой перегородки, затем с другой; металл проваривается на большую глубину;
- завершающий этап – правка двутавровой балки на специальных роликах, устраняются небольшие перекосы, возникшие во время сборки и сварки профиля.
Производительность комплексных линий высокая, швы получаются прочные, процент брака невысокий.
Возможные дефекты
Во время сварки двутавровой балки из-за несоблюдения технологии возникает кристаллизация стали от высокой температуры. Из-за расхождения по фазам в металле возникают внутренние напряжения. Снижается прочность и жесткость, увеличивается риск корродирования.
При сварке стальных листов возможны и другие дефекты:
- нарушение формы шва отклонение от формы наружных поверхностей или геометрии стыка;
- прожоги, когда расплав вытекает из ванны, образуются дырки в шве;
- подрезы – канавки вдоль границы соединения;
- трещины, образующие в местах разрыва шва;
- шлаковые или вольфрамовые включения в диффузионном слое, при высокой скорости сварки образуются тугоплавкие оксиды.
Металлоизделия с дефектами ненадежные, они не выдержат большой нагрузки на изгиб, кручение. Их отбраковывают и проваривают снова, если это возможно.
Сварка двутавровых балок между собой
Монтаж балочных металлоконструкций предусматривает соединение двутавров встык или под углом. Для усиления соединений используют металлические накладки – прямоугольники, вырезанные из листового проката.
Сварка балок встык проводится после обработки торцов. На них делают угловые скосы, чтобы шов хорошо проварился. Дополнительно на каждую из сторон стенок и обе полки обязательно крепят накладки, их приваривают для укрепления и защиты соединительного шва. При таком соединении несущая конструкция из двутавровых балок после сварки не снижается.
Под углом двутавры соединяют так, чтобы второстепенный опирался на главный. В верхней полке главного вырезают равнобедренный треугольник с вершиной в 90°. Его место займет аналогичная вставка второстепенного двутавра, срезы должны плотно прилегать друг к другу. Нижняя полка срезается на ½ ширины так, чтобы срез упирался в полку главной двутавровой балки. Сварка проводится заподлицо. Усиливается соединение нижней накладкой.
Второстепенный швеллер приваривается к опорному двутавру под углом 90°. Сначала стыкуют верхнюю полку швеллера с балочной полкой, срезая их под углом 45°. Нижние полки соединяются так, чтобы швеллер упирался в стенку двутавровой балки, лишнее срезается. Затем наваривается нижняя укрепляющая накладка.
В горизонтальном положении сварку проводить легче. Продольная ось искривляется минимально. При вертикальной сварке возможен прогиб поперечин, поэтому проводят разметку всех ребер жесткости.
Накладки для сварки двутавра выкраиваются в форме ромба, размещаются симметрично продольной оси. Обвариваются косыми швами по всему периметру. Накладки концентрируют напряжение у швов, компенсируя изменившуюся после сварки форму сечения.
Двутавровые балки рассчитывают на большую нагрузку. При работе с ними необходимо придерживаться разработанной технологии. Она учитывает распределение усилий по направляющим. Качественно выполненные сопряжения – залог долгой эксплуатации металлоконструкций.
Как скреплять двутавры стальные

Самый крепкий из металлических профилей — двутавр стальной — нуждается в таком же надежном креплении, чтобы вся конструкция или каркас с его использованием могли выдерживать большие нагрузки.
Балки стальные двутавровые чаще всего используются именно в качестве балок (для настила, главных или вспомогательных, а иногда даже колонн). Они соединяются между собой и с другими изделиями металлопрокат с помощью примыкания сбоку или сверху. В последнем случае для двутавра нужно сделать опорное ребро жесткости, чтобы его центр совпадал с осью полок балки.
Удлинение
Если нужно соединить две двутавровые балки по одной прямой, то есть как бы удлинить их, то можно приварить двутавры к стальной прокладке с обеих сторон угловыми сварочными швами. Кромку при этом можно не обрабатывать дополнительно. Однако этот способ используется не так часто, как накладочный.
Использование накладок предполагает их установку снаружи полок двутавра и с обеих сторон стенки. Их требуется обрезать или изначально изготовить в нужной ромбической форме, тогда получится обварить их потом по периметру с той стороны, где накладка параллельна полке.
Подобные способы, которые требуют дополнительных элементов, используются только тогда, когда конструкция с использованием стального двутавра не испытывает слишком большой нагрузки и не является ответственной. Каждая лишняя приварная деталь — это дополнительный источник «слабости» каркаса, так что для важных опор лучше изначально заказать длинные двутавровые балки и подгонять их под нужные размеры без сварки и крепления.
Соединение равновысоких двутавров
Если нужно соединить главную и второстепенную балку одинаковой высоты, то есть более надежный способ сварки, чем использование обычных накладок.
Для этого метода нужно вырезать равнобедренные треугольники в верхней полке основной двутавровой опоры, чтобы угол в вершине был прямой. К нижней полке этой же опоры нужно приварить накладку. У второстепенной опоры на нижней полке делаются вырезы в два раза уже, чем нижняя полка основной опоры, а верхняя полка обрезается в виде равнобедренного треугольника с прямым углом в вершине.
Сначала нужно установить в каркас основную опору, затем на накладку – второстепенная, и все места соединений свариваются. Последней приваривается накладка, которая скрепляет обе нижние полки.
Соединение двутавра металлического болтами
Двутавровая балка стальная в продаже отличается тем, что ее помимо сварки можно скреплять болтами. Это чаще всего нужно, если конструкция должна быть передвижной.
У этого метода есть свои преимущества. Во-первых, места болтового крепления прочнее, так как лишены остаточного напряжения металла после сварки. Во-вторых, такую конструкцию можно собирать и разбирать любое количество раз. В-третьих, не требуются специальные работы по разрезанию и сварке, а значит – и отдельные специалисты этого дела. Наконец, в-четвертых, такая конструкция лучше противостоит ударам и вибрации.
Соединение двутавров

Двутавровая балка – это разновидность металлопроката, которая отлично справляется с сильными поперечными или продольными нагрузками. Она отличается высокой жесткостью, поразительной надежностью. Продукция применима в создании каркасов различных конструкций.
Есть два основных метода изготовления двутавровых балок: прокат целостных отливок или электродуговая сварка. В первом случае имеем дело с горячекатаными изделиями. При использовании электродуговой сварки можно получить сборный металлопрокат. Горячекатаные изделия считаются более прочными за счет отсутствия сварочных швов.
Для производства применяется прочная сталь. Еще важную роль играет соединение двутавровых балок. Для достижения цели используется свариванием, фиксация на болты или сочетаются оба эти метода. Способ обработки обычно зависит от особенностей эксплуатации готового изделия, сложности, срочности работ.
Компания «СТАЛЬМЕТ» выполняет быстрые поставки металлопроката, в том числе – балок двутавровых. Кроме этого занимается обработкой изделий. Наши специалисты определяют оптимальный способ работы с сырьем, исходя из обстоятельств, требований к готовой продукции. Вы останетесь довольны качеством работы.
Для заказа нашей продукции и услуг оставьте заявку через форму обратной связи. К нам обращаются клиенты из Санкт-Петербурга и Ленинградской области. Мы предлагаем им бесплатную консультацию. Гарантируем выгодные условия сотрудничества. Обеспечиваем доставку партии по СПб.
Сваривание двух двутавровых балок между собой
Для соединения встык или удлинения металлопроката можно сварить две двутавровые балки. Этот метод нужен, когда требуется прикрепить второстепенный двутавр к основному, выполнить монтаж пролетов.
Варианты сварного соединения двух элементов между собой:
- Встык. Подготовка к свариванию встык предполагает обработку торцов – создание угловых скосов. После торцевого шва помещают накладку – прямоугольную деталь из листовой стали. Ее приваривают на полки двутавровой балки и на высоту ее стенки.
- Под углом 90°C. Мастера используют метод для фиксации основной и вспомогательной двутавровой балки. Чтобы прочно скрепить оба изделия между собой, они должны находиться на одном уровне. Важно, чтобы сварной шов был ровным. Такое соединение выбирают, когда допускают дальнейшую высокую нагрузку на несущую конструкцию. Сначала устанавливают основную балку, потом приваривают второстепенную. На верхней полке ведущего двутавра вырезают треугольник со сторонами единой длины. К нижней – монтируют специальную стальную накладку, которая усилит соединение. Верхнюю полку второстепенного двутавра сжимают до размера треугольника, вырезанного на основной балке.
- С соблюдением угла 90°C и монтажом швеллера. Верхнюю полку швеллера срезают под углом 45°C, а нижнюю изменяют так, чтобы срез смог соединиться с нижней полкой двутавра. Стенки обоих элементов должны упираться друг в друга. Для прочности соединения используют накладку из листовой стали снизу. Так можно гарантировать, что два изделия выдержат нагрузку.
Сварка двутавровых балок способствует неразъемному соединению. Выше описаны три самые популярные способы. Уточним, что соединение балок встык обычно используется тогда, когда готовая конструкция не будет сталкиваться с повышенной нагрузкой.
Особенности болтового соединения двутавров
Болты используют для создания прочного разъемного соединения. Этот метод оправдан при установке временных опор или в случаях, когда предполагается возможность демонтажа металлоконструкций.
Особенности соединений двутавровых балок болтами:
- простота и оперативность использования крепежа – процедуру может выполнить даже мастер без особой квалификации;
- в узлах крепления не остаются остаточные напряжения, в отличие от случаев, когда одну двутавровую балку приваривают к другой;
- способность выдерживать вибрацию и другие возможные нагрузки;
- легкий и быстрый способ проверки качества скрепления между балками;
- устойчивость к высоким ударным нагрузкам – нет риска ослабления узлов двутавровых балок.
Однако, в случае болтового соединения нужно постоянно проверять и подтягивать крепежи. В некоторых случаях такое пристальное внимание к балкам сложно осуществимо или невозможно вовсе. Метод отличается трудоемкостью и высоким расходом металлопроката для скрепления двутавров между собой. Со временем болты изнашиваются, могут покрыться ржавчиной, поэтому всегда есть риск разрушения крепежа.
Назначение комбинированного метода
Можно совместить перечисленные способы соединения, чтобы добиться самого эффективного результата. Комбинированное крепление рекомендовано двутавровым балкам при скреплении больших пролетов.
Метод предполагает, что мастер закрепляет оба изделия болтами, а потом сваривает металлопрокат. Сначала двутавры фиксируют болтами с помощью накладок. Потом пояса надежно сваривают. Третий этап – скрытие технологичных окон с применением специальных накладок и прокладок. Готовое соединение очень прочное. Оно устойчиво к ударам, вибрациям, морозам.
Вместо выводов о балках
Стыковка между двутавровыми балками – это не самый легкий процесс, который, однако, помогает создавать надежную несущую конструкцию для выполнения строительных задач. Есть три метода соединения: сваривание, скрепление на болты или одновременное использование двух первых вариантов. Они отличаются технологией, скоростью и прочностью работы.
Сваривание используют там, где двутавровую балку потом не придется убирать. Сначала соединяют узлы, потом внутренние стыки поясов, а затем стык стенки. Наружные стыки между двутавровыми балками скрепляют в последнюю очередь. Допустим зазор на стыке торцов, если его размер до 10 мм.
Сваривание считается эффективным методом вечного крепления, чего не скажешь о болтовом креплении двутавровых балок. Второй вариант часто выбирают, если есть возможность регулярно «подтягивать» крепежи между двутавровыми балками или есть потребность в демонтаже с повторной установкой конструкций в другом месте. Болты могут ржаветь, причинять другие неудобства, но при этом их могут устанавливать мастера без особой квалификации. Используя накладки между двутавровыми балками, можно гарантировать прочность соединений. Но если есть возможность, лучше выбрать сваривание.
Если оба варианта хороши, но есть ограничения, можно выбрать третий комбинированный способ – взять лучшее от каждого способа и использовать в решении конкретной задачи. Этот вариант прямо необходим в работе с крупногабаритными металлоконструкциями и сложными объектами. В остальных случаях одновременное использование болтов и сварки считается лишь одним из возможных методов, позволяющим скрепить одну балку с другой.
Что мы предлагаем?
- четкое соблюдение технологии для гарантии надежности при дальнейшем использовании металлоконструкции в ваших задачах;
- оперативная поставка двутаврового металлопроката на ваш объект для выполнения строительных работ;
- гарантия качества материалов, оказанных услуг от мастеров компании «СТАЛЬМЕТ»;
- бесплатная предварительная консультация от менеджеров по телефону;
- наличие удобного расположения и высоких производственных мощностей;
- большой выбор металлопроката, прозрачный расчет цены за партию продукции.
Сделайте заказ – мы привезем двутавровую балку необходимой партией в Петербурге. Вся стальная продукция согласована с нормами ГОСТ. Создавайте прочные швы и крепления между двутаврами, чтобы гарантировать максимальную надежность конструкции. Для заказа продукции оставьте нам свою срочную заявку.
Как самостоятельно сделать двутавр сварной — этапы и особенности
Балочные двутавры стандартных размеров производят в промышленных объемах, по индивидуальным чертежам изготавливают небольшие партии. Сварная балка состоит из трех элементов: двух стенок и промежуточного пояса. Она изготавливается из марочного листового проката, используется в высокопрочных металлоконструкциях. При небольших металлозатратах получаются надежные конструкции, выдерживающие разнонаправленные нагрузки за счет ребер жесткости.

Особенности стыков балки при сварке.
При сварке балок обычно используют прямой сварной стык, который при дополнительных условиях может выполняться с использованием специальных накладок ромбической формы. Эти накладки используются для тех участков балки, на которые будет приходиться наибольшее напряжение.
Стыки поясов балки обычно выполняются равнопрочными швами. Хотим заметить, что в нижнем поясе они делаются чаще всего косыми, а верхнем – обычно прямыми.
Сварка стыков балки обычно производится определенным типом электродом, например Э42.
Изготовление и применение
Благодаря способности выдерживать большие нагрузки на изгиб в разных плоскостях, на сдвиг и кручение, стальные двутавровые балки составляют основу несущих конструкций быстровозводимых каркасных зданий и потолочных перекрытий.
Внутрицеховые грузоподъемные механизмы (кран-балки и мостовые краны) перемещаются по направляющим, изготовленным из балок двутаврового сечения.
Изготовление двутавровых балок осуществляется двумя способами:
- методом проката цельных отливок. Такие двутавровые балки называются горячекатаными;
- электродуговой сваркой предварительно раскроенных листовых заготовок, в результате чего получают сварную сборную двутавровую балку.
Горячекатаные двутавровые балки производятся на прокатных станах металлургических предприятий. Такая технология позволяет получить цельное изделие, не содержащее швов и обладающее высокой прочностью.
Сборку и сварку двутавровой балки осуществляют на автоматических линиях. Такая балка незначительно уступает цельнокатаной по прочности, но может быть выполнена по специальному заказу, с учетом требований конкретного проекта.
Производство горячекатаной двутавровой балки осуществляется в соответствии с ГОСТ 26020-83, сварной двутавр производители выпускают по своим собственным техническим условиям (ТУ).
Порядок работ при сваривании стыков балки.
При сваривании стыков балки соблюдение определенного порядка работ имеет очень большое значение.
Распишем эти этапы:
- На первом этапе собираются элементы, имеющие поперечные швы. Отметим, что сваривать их необходимо по отдельности: отдельно стыки поясов, стыки стенки, отдельно делается приварка ребер жесткости. Связано это с тем, что такие поперечные соединения дают усадку с максимальным значением.
- Когда сборка балки осуществлена, производят накладку поясных швов. Заметим, что когда для сваривания применяется автоматический способ, то ребра жесткости должны присоединяться уже после выполнения поясных швов.
Порядок сварочных работ также показан на рисунке 2. Цифрами от 1 до 5 обозначен порядок выполнения монтажных стыков балки. Мы видим, что сначала, как и говорилось, выполняются поперечные швы. Заметим, также, что швы под номерами 2 и 3 выполняют с небольшими пропусками: с двух сторон стыка оставляются незаваренные участки длиной до 30 сантиметров. Это необходимо для свободной усадки.
В последнюю очередь производится сваривание продольных швов (4 и 5), которые также имеют продольную усадку, но незначительную.
Способы соединения двутавров
При осуществлении монтажа балочных конструкций выполняются сварные соединения элементов в различных сочетаниях. Среди них можно выделить типовые способы соединение двутавровых балок.
Встык
Для соединения способом «встык» свариваемые фрагменты стыкуют предварительно обработанными торцами. Обработка состоит в том, что на торцевых срезах выполняют угловые скосы для более глубокой проварки соединения.
Учитывая несущие функции двутавровых балок, их соединение не ограничивается выполнением торцевых швов. Для усиления участка стыковки обычно применяют четыре накладки – по одной на каждую из полок, и по одной на каждую из сторон стенки.
Накладки представляют собой прямоугольники из листового металла. Они накладываются поверх соединительного шва, затем привариваются по периметру. Накладки на полки делают на всю ширину полки двутавровой балки, накладки на стенку – на всю высоту стенки.
Под прямым углом
Такое соединение осуществляется между главной и второстепенной несущими двутавровыми балками каркасной конструкции, находящимися на одном уровне. В этом соединении главная балка служит опорой второстепенной.
Сварочные работы выполняются в следующей последовательности. В верхней полке главной двутавровой балки делают вырез в форме равнобедренного треугольника с углом, близким к прямому.
Верхняя полка второстепенного двутавра вырезается под вставку в треугольный вырез главнойдвутавровой балки, а нижняя его полка срезается на величину половины ширины.
В результате должно получиться следующее. Плотное совмещение вырезов верхних полок двутавров, стыковка торца стенки второстепенной двутавровой балки с боковой поверхностью стенки главного двутавра и прилегание среза нижней полки второстепенной двутавровой балки к полке главного двутавра.
Полученное таким образом совместное закрепление заподлицо двух перпендикулярных двутавровых балок усиливается привариваемой снизу листовой накладкой.
Сваривание двутавра со швеллером под прямым углом
Это соединение выполняется, если второстепенной двутавровой балкой служит швеллер. Если стенки двутавра и швеллера одинаковы по высоте, можно поступить следующим образом.
Верхняя полка швеллера срезается род углом 45 °, на верхней полке двутавровой балки делается аналогичный по форме вырез. Нижняя полка швеллера отрезается с таким расчетом, чтобы при стыковке срез совместился с нижней полкой двутавра, а стенка швеллера уперлась в стенку двутавра. Так же, как и в предыдущем случае, соединение укрепляется накладкой снизу.
Инженерная мысль не стоит на месте. Кроме описанных технологий сварки могут применяться вновь созданные, на смену устаревающему сварочному оборудованию приходит обновленное, модернизированное или принципиально новое. Не исключено, что и традиционная сварка когда-нибудь уступит место другой технологии неразъемных соединений.
Формулы для расчета стыков балки.
Отметим, что стыки всех элементов балки должны рассчитываться отдельно. Однако изгибающий момент будет распределен между всеми элементами сварной балки пропорционально к инерции. Эта особенность диктует нам необходимость при расчетах стенки балки использовать формулу, показанную на рисунке.
В данной формуле мы используем обозначение Мб для полного расчетного момента в стыке сварной составной балки; Jст – для момента инерции стенки; Jб – для момента инерции балки целиком.
Отметим, что расчетная поперечная сила (Q), которая действует в стыке балки, обычно передается на стенку. Также заметим, что прочность стыка стенки рассчитывается по обычной формуле изгиба, когда применяется шов встык.
Для проверки стыков пояса специалисты применяют такую формулу:
Замена швеллерами
На практике при возведении строительных конструкций для получения двутаврового сечения иногда используется сварка швеллеров между собой. Если швеллеры применяются взамен предусмотренных проектом двутавровых балок, такая замена должна согласовываться.
Согласование использования альтернативного материала отражается изменениями, вносимыми в соответствующие разделы рабочего проекта. Возможность замены определяется по результатам поверочных расчётов на прочность, выполняемых проектировщиками.
Способ применяемой сварки швеллеров между собой также определяется расчётом. Это может быть сварка непрерывным или прерывистым швом, либо с применением соединительных накладок.
При сварке швеллеров непрерывным швом, в результате температурных деформаций металла, может произойти скручивание профиля. Избежать этого явления можно, применяя специальные струбцины, а также, накладывая сварочные швы небольшими участками, чередуя при этом стороны соединяемых профилей.
При необходимости удлинить такую конструкцию, осуществляют сварку швеллеров встык. Места стыковых сварочных швов швеллеров, образующих двутавр не должны совпадать друг с другом. Для усиления конструкции сварной шов можно укрепить с помощью накладки.
Сваривание стыков балки автоматами под флюсом.
Скажем несколько слов об автоматической сварке стыков. Если сваривание балки осуществляется под флюсом с применением сварочных автоматов, то могут применяться разные приемы, также как и последовательность может отличаться.
Сварка может осуществляться наклоненным электродом, что позволяет делать одновременно два шва. С другой стороны у этого способа есть и недостатки. При наклоненном электроде увеличивается риск подрезать полки или стенки балки.
Кроме того, швы могут выполнять в положении, называемом специалистами, «лодочка». Это создает лучшие условия для образования шва, проплавления и пр. Однако, среди минусов такого способа – необходимость проворачивать изделие после выполнения каждого сварного соединения. Данный недостаток решается использованием специальных позиционеров-кантователей.
Процесс сваривания стыков балки требует тщательной подготовки, проведения и проверки расчетов моментов инерции, изгибающего момента и пр. Важно соблюдать технологию сваривания балок, неправильность которой может повлиять на будущую металлоконструкцию в целом.
Технология производства
В типовом варианте, двутавровая балка получают из трех листовых заготовок: стенки и двух полок, привариваемых к её торцам под прямым углом. Изготовление осуществляется на специализированных сборочных линиях, настроенных на выпуск балки определенного размера.
Заготовки перемещаются на специальных катках и предварительно закрепляются в нужном положении зажимными устройствами, оснащенными гидравлическим или пневматическим приводом.
На зафиксированном зажимным устройством участке собираемой балки делаются прихватки сваркой по поясному шву. После этого, балка перемещается по каткам, вновь закрепляется, и сваркой прихватывается следующий ее участок.
Поясной шов проваривается окончательно после того, как вся конструкция оказывается предварительно скреплённой сварными прихватками.
Сварка тавровых соединений стенки с полками осуществляется в автоматическом режиме под слоем флюса. Процесс автоматической сварки может выполняться разными приспособлениями. Это могут быть сварочные манипуляторы, горелки которых варят, перемещаясь по заданным траекториям посредством шарнирных соединений с несколькими степенями свободы.
Также могут применяться более простые устройства типа самоходных сварочных тракторов, гораздо больше подходящих для создания прямолинейных соединений.
Еще один класс устройств, способных автоматически сваривать поясные швы двутавровых балок, это консольные или портальные установки. В их состав, кроме собственно сварочного оборудования, входит аппаратура слежения и контроля качества сварного шва, а также устройства подачи флюса и последующей очистки шва от его остатков.
Такие установки осуществляют сварку под оптимальным углом, составляющим 45 °, чем обеспечивается наиболее благоприятное расположение сварочной ванны, и соответственно, высокое качество сварного шва.
Интенсивный нагрев заготовок в процессе сварки приводит к короблению полок. По этой причине процесс сборки двутавровых балок включает процедуру их выравнивания, осуществляемую на специальных машинах для исправления грибовидности.
На завершающей стадии изготовления производится фрезерная обработка торцов изделия.
Возможные проблемы и особенности
Чтобы не сталкиваться с основными проблемами, вы должны обеспечить, чтобы готовое соединение не работало на растяжение. Отсутствие этой ошибки в работе предотвращает нежелательные изменения конструкции во время монтажа. Нельзя варить все части сразу. После соединения первых деталей подождите несколько минут, чтобы избыточное напряжение не накапливалось в металле.
Преимущества двутавровых балок
У двутавровых балок есть множество преимуществ. Их можно использовать для того, чтобы перекрыть большие пролёты. Для этого даже не понадобится строить несущую стену. Они устойчивы и могут выдержать вертикальные и горизонтальные серьезные нагрузки.
Двутавры устойчивы к погодным перепадам и коррозии, невоспламеняемые. Их использование значительно ускоряет построение здания. Эти и многие другие причины определяют популярность двутавровых балок в промышленном и частном строительстве.
Явные недостатки можно заметить только у прокатных двутавров. Максимальный размер таких — двенадцать метров. Если же нужно длиннее, найти такую не получится, ведь часто заводы не имеют подходящих станков. Возможности сделать прокаты по индивидуальному заказу нет, а разнообразие изделий на строительном рынке оставляет желать лучшего. Из-за таких проблем потребители чаще используют стыковые балки.
Составная двутавровая применяется чаще, чем прокатная по нескольким причинам. Такая балка имеет большую прочность при меньшем весе конструкции. Цены на сварочное изделие ниже, так как изготавливают его из сплава разных видов стали. Создание проката требует использование только заготовок из одного типа стали.
Соединение двутавровых балок
Череповецкий завод металлоконструкций занимается проектированием, изготовлением и доставкой изделий. В данной статье рассмотрим понятие двутавровых балок, технологии работы с ними и особенности применения.
Двутавровая балка – это металлический прокат Н-образного сечения, который отличается особой прочностью и жесткостью. Изделие подходит для применения в возведении жилых и нежилых зданий, тоннелей и других сооружений с высокими нагрузками.
Двутавровые балки, используемые в строительстве, должны быть практически одинаковой прочности с телом металлопроката. Изготавливаются двутавры в соответствии с требованиями ГОСТ.
Двутавры соединяются между собой двумя способами:
- при помощи сварки;
- при помощи болтов.
Изготовить комплектующие для соединения двутавровых балок не всегда возможно, особенно в условиях площадки для строительства. Поэтому для усиления стыковочных узлов применяют заводские стыковочные элементы.
Методы соединения двутавровых балок
Прочность и надежность двутавровых балок зависит не только от характеристик и качество самого металлопроката, но и правильности соединения двутавров между собой. Монтаж производится методом сварки либо путем болтовых или клепочных соединений.
Сварка
Сварка – это один из самых надежных методов соединения балок. Для создания более качественного шва используют заводские накладки. Метод можно осуществлять соединением встык (когда балку нужно удлинить) или перекрестным креплением второстепенного изделия к основному.

Соединение балок встык происходит двумя способами:
1. Через прокладку.
Между концами двутавровых балок размещается пластина из стали, которая по габаритам выходит за границы их профиля. Затем пластину приваривают угловых швом с обеих сторон. Такой метод используется для работы металлических прокатов разных размеров.
Преимущества такого способа:
- простое исполнение (достаточно соблюсти прямизну продольной оси);
- высокая скорость работы (предварительная разделка кромок не требуется).
2. С помощью накладок.
Чтобы усилить сварные стыки, можно применять накладки. Перед этим происходит скос на кромке двутавровой балки, чтобы обеспечить более высокое качество провара. Сварка металлопроката осуществляется с соблюдением прямизны. На верх и низ полок устанавливаются накладки из листовой стали в форме ромба или прямоугольника с соблюдением симметричности формы относительно оси, проходящей вдоль. Затем происходит обварка накладок по периметру.
Первый и второй методы подходят в том случае, когда не требуется высокая нагрузка на конструкцию, и она является неответственной.
3. Крепление второстепенного изделия к основному.
Метод подходит для ответственных конструкций, способных выдерживать серьезные нагрузки. Несмотря на это, выполняется он так же просто, как и два предыдущих способа.
На верхней полке основного двутавра необходимо сделать вырезы треугольной формы с равными сторонами. К нижней – устанавливается накладка.
Верхнюю полку дополнительного двутавра сжимают до формы треугольника, соответствующего вырезам на основной балке. Ее нижняя часть срезается по длине, которая равна расстоянию до стенки основной.
Соединение происходит в два этапа:
- монтаж основных двутавровых балок;
- соединение и приварка второстепенных.
Болтовое соединение
В отличие от соединения методом сварки, болтовое можно разъединять, поэтому чаще всего используется в тех случаях, когда потребуется демонтаж конструкции.
Демонтаж также осуществляется при помощи накладок. Соединение держится на заклепках, а для демонтажа в этом случае потребуется разрушение крепежа.

- простое исполнение (не требует особой квалификации мастера);
- отсутствие остаточных напряжений в узлах, который свойственны сварному шву;
- простая проверка качества соединений (в отличие от метода сварки);
- устойчивость к вибронагрузкам и ударам.
- постоянная проверка соединений и их подтяжка (в некоторых случаях выполняется очень сложно или вовсе невозможно);
- трудоемкость работ;
- большой расход металлопроката;
- постепенный износ изделий ввиду образования ржавчины на болтах.
Соединение с использованием болтов – это процедура, аналогичная применению накладок. Необходимо лишь соблюдать следующее:
- между центрами отверстий должно быть не менее 3 диаметров заклепок;
- расстояние между болтами должно быть достаточным, чтобы можно было удобно работать инструментом.
Комбинированное соединение
Комбинированный метод подходит для соединения пролетов крупных размеров. Он сочетает в себе сварку и стыковку при помощи болтов. Метод выполняется в несколько этапов:
- Соединение двутавров при помощи резьбового крепежа из очень прочной стали и накладок.
- Сварка поясов.
- Закрытие технологических окон при помощи накладок и прокладок.

Особенности применения разных разновидностей стыковки
Двутавровые балки чаще всего используются для монтажа пролетов и балочных клеток. Перед их соединением создают специальную опору, которая нужна для правильного распределения нагрузки.
Выбор разновидности стыковки двутавра зависит от обстоятельства, при котором будет эксплуатироваться конструкция. Например, соединение балок методом сварки применяется для постоянных сооружений, которые не будут демонтированы в течение всего срока использования. Стыковочный узел должен быть особой прочности и жесткости.
Болтовое соединение оптимально для тех конструкций, которые можно будет несколько раз разбирать и заново собирать в течение всего срока эксплуатации. Для обеспечения прочности применяют заводские накладки, изготовленные по специальным габаритам. Накладки можно использовать при любой разновидности соединения изделий между собой.
Комбинированные способы соединения используют в том случае, когда требуется монтаж крупногабаритных конструкций. Мастера могут применять сварочные швы и болты одновременно.
Завод по изготовлению металлоконструкций «ЧЗМК» предлагает услуги соединения балок обычных и нестандартных размеров. В нашей команде работают только квалифицированные мастера с большим опытом, поэтому нам доверяют многие крупные компании со всей России.
Преимущества работы с нами:
- Мы строго следим за сроками, прописанными в договоре. Доставку изделий производим по всей России в срок от 3 дней в зависимости от региона.
- Мы выдаем паспорт продукции с гарантией на срок от 12 до 24 месяцев. Вся продукция снабжается сертификатами соответствия.
- Предлагаем демократичные цены на услуги за счет уменьшения сроков изготовления металлопродукции.
- Работаем в собственных цехах с 34 камерами. Благодаря этому, вы можете наблюдать за нашей работой в онлайн-режиме и своевременно вносить свои коррективы.
- Мы работаем с заказами любых объемов и стараемся выполнить их как можно быстрее.
Для оформления заказа или получения консультации обращайтесь по телефону 8 800 222 04 45. Или оставляйте заявку на сайте, мы сами вам перезвоним.
Установка секционных гаражных ворот
Установка секционных ворот для гаража состоит из нескольких типовых стадий. В этом материале мы расскажем, как установить секционные ворота Doorhan, Alutech и Hormann.
Дорхан
Монтаж ворот Дорхан подробно показан в видео и инструкции от производителя, который обещает, что с процессом установки секционного полотна справится даже новичок.
Серии ворот Yett отличаются быстрым монтажом продолжительностью в 20 минут.
Производитель крепит элементы фурнитуры на заводе, сокращая временные затраты владельца и общую трудоемкость процесса.

Официальная инструкция по сборке ворот Дорхан от производителя.
Yett 01
Yett 02
После того, как инструменты подготовлены, последовательно осуществляют сборку нижней, средней и верхней панелей. Затем выполняют установку вертикальных направляющих. Первым делом проверяют ровность пола проема, а затем крепят нижнюю панель, относительно которой выполняется монтаж вертикальных направляющих.
Затем устанавливаются горизонтальные направляющие, после чего закрепляются опорные кронштейны торсионного механизма. Панели монтируют после распорных втулок, а затем осуществляют монтаж торсионного механизма.
Крепление к потолку осуществляется за счет уголков или универсальных кронштейнов, после чего регулируют натяжение тросов, устанавливают С-профиля, буферы, амортизаторы, ручки и задвижки. Установка своими руками завершается проверкой движения хода полотна.
RSD 02
Видео состоит из двух частей:
Alutech
Отвечая на вопрос «как установить ворота Алютех», — многие пользователи отмечали, что сложность процедуры чрезвычайно преувеличена производителем. Для монтажа понадобится дрель, гаечный ключ и ряд других необходимых инструментов, приведенных в инструкции.
Сначала нужно подготовить проем (идеальным вариантом является кирпичная кладка или бетон), а затем сконструировать каркас, закрепить направляющие и собрать панели, начиная с нижней.
Иллюстрированные инструкции для: стандартного, высокого и низкого монтажа Алютех.
Официальное видео от производителя.
Более подробное и полное видео с русской озвучкой: в первую очередь актуально для новичков.
Hormann
Сборка ворот Херман (как и любых секционных полотен), не допускает использования монтажной пены и колышков из дерева для регулировки конструкции в плоскости. Для этого нужно применять металлические подкладки. Перед выполнением работ дверной проем нужно разметить в местах, где к нему будет крепиться каркас.
Каждый миллиметр должен быть выверен, малейших перекосов не допускается.
Инструкция по монтажу Hormann с
Z, L, N, H треками.
Прежде чем выполнять установку, нужно собрать несущий каркас и надежно закрепить его в проеме. Далее выполняют монтаж потолочной части несущего каркаса и приступают к сборке панелей. Как утверждают пользователи, которые выполняли установку своими руками, инструкция настолько понятна, что с ней справится даже новичок.
Монтаж электропривода ProMatic:
Как правило, владельцы, уже установившие ворота, отмечают, что процесс монтажа не вызвал у них никаких сложностей.
Гараж целиком «завален» на одну сторону. Дверной проем прямоугольный (диагонали одинаковы), но разница по вертикальному (соответственно по горизонтальному) уровню составляет около 2-х см. Допускается ли монтаж гаражного полотна с такими отклонениями?
Секционные ворота Хёрман с приводом ставил сам. Пока свежо в памяти поделюсь опытом. Построил каркасный гараж на 2 машиноместа с двумя воротами. Каркас варил из проф. трубы.
1. Стандартные (из комплекта) саморезы не идут — слишком велик шаг резьбы (даже на металл 3 мм,- подбирал саморезы с более мелким шагом.
2. Горизонталь пола под воротами должна быть идеальна по всей длине — иначе щель неизбежна.
3. Крепления вертикальных стоек делать в районе штатных отверстий (либо ближе к краю ворот), иначе ролик с тросом не провернётся.
4. Штатное расстояние до стены (250 — 390 мм) недостаточно, во всяком случае малокомфортно открывать дверь и выходить из машины (можно, конечно затянуть лебёдкой (шутка), — поперечный люфт горизонтальный (верхней) рамы можно убрать укосинами (возможно использовать трубчатые из укупорки), а сама рама просит крепление к потолку не только в середине, но и в конце.
5. Привода вертикальными стойками можно крепить не только к горизонтальной раме (вниз), но и к потолку (вверх), для этого при сварке каркаса я предусмотрел продольную проф. трубу по потолку в середине каждых ворот, при этом потолок от «0» должен быть не выше 2 м 40 см. (да, кстати и не намного ниже, можно сказать, эта высота идеальна).
6. Не совсем внятно прописано подключение приводов, — при первом включении ворота гоняли вверх-вниз для теста 3 и более раз, не волнуйтесь, после теста сами остановятся в верхнем положении.
7. Пружины закрепил на 3-м положении с верху (размер ворот 2.50 х 2.125), так как на 2-м положении при закрытии трос ослаб и ролик пружины ткнулся в ворота.
Ну а остальное — как и у всех, работают.
Сергей, спасибо за опыт! Мы перенесли ваш комментарий к материалу про установку ворот.
По этим видео понятно, как действовать, даже если видишь подобную установку (или вообще — секционные ворота  ) в первый раз. Планирую построить гараж, теперь точно знаю, какие ворота выберу и сам смогу их установить. Производителей много, хороших фирм-установщиков — мало. Да и можно ли доверять незнакомому установщику: если сделают что-то не так, спишут на производителя, мол, он брак выпустил. А так действуй по инструкции и все будет ОК.
) в первый раз. Планирую построить гараж, теперь точно знаю, какие ворота выберу и сам смогу их установить. Производителей много, хороших фирм-установщиков — мало. Да и можно ли доверять незнакомому установщику: если сделают что-то не так, спишут на производителя, мол, он брак выпустил. А так действуй по инструкции и все будет ОК.
А производитель в свою очередь с удовольствием «спишет» вам гарантию. Ворота устанавливаются авторизированным дилером производителя и он несет ответственность за качество монтажа + последующий гарантийный ремонт и замену комплектующих.
В случае с установкой своими руками это бремя ложится на вас…
Знающие, просьба подсказать по теме, установили ворота Херман предыдущие хозяева дома. Пытаюсь разобраться с управлением. При нажатии на брелке не могу закрыть до конца ворота, а так же открыть полностью. На блоке и открываются полностью, и закрыть получается до конца. Причину понять не могу, то ли в воротах дело, то ли в настройках автоматики. Может было у кого, дайте дельный совет?
Вместе с другом успешно установили ворота Алютех в гараж. Времени на монтаж было совсем немного — 1 день. Устанавливали подобные ворота впервые, я раньше и в глаза не видел такой конструкции (к своему стыду). Поэтому, на некоторых этапах были заминки. К позднему вечеру новенькие ворота уже стояли в гаражном проеме на зависть соседям с их классическими распашными воротами
Теперь нам осталось наблюдать, как Алютех поведут себя зимой и весной, не выгнет ли панели.
Отдельная благодарность за видео по установке, очень помогло.
Так-то у Хёрмана лучшая документация по установке, ни у кого еще таких разжеванных талмудов не видел. Собираются как конструктор LEGO, даже дитя пятилетнее разберется, что к чему.
Гаражные ворота
Гаражные секционные ворота бывают:
Торсионные пружины рассчитаны на скручивание. Расположенные на валу торсионные пружины испытывают разнонаправленные силы в параллельных плоскостях, перпендикулярных валу. Торсионные пружины позволяют сбалансировать крупные механизмы.
Испытывает продольную, осевую нагрузку. Кольца проволоки плотно прилегают друг к другу. Когда ворота закрыты, пружина растянута. Данный тип пружины устанавливается только на частные гаражные ворота, поскольку максимальный вес для такой пружины весьма ограничен 120 кг – ворота 3,5м*2,25м. Пружина растяжения не подойдет для ворот с высокой частотой работы.
Рекомендации по замеру проема для установки секционных гаражных ворот
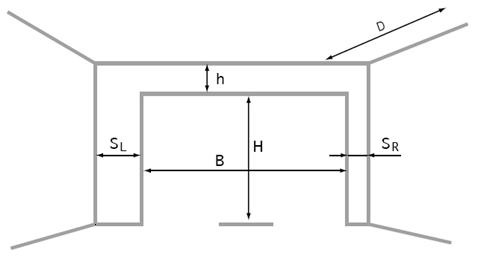
Проем для гаражных ворот характеризуется следующими параметрами:
H – высота проема в свету;
B – ширина в свету;
SR – расстояние до правой стены помещения от края проема, называемое правым заплечиком;
SL – расстояние до левой стены от края проема, или левый заплечик;
D – глубина помещения, т.е. расстояние от притолоки до задней стены;
h – расстояние от верха проема до потолка, или притолока.
Поскольку идеальных проемов не бывает, замерять вышеуказанные размеры нужно не менее, чем в трех местах: посередине проема, у правого и левого угла. Ориентироваться следует на наибольший показатель.
Нужно непременно проконтролировать при замере, чтобы притолока проема находилась в одной плоскости с заплечиками. На этих двух параметрах базируется установка секционных гаражных ворот изнутри проема.
Крайне желательно, чтобы на момент проведения замера уровень чистового пола был уже известен. Если строительство гаража не закончено, и чистового пола пока нет, необходимо вычислить и отметить его уровень на стене. Другим важным моментом является необходимость определить пространство для открывания ворот. Препятствиями могут стать потолочные перемычки, выступы на стенах, проходящие коммуникации.
Не стоит забывать и о том, что процесс монтажа секционных ворот требует определенного пространства для крепления, поэтому для заплечиков и притолоки имеются некоторые ограничения. Вполне вероятно, что придется несколько занизить или сузить проем с тем, чтобы получить возможность увеличить заплечики и притолоку до требуемых размеров. В любом случае, полученные параметры проема необходимо сравнить с расчетными.
Как нужно замерять высоту притолоки h
Выпуклый бетонный потолок. 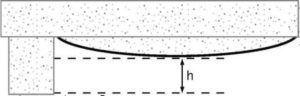 Зачастую в гаражах потолок бывает выполнен монолитным способом и оказывается при этом недостаточно ровным, с выпуклостями. В подобных случаях при расчете уровня потолка за основу берется самая нижняя его точка.
Зачастую в гаражах потолок бывает выполнен монолитным способом и оказывается при этом недостаточно ровным, с выпуклостями. В подобных случаях при расчете уровня потолка за основу берется самая нижняя его точка.
По притолоке проходят трубы. 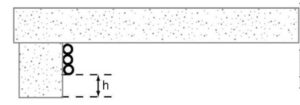 Коммуникации в гаражных помещениях редко бывают проложены скрытым способом и иногда проходят по притолоке. Поскольку убрать их не представляется возможным, то нижнюю точку проходящих труб или кабелей следует принимать за уровень потолка.
Коммуникации в гаражных помещениях редко бывают проложены скрытым способом и иногда проходят по притолоке. Поскольку убрать их не представляется возможным, то нижнюю точку проходящих труб или кабелей следует принимать за уровень потолка.
Уровень потолка снижается в глубину гаража. 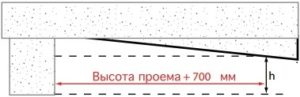 В данном случае необходимо найти на потолке точку, отстоящую от проема на расстояние, равное сумме высоты проема плюс 0,7 м.
В данном случае необходимо найти на потолке точку, отстоящую от проема на расстояние, равное сумме высоты проема плюс 0,7 м.
Слишком низкая (менее 110 мм) притолока. 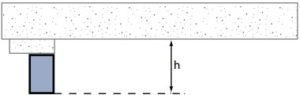 Если высота притолоки составляет менее 110 мм (или 150 мм для случаев установки потолочного привода), ее следует увеличить путем занижения проема. Для решения этой задачи можно использовать профильную трубу или деревянный брус. Снаружи конструкцию нужно закрыть фальш-панелью.
Если высота притолоки составляет менее 110 мм (или 150 мм для случаев установки потолочного привода), ее следует увеличить путем занижения проема. Для решения этой задачи можно использовать профильную трубу или деревянный брус. Снаружи конструкцию нужно закрыть фальш-панелью.
Присутствие второй перемычки. 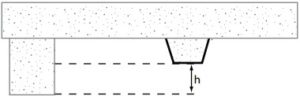 Если не брать во внимание наличие второй перемычки, установленные ворота не смогут открываться. Для того, чтобы этого избежать, нужно правильно определить в данном случае уровень потолка и взять за основу нижнюю точку перемычки.
Если не брать во внимание наличие второй перемычки, установленные ворота не смогут открываться. Для того, чтобы этого избежать, нужно правильно определить в данном случае уровень потолка и взять за основу нижнюю точку перемычки.
Невертикальная притолока. 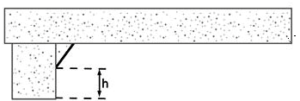 Часть притолоки может оказаться невертикальной. В таких случаях уровнем потолка следует считать точку окончания вертикальной части притолоки. Напоминаем, что она и заплечики должны находиться в одной плоскости.
Часть притолоки может оказаться невертикальной. В таких случаях уровнем потолка следует считать точку окончания вертикальной части притолоки. Напоминаем, что она и заплечики должны находиться в одной плоскости.
Неравномерная по высоте притолока. 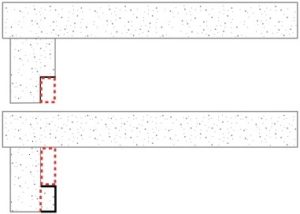 В ряде случаев притолока может находиться в одной плоскости с заплечиками и быть достаточной для монтажа секционных ворот, но иметь неравномерную высоту. Недостаток устраняется ее выравниванием с помощью профильной трубы, бруса, штукатурки; при необходимости, можно срезать ее часть. То же касается и заплечиков.
В ряде случаев притолока может находиться в одной плоскости с заплечиками и быть достаточной для монтажа секционных ворот, но иметь неравномерную высоту. Недостаток устраняется ее выравниванием с помощью профильной трубы, бруса, штукатурки; при необходимости, можно срезать ее часть. То же касается и заплечиков.
Неравномерная (скошенная) высота притолоки по ширине проема.  Если потолок в гараже выполнен со скосом по ширине помещения, то замер высоты притолоки в данном случае необходимо проводить по точке, отстоящей на расстоянии 100 мм от края проема.
Если потолок в гараже выполнен со скосом по ширине помещения, то замер высоты притолоки в данном случае необходимо проводить по точке, отстоящей на расстоянии 100 мм от края проема.
Потолок выполнен из плит перекрытий с ребрами жесткости. 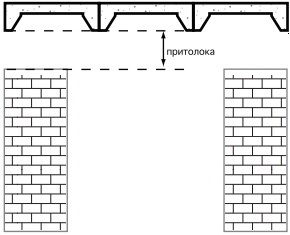 Если потолок в гараже представляет собой железобетонные перекрытия с ребрами жесткости, то в данном случае уровнем потолка будет нижняя точка ребер плит перекрытия. Заказывая изготовление конструкции секционных ворот, следует предусмотреть большее количество монтажного уголка, который потребуется для крепления горизонтальных направляющих.
Если потолок в гараже представляет собой железобетонные перекрытия с ребрами жесткости, то в данном случае уровнем потолка будет нижняя точка ребер плит перекрытия. Заказывая изготовление конструкции секционных ворот, следует предусмотреть большее количество монтажного уголка, который потребуется для крепления горизонтальных направляющих.
По потолку проходят трубы вентиляции. 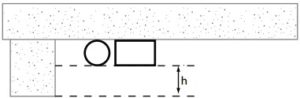 Вентиляционные коммуникации, смонтированные под потолком, следует принимать во внимание при замерах проема для ворот. В таких случаях за уровень потолка принимают нижнюю точку вентиляционных труб.
Вентиляционные коммуникации, смонтированные под потолком, следует принимать во внимание при замерах проема для ворот. В таких случаях за уровень потолка принимают нижнюю точку вентиляционных труб.
Определение мест крепления конструкции ворот к стенам. 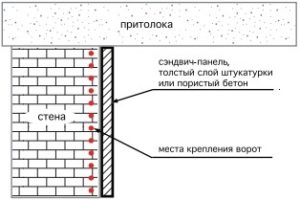 Крепление секционных гаражных ворот на заплечики к стенам происходит при помощи анкеров или саморезов. При этом ось крепления должна проходить строго параллельно краю проема ворот и отстоять от него на расстояние 45 мм. Места крепления ворот играют важную роль. Так, если обрамление проема выполнено из каких-либо материалов, делающих крепление невозможным, следует увеличить отступ и, соответственно, ширину проема ворот, а также сдвинуть ручку ближе к центру.
Крепление секционных гаражных ворот на заплечики к стенам происходит при помощи анкеров или саморезов. При этом ось крепления должна проходить строго параллельно краю проема ворот и отстоять от него на расстояние 45 мм. Места крепления ворот играют важную роль. Так, если обрамление проема выполнено из каких-либо материалов, делающих крепление невозможным, следует увеличить отступ и, соответственно, ширину проема ворот, а также сдвинуть ручку ближе к центру.
Пространство, потребное для установки секционных ворот, должно быть освобождено от стройматериалов и строительного мусора; Проемы должны быть прямоугольной формы (либо другой, предварительно согласованной с Заказчиком формы, соответствующей проекту); плоскости обрамления должны иметь гладкую и ровную поверхность, без трещин и наплывов раствора; рабочие поверхности не должны иметь существенных отклонений от вертикали и горизонтали (в пределах +/- 1,5-5,0 мм).

Офис и склад:
Пн-Пт с 9:00 до 18:00.
Сервисная служба:
Ежедневно с 9:00 до 18:00.
Телефон сервисной службы: 8 (926) 414-83-96.





