Банный форум Бани.РФ
Самый крупный банный форум страны: все о банной культуре, банных заведениях, традициях, обычаях и строительстве бани.
- Сообщения без ответов
- Активные темы
- Поиск
- Наша команда
Выбор материала для металлической банной печи
Выбор материала для металлической банной печи
Сообщение Банщик » 29 фев 2016, 14:56
Несмотря на то, решили вы делать сами металлическую печку или покупать готовый вариант, важно изначально выбрать качественный материал – такой, который будет радовать своими исключительными характеристиками, дарить высокую функциональность, безопасность, удобство, и долгий срок эксплуатации. От устройства печки и ее материалов зависит масса важных параметров. Многие говорят, что лучшими вариантами являются нержавейка или жаростойкая сталь, а кто-то говорит, что и черный металл вполне сгодится – кому верить? К примеру, в сети можно отыскать множество примеров и схем монтажа, а также прочитать конкретные отзывы людей, которые используют данную печку. Но только многосторонний анализ позволит нам понять, какой вариант подойдет. Основываться при этом стоит на понятие надежности, долговечности и безопасности каждого материала. Уровень теплоотдачи – это также весомый параметр, по которому стоит определять выбор печки. Разумеется, каждый тип металла имеет свои достоинства и недостатки, и при выборе устройства стоит найти желаемую золотую середину, которая будет дарить вам оптимальный баланс всех характеристик. Внимание стоит обращать на характерную толщину выбранного металла, а также, какая имеется способность к нагреванию и качества тепловой отдачи. Варить печку стоит из такой разновидности металла, которая с течением времени не станет выгорать, сохраняя свою форму, а также высокую эстетику. Но многие производители печной продукции зарекомендовали себя тем, что стали выпускать печи из металла толщиной всего 2 мм – это жаростойкая сталь. Если вы собираетесь самостоятельно варить из стали, то ее толщина должна быть примерно 4,5 мм. К примеру, вам будет достаточно сложно нагреть металлические стенки, которые будут иметь толщину 8 мм – их нагреть реально, но до температуры 100 градусов практически не реально, если вы, конечно, не собрались топить целый день. Понадобится топлива также очень много. Сделать банную печку из черного металла практически не реально, а также это не практично и не экологично. Конечно, он сможет выдержать высокие температурные балансы, но топка такого металла будет доставлять свои трудности. Многие лучшие производители говорят о том, что металл для банной печки обязательно должен быть жаростойким, а также иметь толщину 2-3 мм. Данный принцип также отражается и в создании большого количества моделей, которые способствуют восстановлению всех характеристик. Разумеется, если вы решили сварить печку дома, пусть она будет из жаростойкого металла, то не получится создать такой же вариант, который будет в точности соответствовать всем параметрам, которые соблюдаются только на заводе. Поэтому толщина металла берется больше – примерно 4-5 мм. Чтобы правильно сварить качественный вариант печки, не стоит применять нержавейку или черный металл, которые будут иметь низкий уровень тепловой отдачи.
Разумеется, каждый человек и любой владелец баньки всегда будет сам решать, как ему поступить, и что выбрать – кто-то является и вовсе ярым сторонником кирпичных печек. Лучшие результаты относительно самостоятельного сваривания печи будут, если вы подготовите максимально верные расходные составляющие. Работы станут сводится только к тому, чтобы вы с помощью сварки станете вырезать все отверстия, которые необходимо – под топку, различные задвижки и пр. Часто изготовление печки в кустарных условиях происходит из имеющегося под рукой материала – это, может быть, отрезок какой-либо трубы или пр. такие варианты, конечно, отличаются простотой изготовления и не станут отнимать много денег и времени. В таком случае толщина железного массива для печки станет равной 6-8 миллиметрам. Такая конструкция станет нагреваться достаточно долго, но зато в парилке установиться комфортабельная атмосфера для парения и отдыха.
Опытные печники стоят на таком мнении: лучше использовать строение, которое будет иметь стенки не более 4 мм толщиной. И если у вас есть такая возможность, то обязательно попробуйте использование металла жаропрочного характера. Такой параметр максимально важен, если вы хотите сделать в дальнейшем обкладку кирпичным массивом для увеличения теплового накопления и аккумулирования жара. Лучший выбор – это металл, который имеет идеальный баланс по теплоотдаче и высокий коэффициент по долговечности использования.
О металлических печах и металлах
Самым главным недостатком печек из металла является то обстоятельство, что они не могут осуществлять воздушные передачи, как это делает кирпичная печка. К примеру, когда кирпичная печка остывает, она заполняет свои поры влажным воздухом. А когда происходит растопка, она отдает эти накопления окружающему воздуху парной. Поддерживается оптимальный баланс температуры и влажности, который благотворно сказывается на здоровье. Печку из металла можно сделать дышащей, если пристроить к ней каменную облицовку или экран из кирпича, однако, она станет более тяжелой, теряя свои параметры мобильности. Теплоотдача такого устройства станет сохраняться всего 2-3 часа. Если вы хотите увеличить такой срок, то печку стоит беспрестанно топить, что повлечет использования большого количества топлива, а также выбирать печку с длительным горением – но в парилке такие редко применяются. Ну и еще один недостаток – печи из металла служат намного меньше, чем их кирпичные собратья.
Свойства металла на основе физики и химии оказывают большое влияние на ее качественных характеристиках. Не стоит даже открывать вопрос о печке из алюминия и суррогатов – они могут выдерживать слишком малые температуры, поэтому их использования нельзя считать безопасным.
Обычная сталь редко применяется в печках, так как она может быстро прогорать, даже не дослужив исправно зимний период. Именно из стали часто делают домашние варианты печей, они получатся дешевыми на материалы и работы, но прослужить долго вряд ли смогут.
Современные жаропрочные стали – это отличный вариант для печки, срок годности устройства из данной стали может составлять порядка 20 лет и более при правильном использовании. Самостоятельно сделать такую печь можно, но вот повторить заводской вариант практически нереально, так как там используется специальный тип сварки, который дома нельзя проводить, да и оборудование очень дорогое. Известно много проектов, по которым можно сделать печку самостоятельно из огнеупорной стали и дома – и она, конечно, будет лучше и безопаснее модели из обычной стали.
Еще больше статей о печах – в нашем разделе!
Печь для бани своими руками, чертежи и порядовки
От печи в бане зависит влажность и температура воздуха, комфорт и польза для организма. Банную печь обязательно оснащают баком для нагрева воды, дымоходом и карманом-каменкой для камней.

Если у вас есть огромное желание сложить печь для бани своими руками, а не нанимать специалистов – обязательно несколько раз прочитайте эту статью, можете даже распечатать её на листке бумаги и пользоваться непосредственно как шпаргалкой. При этом вы существенно сэкономите и получите бесценный опыт, который в вам в дальнейшем складывать подобные конструкции уже за деньги. Немаловажную роль играет внешняя отделка, ведь баня – это место отдыха, как физического, так и морального и внешний вид печи играет в этом немаловажную роль! После внешней отделки печь в вашей бане должна стать ее «изюминкой», эксклюзивным украшением, на которое просто приятно смотреть, как на картину.
Банную печь располагают либо топочной дверцей в соседнее помещение, либо непосредственно в парную, где и производится закладка дров. Естественно лучше, чтобы дрова закладывались из соседней комнаты, если вам позволяют размеры – делайте именно так.
Баки с водой монтируют либо за корпусом печи на опорах (напольное или настенное крепление), либо крепят его непосредственно над топливником печи. При этом стационарное напольное крепление бака более безопасно, нежели настенное.
Видео инструкция: как сварить металлическую печь для бани своими руками
Расчет объема бака для банной печи
Объем бака с водой рассчитывают, принимая на одного человека от семи до десяти литров воды температурой не менее пятидесяти градусов. Так, если планируется одновременное посещение парной компанией 3-4 человека, следует выбирать бак объемом не менее 40 литров.
Как вычислить объем парной и топливника печи?
Мало измерить габариты комнаты. Нужно еще учесть материал поверхностей. Если в помещении есть окна, стеклянная дверь, поверхности из кафеля, кирпича, бетона, следует измерить их площадь. За каждый квадратный метр площади таких поверхностей прибавляйте полтора кубических метра к объему помещения, который будет учитываться при выборе размера печи. Минимальная мощность печи для бани – 8-10 кВт.
Требования к печи
Печь для бани должна быть безопасной (как в плане пожаров, так и для здоровья человека – не вызывать ожогов при случайном прикосновении и исключать попадание дыма в помещение), температурный режим обязательно должен регулироваться, а габариты соответствовать объему помещения.
Металлическая печь-калорифер, подходит ли она для бани?
Металлическая печь калорифер
Такая конструкция печи наиболее простая. Для работы понадобятся листы стали толщиной не менее 5 мм, сварочный аппарат и болгарка (или газовый резак), трубы для подвода и отвод воды, огнеупорные кирпичи, раствор печной глины, камни, трубы для дымохода, кран, печные дверки с задвижками и петлями, металлический профиль для монтажа опоры печки.
Образец печи калорифер
Сама конструкция состоит из бака для воды с подсоединенными к нему трубами и краном. Бак нагревается от задней стенки печи, внутреннее пространство которой в свою очередь зонально распределено на топку и каменку открытого типа. Дымовые газы утилизируются через дымоход, выходящий из топки через каменку и стены бани.
В первую очередь необходимо вырезать из листов стали донышко и боковые стенки будущей печки и соединить их сваркой. Внутрь печи привариваем уголки – они будут поддерживать лист металла, на который уложим камни.
Делаем каркас для печи
На передней стенке вырезаем прямоугольное отверстие под дверцу, и из вырезанного прямоугольника делаем дверцу. По периметру можно обварить ее полосками стали для большей плотности прилегания. В нижней части дверцы или передней стенки топливника высверливаем несколько отверстий для доступа воздуха внутрь печи. Сваркой крепим петли дверные и петлю под задвижку.
Внутреннее пространство печи обкладываем шамотным кирпичом
Чтобы сделать дымоход, подготовим патрубок и проделаем отверстие в листе металла, на котором будет каменка. Привариваем патрубок к стальному листу.
Металлическая печь для бани
Приступаем к монтажу бака для воды. Он состоит из трех стенок и донышка, герметично сваренных между собой и задней стенкой печи. К одной из боковых стенок бака привариваем подводящую и отводящую трубы для воды. Затем привариваем кран в нижней части бака. Всю конструкцию устанавливаем на каркас из стальных профилей или на кирпичное основание высотой 20-30 см. Металлические части печи покрываем огнеупорной краской. Наверх выкладываем камни (талькохлорит, порфирит, базальты и т.п.) размером от 5 до 12 см. Монтируем дымоход и дымовую трубу, наливаем в бак воду, накрываем его крышкой и производим розжиг готовой печи, проверяя конструкцию на наличие тяги и отсутствие дыма в помещении.
Чтобы модернизировать буржуйку для бани, можно оснастить ее камерой-зольником с колосниковой решеткой и ящиком для сбора пепла. Это значительно упростит чистку печи, а дверца поддувала поможет лучше регулировать тягу, а соответственно температуру и скорость сгорания топлива. Для той же цели (регулирование температуры нагрева печи), а также для уменьшения потерь тепла через дымоход, его оснащают задвижкой. Она может быть шиберного типа или любого другого.
Задвижка для дымохода
Задвижка – вид 2
Печь для бани из трубы или старого баллона
Отличие этой конструкции от предыдущей в том, что бак с водой располагается непосредственно над топливником. Для работы понадобятся: труба для печи и бака (толщина стенок 1 см, диаметр 50 см, высота 150 см); труба для каменки (толщина стенок прежняя, а диметр 35см); кран врезной; металлическая арматура; петли для дверец; листы стАльные толщиной аналогично трубам; инструменты для сварки, резки металла.
Печь для бани из трубы
- Делим трубу большего диаметра надвое, используя болгарку. Из одной части (длина 60 см) будем монтировать бак для воды, из второй (90 см)– конструировать отопительный прибор для бани.
- На листе стали делаем разметку, чтобы вырезать круг, равный по диаметру трубе – корпусу печи. Для этого удобно использовать баллончик с краской или маркер. Этот круг послужит донышком конструкции. Герметично привариваем его к трубе.
- Сразу же делаем ножки конструкции. Для этого укрепляем донышко печи для бани металлическим каркасом из профилей. Высота каркаса 10-15 см.
- После того, как печь твердо стоит на ножках, рисуем на корпусе прямоугольник 25х7 см. Этот кусочек металла будет дверцей поддувала. Вырезаем его болгаркой, оснащаем петлями, скобой-ручкой и щеколдой.
- Делаем колосник. Его задача: пропускать воздух из поддувала в зону горения, удерживать топливо и не препятствовать попаданию пепла и золы в нижнюю камеру печи. Такую решетку можно изготовить из отрезков арматуры или листа металла с вырезанными в нем отверстиями. Колосник необходимо закрепить сваркой во внутренней части трубы на высоте 12-15 см от донышка.
Дверца топливника для печи
Дверца для каменки
Крышка для бака
Таким образом, из самых простых материалов можно быстро и дешево соорудить печь для бани своими руками, при этом она ничем функционально не будет отличаться от покупного аналога! Выполняя работу качественно и не спеша, вы получите результат, который будет радовать вас и ваших гостей многие годы!
Порядовая кладка печи для бани своими руками – фото отчет
Все очень просто, достаточно смотреть на фотографии и делать точно также, естественно при этом нужно использовать подходящие материалы и смеси!
Кирпичная печь для бани готова
Нулевой ряд основания печи:Второй ряд основания печи: Второй ряд и поддувальная камера Четвертый ряд – перекрываем поддувало Ставим колосник Второй ряд шамотного кирпича Оставляем зазор между шамотным и облицовочным кирпичом Третий и четвертый ряд шамотного кирпича Обкладываем шамотный кирпич обычным Кладем пятый ряд шамотного кирпича Делаем шамотную решетку Делаем отпускной канал Ставим топочную дверцу Выводим регистр Крепим верхнюю часть дверки Готовая топочная дверка Внешний вид печи на данном этапе Делаем решетку, на которой должны будут лежать камни Второй ряд кармана для камней Выводим верхний уровень регистра Как должна выглядеть печь, если вы все делаете правильно Необходимые места укладки шамотного кирпича Крайний ряд шамотного кирпича Делаем отверстия в шамотном кирпиче Подготовка задвижки к установке (примерка) Укладка задвижки Обкладка задвижки Перекрываем проем над ядром Сужаем дымоход Кладка дымохода Установка второй задвижки Подгонка верхней части дымохода к потолку Если вы все сделали правильно, ваша печь для бани должна выглядеть примерно вот так
Поздравляем вас, оказывается, что вы вполне справились с задачей самостоятельно!
Понравилась статья?
Сохраните, чтобы не потерять!
Устройство печи из металла для бани
«Хочешь сделать хорошо — сделай сам». Этим принципом мы пользовались 20 лет назад, когда разрабатывали самые первые чертежи печей из металла для бани.
Мы не претендуем на роль первооткрывателей — сотрудники компании «Теплодар» обратились к банным традициям России, наших северных соседей, объединили и систематизировали этот опыт. В результате нам удалось разработать целый ряд удачных конструкций печей, которые пошли в серийное производство — надежных, функциональных и безопасных. И по сей день они удовлетворяют базовым требованиям покупателей.
Предлагаем поговорить об устройстве печей из металла для бани, разобрать основные этапы самостоятельного изготовления и типичные ошибки, которые при этом допускаются. Мы будем рады, если наш опыт поможет вам в реализации идей.

Как выбрать конструкцию?
Существует несколько вариантов устройства печей для бани. При выборе конструкции принимаются во внимание следующие параметры:
- форма: прямоугольная или цилиндрическая;
- пространственное положение: вертикальное или горизонтальное;
- расположение дверцы топливного канала: в парилке или смежном помещении;
- бак для нагрева воды: на дымоходной трубе или совмещенный с топкой;
- вид каменки: открытая или закрытая;
- защита боковых стенок топки: сетка с камнями, кирпичная кладка или конвекционный кожух.
Мы не рекомендуем брать первый попавшийся на просторах интернета чертеж металлической печи для бани и сразу же приступать к изготовлению.
Одна из главных характеристик устройства — тепловая мощность — должна соответствовать объему парильного помещения. Этот показатель зависит от нескольких факторов. Самый главный из них — объем камеры, в которой сгорают дрова. Для помещения объемом 4-10 м 3 мы рекомендуем печи мощностью 10 кВт. Для расчета объема топки (в литрах) мощность умножается на 0,5. То есть для печи на 10 кВт топка должна быть около 50 литров. Определить линейные размеры можно посредством несложных математических расчетов.
Еще один очень важный нюанс — высота. Топку нельзя «занижать», иначе пламя будет догорать в дымоходе, что приведет к тому, что большая часть тепловой энергии уйдет через трубу на улицу. Языки пламени должны «помещаться» в топку.
Какие материалы подойдут для изготовления печи?
Есть два подхода к выбору материалов для самодельной печи:
-
Вы ищете самый бюджетный вариант. Берете все, что попадается под руку, например, обрезки листового металла, старый неиспользуемый пропановый баллон, готовую емкость. Выйдет недорого. Но долговечность и безопасность конструкции печи для бани из металла неизвестной марки — это всегда лотерея. Дело в том, что свариваемость стали зависит от ее состава: одни марки свариваются без ограничений, другим нужен предварительный нагрев, третьи вообще не предназначены для сварных конструкций.
Кроме того, качество шва зависит от совместимости основного и присадочного металлов. На форумах самодельщиков можно встретить сообщения типа: «Марку стали не знаю, наверное, Ст3, поэтому буду варить АНО-4 — не развалится». Если вы делаете забор, то все нормально, но когда речь идет о печи, нужно помнить о том, что конструкция должна оставаться герметичной при любых условиях. Проблема в том, что в некоторых сталях при сварке в околошовной зоне образуются закалочные структуры, представляющие собой множественные пространственные дефекты кристаллического строения. В результате температурных деформаций при нагреве / остывании печи в сварке могут появиться трещины, а это крайне нежелательное явление.
Важна не только окончательная стоимость проекта, но и качество. Покупаете нужные материалы и детали, но делаете чертежи и печь для бани своими руками. При разработке проекта рассчитываете требуемую мощность и размеры топки в соответствии с объемом помещения парилки. У вас есть хороший сварочный аппарат, вы умеете им пользоваться, имеете опыт разметки и сборки металлоконструкций.
Если трудности не пугают, можно начинать мониторить рынок стального проката. Для реализации проекта потребуются:
- листовая сталь толщиной 4-10 мм для прямоугольной печи или труба соответствующего диаметра для круглой конструкции;
- труба Ø115-140 мм (в зависимости от тепловой мощности топки) для дымохода;
- тонкий лист (2-3 мм) для зольника;
- прут или квадрат 8-10 мм для корзины каменки.
При условии, что выбрана удачная конструкция, металлическая печь для бани получится долговечной и работоспособной. Только стоимость ее будет сравнима или даже выше, чем у «заводских» аналогов. Кроме того, на работу уйдет какое-то время.

При условии, что выбрана удачная конструкция, металлическая печь для бани получится долговечной и работоспособной. Только стоимость ее будет сравнима или даже выше, чем у «заводских» аналогов.
Марки сталей
Большинство производителей для изготовления топок и экранов используют конструкционные малоуглеродистые стали марок Ст3, 10, 20, 08пс. Они недорогие, имеют хорошую свариваемость, их не рвет при нагреве. Использование сталей с более высоким содержанием углерода нерационально: изменение структуры металла в конечном итоге приводит к разрушению печи.
Многие создатели самодельных конструкций считают, что для изготовления печи нужно выбирать специализированные стали, которые применяются в промышленном котлостроении: 12ХМ, 12Х1МФ, 15ХФ. Эти материалы выдерживают колоссальные термические нагрузки, не деформируются и имеют высокую теплопроводность. Однако с ними сложно работать.
Для сварки РДС нужно будет найти электроды ЦЛ-39, ЦЛ-45, ТМЛ-3У, которые редко встретишь в обычных строительных магазинах. Если варить полуавтоматом в защитной среде, нужна проволока СВ-08ХМФА или подобные марки. Кроме того, нужен предварительный нагрев свариваемых деталей и термообработка.
Многие производители банных печей используют коррозионностойкие стали, но мало кто приводит конкретные марки. Это вызывает значительное удорожание конструкции, но позволяет уменьшить толщину стенки в 2 раза, а, значит, печь будет значительно легче. Что касается долговечности: если все сделано правильно, вы передадите печь по наследству своим детям.
Наиболее подходящими для банных печей считаются марки 12Х13 и 12Х17, а также другие стали ферритного класса. Если в каталоге магазина сталь маркируется по американским стандартам, выбирайте марки 403, 409, 439. В «закромах» у многих любителей-самодельщиков есть запасы аустенитных нержавеек типа 12Х18Н10Т (AISI 321). Они просты в обработке, но совершенно не годятся для печей, поскольку имеют в 2-3 раза больший коэффициент температурного расширения, чем у ферритных сталей. Определить аустенитную сталь несложно: к ней не прилипает магнит.
Колосник
Колосник лучше купить, чем делать самостоятельно. Готовая чугунная решетка стандартных размеров обеспечит поступление достаточного количества воздуха в топку. Колосник испытывает колоссальные термические нагрузки и находится в окислительной атмосфере. Сварная стальная решетка очень быстро прогорит в таких условиях. Кроме того, у чугуна в разы меньший коэффициент температурного расширения, чем у всех конструкционных сталей. Колосник из него не будет деформироваться от нагрева и распирать стенки печки.
Дверца топливного канала и зольника
Один из самых сложных элементов конструкции — дверца топливного канала. Если вы хотите наблюдать за пламенем через стекло, готовьтесь к покупке готовой модели. Также в магазинах печного литья можно заказать чугунные дверцы. Выглядят они неплохо, но потребуют проявить некоторую смекалку при выборе способа крепления.
Пытаться приварить чугунный короб дверцы к стальному топливному каналу мы не рекомендуем. Даже если выйдет нормальный на первый взгляд шов, он неизбежно лопнет при первой или второй растопке. На большинстве чертежей металлических печей для бани, сделанных своими руками, видно, что дверцы крепятся винтами, заклепками или кляммерами.
Основное требование к конструкции дверей топливника — плотное прилегание. Также она не должна раскаляться, иначе во время горения ей будет невозможно пользоваться. Для стальной дверцы мы рекомендуем делать теплоотбойник — металлическую пластину с тыльной стороны дверцы. Она должна быть установлена с воздушным зазором 20-30 мм.
Дверь зольника чаще всего приваривают к самому ящику. Температура в той части печи, которая находится ниже колосника — невысокая — поэтому проблем с перегревом там не возникает. Зольный короб сваривают из листа 2-3 мм. Если делать из более толстого металла, он окажется очень тяжелым, и его будет сложно вынимать для чистки.
Дымоход
Для дымохода используют и «черные», и нержавеющие трубы. Если вы решили не покупать готовую трубу с теплоизоляцией, ее придется делать самостоятельно: и для «уличной» части, и для той, что проходит через чердачное помещение. Поэтому кроме трубы придется искать минеральный утеплитель и тонкий лист для изготовления кожуха.

Для дымохода используют и «черные», и нержавеющие трубы. Кроме трубы придется искать минеральный утеплитель и тонкий лист для изготовления кожуха.
Кожух-конвектор или сетка-каменка?
Сетка из прутьев, заполненная камнями, проще в исполнении, чем кожух из металлического листа. Кроме того, такое исполнение позволяет снять большее количество пара при условии, что мощность печи будет остаточной. Вариант обкладки конструкционным кирпичом мы не рассматриваем, поскольку он сводит на нет основное преимущество металлической печи — скорость нагрева. Для изготовления кожуха-конвектора можно привлечь опытного сварщика, если недостаточно собственной квалификации. Здесь главное — сварить конструкцию без поводок.
Краска
Если печь изготовлена из углеродистой стали, ее поверхность нужно покрыть жаростойким составом. Подойдут лаки и эмали с маркировкой «КО».
Сборка печи
Насколько бы тщательно ни был продуман чертеж металлической печи для бани, вероятность ошибки не стоит исключать. Мы рекомендуем собирать всю металлоконструкцию на прихватках. Возможно, придется несколько раз разбирать, чтобы подогнать размеры. Когда убедитесь, что все сделано ровно, можно проваривать сплошным швом. Начинать нужно с тех элементов, которые расположены внутри: опоры для колосника, перегородки.
Во многих чертежах и схемах печей для бани, которыми люди делятся на форумах, отсутствует один важный элемент — ревизионный люк для чистки дымохода. Не забывайте, что сажу придется периодически удалять, поэтому к нему нужен удобный доступ.
Как сделаны наши печи
Компания «Теплодар» занимается изготовлением печей с 1997 года. Мы предлагаем познакомиться с самой старшей серией наших продуктов «Сибирь». Мы считаем, что это одна из лучших конструкций печей для бань и саун нашего производства. В ассортименте представлены модели для парных объемом до 20 и до 30 м 3 .
Печь «Сибирь» представляет собой открытую каменку с топкой из нержавеющей стали, легированной хромом. Одно из основных преимуществ конструкции — высокая скорость нагрева парильного помещения. Мы предлагаем два исполнения кожуха-конвектора: из окрашенной и нержавеющей стали. Каменка рассчитана на загрузку до 90 кг, и ее дно мы дополнительно усилили несущим элементом.
Вы можете познакомиться со схемами печи для бани «Сибирь» в каталоге. Здесь представлены фото в интерьере, а также боковые разрезы всех исполнений.
Как сделать металлическую печь для бани
Металлических печей для бани в продаже много, но хорошие стоят немалых денег. Если есть достаточный опыт сварки металла, можно изготовить печь самому, по своим размерам. О том, как сделать печь для бани из металла (листового), чертежи и фото — дальше.
Печь из металла для бани и сауны — в чем разница
Между режимами парения в бане и сауне есть существенная разница. В сауне температура воздуха очень высокая — от 85C и намного выше. При такой температуре влажность высокой быть просто не может — сразу получите ожог, а веник осыпется за пять минут. И она действительно небольшая, порядка 5-15%. В русской же парной температура держится в пределах 55-65°C, изредка поднимаясь до 70°C. При таких температурах влажность «нагоняют» большую — 50-60%.

Один из вариантов сварной печи для сауны
Для обеспечения таких разных задач требуются разные подходы для построения печи. В сауну требуется наибольшая площадь соприкосновения корпуса печи с окружающим воздухом и ускорение прохождения воздушных потоков вдоль стенок. Все подчинено задаче как можно скорее нагреть воздух в парилке. Каменка есть, но она небольшая, открытая, находится, как правило, над топкой. Камни в ней прогреваются максимум до 200-250°C, так как много тепла отдают окружающему воздуху. С такой каменки получить можно немного пара. Но в сауне много и не надо — один/два ковшика дадут 15% влажности. Больше просто не вытерпеть.
В русской парной задача другая — не перегреть помещение и добиться большого количества пара. Причем пар должен быть определенной кондиции — он должен состоять из очень мелких капелек. Его еще называют «сухим» и имеет он высокую температуру — порядка 130-150°C. При таком условии после парения в теле ощущается легкость и прилив сил. Такой пар получают только с раскаленных камней, температура которых не менее 500°C. Чтобы достичь ее камни «упаковывают» внутрь топки — в ней размещают ящик — закрытую каменку.

Тут каменка расположена внутри а сверху приделан бак
Как видите, есть солидные конструктивные отличия. Их надо иметь в виду.
Самодельные печи для русской бани
Что еще надо иметь ввиду при конструировании печи для режима русской парной? То, что имея нагретые металлические стенки удержать температуру в пределах требуемых 60-65°C нереально. Обязательно перетопите. При этом от стенок печи идет жесткое ИК излучение и рядом находится тяжело. Проблема решается двумя способами:
-
Футеровкой топки. Внутри топка обкладывается жаростойким кирпичом (шамотным на шамотный раствор). Положить его можно на ребро, тогда толщина футеровки 6 см, а можно найти узкий шамот с ребром 3 см. В любом случае металлические стенки греются незначительно, основная энергия направлена на обогрев каменки. В этом случае надо сразу проектировать топку увеличенных размеров, учитывая, что значительный объем ее занят футеровкой. Минус этого варианта — очень высокая температура дыма, а следовательно — высокая пожарная опасность. Выход — отобрать у дыма большую часть энергии. Самый простой вариант — каменка или бак для воды на трубе. Вариант сложнее — отопительный щиток, в который подается дым непосредственно из печи, а остыв в лабиринте щитка, на выходе он имеет не более 80-120°C.

Футеровка — обложить топку изнутри жаропрочным кирпичом
Кирпичный экран или саркофаг вокруг металлической печи. Экран складывают из обычного керамического кирпича, в стенке делают окошки или устанавливают дверки чтобы была возможность регулировать степень нагрева воздуха в помещении. Как видим, для поддержания температуры в заданном режиме этот вариант более удобен. Но с практической точки зрения он хуже. Дело в том, что за экраном стенки топки перегреваются (конвекции почти нет и они не остывают). В результате, через некоторое время металл перегорает. Выход — ставить жаропрочную сталь или конструкционную, но большой толщины. В данном случае, чем больше будет толщина металла, тем дольше будет служить печь. По статистике самая проблемная зона — верхняя и задняя поверхность топки. Вот тут постарайтесь поставить самый толстый металл, который найдете.

Снаружи закрыть корпус кирпичным экраном
Еще стоит поговорить о швах. В самодельных печах из металла (в заводских, в принципе, тоже) часто прогорание начинается именно со швов. На производстве данную проблему обходят при помощи гнутых конструкций. В верхней части стараются швов вообще избежать. При изготовлении печи для бани своими руками вы вряд ли сможете согнуть лист металла толщиной 6-10 мм, так что остается только одно — делать швы как можно качественнее.
Каменка: какого размера и где
Необходимое количество камней зависит от объема парной (при условии, что утеплена баня нормально). В разных источниках есть разные рекомендации с большим или меньшим количеством — от 20 до 40 кг на 1 м 3 . В принципе, чем больше камней, тем легче получить требуемое количество пара, но при условии, что у печи хватит мощности их нагреть.
Проблема в том, что камни разной породы имеют разную плотность, и, следовательно, одна и та же масса занимает разный объем. В принципе, для средней парилки объемом 12-14 м 3 , размеры каменки примерно такие: 30*40*30 мм. Параметры можно немного изменять, делать шире/уже/выше — смотрите по конструктиву печи.

Каменка может быть разной формы и размера
Соотношение объема топки к объему каменки — сложный теплотехнический расчет, который даже не всякий теплотехник осилить в состоянии. Намного проще воспользоваться готовыми чертежами или экспериментально определенными пропорциями. Как минимум, объем «свободной» от каменки топки не должен быть меньше. Лучше, если даже больше примерно на 30-50%.
Немного о том, в какой части топки лучше всего располагать ящик для камней. Все давно пришли к выводу, что самая высокая температура — в верхней части и у задней стенки. Вот в этом месте и имеет смысл расположить емкость. Во-первых, часть термической нагрузки со свода топки снимется, а во-вторых, камни хорошо нагреются.
Не за бывайте об обслуживании каменки и о том, что туда каким-то образом должна попадать вода. Лючок для обслуживания надо располагать таким образом, чтобы вы могли без особых проблем достать рукой до самого дальнего края. А подачу воды вглубь каменки надо организовать так, чтобы не обжечься. Обычно вставляют трубку или систему трубок, которые расходятся по всей плоскости емкости для камней. Со стороны помещения эта трубка заканчивается воронкой. Трубку обкладывают камнями. При подаче в нее воды, она распределяется по поверхности каменки/камней и испаряется.
Чертежи самодельных банных печей из металла
Эта печь разработана для парной 2*3*2,3 м. Варилась из листового металла толщиной 3 мм.

Печь из металла для бани с закрытой каменкой
Для активизации горения предусмотрено подключение дополнительного воздуховода, проложенного с улицы. Из других решений — ребра жесткости (уголки) приваренные к бокам топки в верхней части топки для того, чтобы при сильном нагреве металл не выгибало.
Следующая схема металлической печи для бани сделана с подачей воздуха в верхнюю часть топки. Это так называемые печи с дожиганием газов. На задней стене приварена пластина из металла. В щель между этой пластиной и задней стенкой топки при помощи трубок-воздуховодов подается воздух из-под колосников. Это нехитрое, вроде, устройство решает сразу две задачи. Во-первых, охлаждает заднюю стенку, снижая вероятность ее прогорания. Во-вторых, воздух подается в верхнюю часть разогретым. Там сосредоточены разогретые до высоких температур дымовые газы, большая часть которых горючая (до 80%). Когда эти газы смешиваются с подогретым воздухом, горючие вещества воспламеняются, температура в верхней части топки становится еще выше, камни нагреваются до более высоких температур. При этом (при использовании сухих дров) топлива требуется намного меньше. На этом принципе построены многие печи длительного горения, но в банных печах он стал использоваться недавно.

Печь с подачей вторичного воздуха
Примерно та же модель, но без дожига, выполнена в другом формате. Тут размеры не указаны, зато проще понять пропорции и расположение различных элементов.

Объемная модель самодельной печи-каменки из металла
В данном случае объем топки составляет около 130% от объема каменки. Нормальное соотношение. Дымоход смещен назад, что не всегда хорошо — могут возникнуть сложности при устройстве дымохода — он может упереться в потолочную балку — придется дымоход изгибать, что нежелательно. Так что насчет расположения трубы — подумайте.
Еще в среде любителей бани постоянно ведутся споры: бак для нагрева воды в парилке — это хорошо или плохо… Одни регулируют влажность открывая/закрывая крышку бака. Их такой вариант устраивает. Другие говорят, что этот пар «тяжелый», и выносят бак в моечное отделение, а воду в нем греют, встроив в топку теплообменник и соединив его с баком трубами. Следующая схема — печь в баню из металла с баком для воды.

Чертеж печи для бани с баком для воды
Конструкция грамотная — при помощи «искрогасителя» путь прохождения дымовых газов длиннее, дольше он остается в топке, лучше нагревает стенки. Если вы не хотите бак, на его место можно уложить камни.
Интересный вариант с баком, который находится в задней части печи. Дымоход сдвинут назад, и проходит через бак. Высота бака большая, теплосъем будет эффективным — температура дымохода на выходе из бака большой не будет точно.

Вариант небольшой печи с большим баком
Интересно устроена каменка. Она не очень большая, но для небольших и средних парилок ее объема хватит. Закрывается она крышкой, что с одной стороны не очень удобно: закрывать крышку после подачи воды на камни будет проблематично. С другой стороны, это удобно в обслуживании.

Разрезы печи и размеры
Как сделать печь для сауны
Как уже говорилось, основная задача этого типа отопительных приборов — быстро «нагнать» требуемую температуру и иметь возможность ее поддерживать. Есть простое решение — поставит вентилятор, который будет обдувать стенки печи, ускоряя нагрев.
Примерно такую же функцию выполняет кожух-конвектор. Это кожух вокруг корпуса печи. Между ним и стенкой топки остается зазор в 1,5-2 см. В эту щель снизу засасывается воздух. Он проходит вдоль стенок, нагревается, заодно остужая стенки. Далее поднимается вверх, разнося тепло по парилке.

Принцип работы конвекционного кожуха
Если корпус печи делают из толстого металла, то кожух можно и из тонкого. Он редко нагревается до больших температур, и перегорание ему не угрожает. Если в печи для сауны каменка будет находится вверху, над топкой, как на фото, то в корпусе можно сделать отверстия для вентилирования каменки. Тогда часть воздуха, который поднимается вдоль стенок, будет попадать в каменку, обдувать камни и нагреваться еще сильнее. Такая каменка называется вентилируемой. Она хороша именно для суховоздушных саун.
Чертежи и схемы
Конструкция печей для сауны проще. Нужна топка нормального размера, в которую помещаются большие поленья. В верхней части, над верхней частью топки привариваются борта каменки, объем которой обычно 20-25 литров. Вариации могут быть по ширине/высоте/глубине, но особых каких-то хитростей нет.

Схемы металлических печей для сауны
Установка бака для нагрева воды в парилке сауны — идея не самая лучшая. Вы не сможете контролировать влажность, а при высоких температурах легко получить ожог. Тем не менее, несколько вариантов установки баков на фото выше.
Другой тип каменки — внутри топки. При желании можно сделать на нее крышку и такую печь можно использовать в двух режимах — с открытой крышкой для сухого парения, с открытой — для получения большего количества пара.

Каменка внутри корпуса
Какие печи для бани лучше: чугунные, стальные или из нержавейки?




Материал, из которого изготавливается топка, определяет самые значимые параметры дровяной печи: от срока эксплуатации до времени нагрева парной. На рынке представлены модели банных печей из чугуна, из черной стали, из стали 09Г2С (разновидность черной стали) и из нержавейки. Каждый материал имеет как неоспоримые преимущества, так и свои минусы. Попробуем разобраться и в том, и другом вместе.
Чтобы сравнить все перечисленные материалы, давайте для начала определимся с критериями. На наш взгляд лучше всего использовать следующие сравнительные характеристики:
- Температура прогорания;
- Толщина;
- Срок службы печи;
- Скорость нагрева парной;
- Время остывания печи;
- Хрупкость материала;
- И, конечно, цена.
Печи для бани из чугуна как самые популярные, но есть нюансы
В простонародье бытует мнение, что печи из чугуна — это идеальный вариант. Данный вывод имеет свои основания. Во-первых, чугун является материалом, который практически не прогорает. При правильной эксплуатации чугунная печь прослужит десять, а то и двадцать с лишним лет! Однако здесь присутствует одна оговорка — такой срок действительно может иметь место, если производитель использует хороший сплав и соблюдает технологию литья. Литье должно быть ровное и гладкое.

На первый взгляд, если выдерживается это условие, то все идеально, но у чугуна есть своя ахиллесова пята — это хрупкость. Другими словами, при резких перепадах температуры такая печь может просто-напросто лопнуть — и, согласитесь, это не самая приятная ситуация для банных процедур.

Моисеев Родион
Старший продавец в магазине на Выборгском ш. 212
Кстати, если вы еще не определились с моделью печи, то рекомендуем прочесть нашу статью “Какая печь лучше подойдет для русской бани”.
Второй нюанс материала — чугун долго нагревается, хотя и дольше остывает.
Время нагрева парной чугунной печью составляет 1,5-2 часа. Время остывания такое же. Температура прогорания чугунной печи составляет 1200 градусов по Цельсию.
Еще один нюанс чугунных печей — это их толщина. На толщину материала стоит обратить особое внимание, если литье не самого лучшего качества (например, оно в рытвинах или дырках). В таком случае для длительного срока эксплуатации печи толщина должна быть не менее 15-20 мм. Если же литье хорошего качества, то толщина может быть и меньше — 8-12 мм.
Что касается стоимости чугунных печей для бани, то расценки на такие печи начинаются от 25 тыс. рублей. Это на 20-25% дороже печей из черной или котловой стали, но, например, профессиональные модели чугунных печей по цене будут сопоставимы с ценой стальных печей.
Моисеев Родион
Старший продавец в магазине на Выборгском ш. 212
Если вы хотите сравнить стоимость печей из разных материалов, воспользуйтесь фильтром подбора печей на нашем сайте.
Конструкционная «черная» сталь — бюджетный материал для банной печи
Такие печи для бани действительно самые бюджетные. Ценник печей из “черной” стали начинается от 12 тыс. рублей. Поэтому если вы потратились на строительство бани и финансы ограничены, а печь нужна как воздух, то это идеальный вариант. Но помимо стоимости, у печей из конструкционной “черной” стали есть и другие особенности, о которых стоит знать для принятия взвешенного решения.

Рис 2. В печах для бани Ермак топка сделана из конструкционной стали
Первая особенность — это низкая термостойкость. Под термостойкостью понимаем свойство материала выдерживать высокие температуры и при этом не разрушаться. Так вот, термостойкость конструкционной черной стали составляет 400 градусов по Цельсию. А если учесть, что температура внутри банной печи колеблется в пределах 500-600 градусов по Цельсию, то возникает вторая особенность таких печей — это небольшой срок службы по причине разрушения материала. Для компенсации низкой термостойкости данного материала, производители изготавливают топки с увеличенной толщиной (до 8 мм).
Срок службы печей из черной стали составляет 5-8 лет. Температура прогорания — 400 градусов по Цельсию.
К плюсам таких печей, помимо бюджетности, можно отнести быструю скорость нагрева. К минусам — такую же скорость остывания. Еще один плюс — отсутствие проблем с хрупкостью, как у их чугунных собратьев.
Ну и, конечно, модели печей из черной стали могут быть выполнены в интересных конструктивных решениях. Можете посмотреть их у нас в разделе «Печи для бани», выбрав пункт фильтра «Материал топки печи — из толстостенной конструкционной стали».
Печи из котловой стали 09г2с — улучшенная версия печей из «черной» стали по той же цене
Сталь 09г2с — это та же конструкционная сталь, но с добавлением легирующих элементов. Котловая сталь 09г2с по свойствам занимает среднюю позицию между черной сталью и нержавейкой.

Артеменко Вячеслав
Заведующий магазином на ул. Коллонтай, 18
Легирующие элементы – специальные присадки, которые увеличивают термостойкость стали.
Термостойкость такого материала находится в пределах 500 градусов по Цельсию. Соответственно, ее также необходимо компенсировать толщиной, но уже меньшей. Из котловой стали выпускаются топки толщиной не более 3-6 мм, но при этом срок эксплуатации таких печей выше, чем аналогичные топки из черной стали.
Температура прогорания топки из стали 09г2с составляет 500 градусов по Цельсию. Толщина: 3-6 мм. Срок службы составляет от 7 до 10 лет.
Отметим еще один приятный момент для банщиков — несмотря на лучшие потребительские свойства материала (повышенная долговечность), печи из стали 09Г2С по цене пока такие же, как и печи из черной стали. Ключевое слово “пока” — что будет в ближайшем будущем, загадывать не будем.

Рис 3. Печи для бани Grill’D и Везувий Скиф делаются из стали 09г2с
Что касается скорости нагрева парной и времени остывания, котловая сталь 09г2с имеет такие же показатели, как и “черная” сталь. Кстати, если вас интересует вопрос сохранения тепла в парной, то обратите внимание на статью “Выбор камня для банной печи ”.
Сталь 09г2с является не хрупким материалом, поэтому основное преимущество перед черной сталью — это все-таки долговечность.
Немного истории… Котловую сталь 09г2с производители впервые начали использовать только в 2017 году, а массовый тренд на нее подхватили только в 2020 году. Благодаря преимуществам материала, на рынке появляется все больше брендов, которые отдают предпочтение именно стали 09г2с. Один из таких брендов — компания Grill’D, которая все свои модели печей выпускает из этого материала (искл. модели PRO, выполненные из нержавейки). Еще одним популярным производителем, который выпускает модели печей из этого материала, является компания Везувий.
Печи из нержавейки — лучшие показатели
На сегодня топки из нержавейки по праву считаются одними из лучших на рынке. Судите сами: термостойкость таких банных печей составляет аж 800 градусов! Это на 200-300 градусов выше, чем максимальная температура внутри банной печи. Из этого следует, что у подобных печей не будет образовываться окалина.
Температура прогорания печей из нержавейки 800 градусов Цельсия. Толщина — 2-6 мм.
Высокая температура термостойкости определяет и то, что печь будет служить верой и правдой очень долгое время — более 20 лет! Долговечность — это не единственный плюс таких печей: они не хрупкие, быстро нагревают парную, выпускаются в различных конструктивных решениях.

Рис 4. Печи для бани Grill’D серии PRO делаются из нержавейки толщиной 4 мм.
Единственный минус печей из нержавейки — это цена. Она в 2-3 раза выше цены печей из конструкционной стали или 09г2с. Для того, чтобы нивелировать разницу, выпускаются печи из нержи толщиной 2 мм. Цена становится сопоставой с печами из черной стали (от 15 тыс рублей), но все равно в продаже остаются модели в 4-6 мм. толщиной (от 40 тыс рублей).
Кстати, мы не оговорили в самом начале, что в статье пойдет речь именно о печах для бани, а не для сауны. Если вы пока не вникали в данный вопрос, то рекомендуем ознакомиться с нашей статьей: “Чем отличаются печи для бани от печей для сауны”.
Подводим итоги
Печи из черной стали. Самый бюджетный вариант. При этом они не долго нагреваются, не быстро остывают, не хрупкие и имеют интересный модельный ряд.
Печи из стали 09Г2С. Превосходят печи из черной стали по долговечности, но не превышают их по стоимости (пока!). Массовый тренд на эту сталь производители подхватили в 2020 году. Ведущие производители (например, Везувий и Grill’D) предлагают печи именно из этой стали.
Печи из чугуна. Самые долговечные печи, но только при условии хорошего сплава и соблюдения культуры литья (либо при низком качестве литья должна быть выдержана толщина не менее 15-20 мм). Рекомендуем также обращать внимание на отзывы и время присутствия производителя на рынке.
Печи из нержавейки. Самые долговечные, не хрупкие, могут быть любой конструкции, но и самые дорогие. Печи из нержавейки толщиной в 2 мм. сопоставимы по сроку службы и цене с печами из черной стали. А печи с толщиной 4 мм. — с чугуном, или даже дороже, но это уже профессиональные банные печи.
Чугун
Черная сталь
09Г2С
Нержавейка
Температура прогорания, град. по Цельсию
Как отрегулировать пластиковые окна самостоятельно
Пластиковое окно, даже самое качественное и правильно установленное, требует периодического обслуживания. Оно может простоять несколько лет без каких-либо проблем, но со временем при открывании или закрывании может ощущаться трение. Вторая проблема — поддувает из-под уплотнителя, и третья — ручка поворачивается с усилием. Все эти поломки не являются сложными и легко устраняются и совсем необязательно вызывать мастера: регулировка пластиковых окон самостоятельно — дело минут. Все что необходимо — подтянуть или ослабить несколько винтов. Главное — знать где и как. Об этом дальше в фото и видео формате.
 Точки регулировки пластиковых окон
Точки регулировки пластиковых окон
Зимний и летний режим
Чаще всего требуется регулировка пластиковых окон к новому сезону: зимой желательна полная герметичность, а летом можно немного свежего воздуха впустить. Это достигается регулировкой плотности прижима створки. Сделать это самому легко. Когда разберетесь, удивитесь, насколько все элементарно…
Створка окна к раме прижимается при при помощи цапф. Это такие подвижные металлические выступы на боковой поверхности створки. При повороте ручки они заходят за ответные металлические пластины, установленные на раме. Для того, чтобы была возможность регулировать плотность прилегания створки и рамы они имеют эксцентрик — или сами сделаны овальной формы, или в центре круглого выступа имеется регулировка со смещенным центром. Изменяя положение цапф (смотрите фото), меняете степень прижима, то есть устраняете сквозняк из-под створки.
 Регулировка прижима створки пластикового окна к раме
Регулировка прижима створки пластикового окна к раме
Как видите, формы запорных выступов могут быть разными. Для их регулировки могут использоваться разные инструменты. Если на вашем окне такие эксцентрики, как на рисунке слева — выступы овальной формы — их положение меняют при помощи плоскогубцев: зажимаете его и поворачиваете в нужную сторону.
Если запорный выступ круглый, как на рисунке слева, в нем может быть сделана прорезь под отвертку или шестигранный ключ. Осмотрев их, вы легко поймете, какой инструмент вам необходим: обычная отвертка или шестигранник №4. Вставляете ключ или отвертку в прорезь и тоже проворачиваете в нужное положение.
Выставляете все выступы в одинаковое положение. Обратите внимание, что они находятся не только на одной стороне створки — наружной, но есть и на внутренней (хотя-бы один, но есть), а также могут быть вверху и внизу. Вот все имеющиеся запорные выступы выставляете в одинаковое положение, иначе раму перекосит и из-под нее будет дуть.
Регулируя фурнитуру пластиковых окон, помните, что слабый прижим — соответствует летнему режиму закрывания пластиковых окон, стандартный или сильный — зимнему. Если профилактические работы проводите в зиму, для начала выставьте стандартное положение и проверьте, есть ли продувание. Сразу пережимать резинки на новых ПВХ окнах не советуют. В таком положении установленный по периметру резиновый уплотнитель сильно прижат. Из-за этого со временем он теряет эластичность. На нормальный уплотнитель гарантия 15 лет, но все-таки… Если прижим сразу выставить максимальный, резина испортится быстрее. В результате, в очередной раз выставив зимнее положение на пластиковых окнах, вы обнаружите, что из-под створки по-прежнему дует, а резинка вся в трещинках. Это значит, что пришло время менять уплотнитель. Это тоже не очень сложно, но требует больше времени, да и резину еще нужно купить.
Итак: зимнее и летнее положение пластиковых окон выставляется изменением положения запорных выступов — цапф. Подробно все рассказано в видео ниже. После просмотра регулировка пластиковых окон самостоятельно окончательно перестанет быть проблемой.
Как отрегулировать окно чтобы не дуло
Иногда, пластиковые окна даже после перевода цапф в положение сильного прижима, не герметичны — из-под створки дует и замена резинки ничего не дает. Это случается обычно при усадке дома. В этом случае говорят, что окно проседает. Когда это происходит, теряется контакт запорного выступа и ответной пластины. При повороте ручки выступ-цапфа должна зайти за пластину, прижав створку. Если этого не происходит и возникают сквозняки, тепло из помещения выдувает.
 Где обычно находятся цапфы (прижимные выступы)
Где обычно находятся цапфы (прижимные выступы)
При проседании пластикового окна регулировка другая: нужно сдвинуть створку в стону, чтобы те выступы, которые не достают до пластин, зацепились за них.
Сначала необходимо определиться, какие из цапф не дотягиваются до запорных пластин. Делается это механически. Для начала осмотрите, створку, запомните, где есть выступы. Окно закройте. Возьмитесь за раму створки в местах установки цапф и потяните ее на себя.
 Проверяем, где створка не держится
Проверяем, где створка не держится
Если контакт есть, рама остается неподвижной, если нет — двигается. Так проверяете в каких местах нет контакта и определяете, в какую сторону необходимо двигать створку. Делают это регулируя нижнюю и верхнюю петлю.
Регулировка нижней петли
Если не закрывается ПВХ окно где-то внизу, двигать створку будем при помощи нижней петли. Тут есть две регулировки: одна в горизонтальной плоскости — сдвигается ближе к петле или дальше от нее, и вторая — в вертикальной — поднимает или опускает створку на пару миллиметров.
Чтобы сдвинуть нижнюю часть створки ближе или дальше к петле, ее открывают. В нижней части пели есть регулировочное отверстие под шестигранный ключ (иногда — под «звездочку»).
 Регулировка нижней петли пластикового окна или двери
Регулировка нижней петли пластикового окна или двери
В него вставляется шестигранник, поворотом по часовой стрелке нижний угол приближается к петле, против — отодвигается. Подвинув немного створку, пробуйте ее закрыть/открыть. Как только результат достигнут, останавливайтесь. Если ресурс выкручен до упора, а результата нет, верните все в исходное положение: это не та регулировка.
Этим винтом можно исправить положение, если при закрывании окна створка задевает раму внизу. Чуть приблизив ее к петле, вы устраните эту неисправность.
На нижней петле есть второй регулирующий винт. Чтобы до него добраться, необходимо створку поставить на проветривание и снять декоративную накладку. Она снимается легко, нужно нижний край немного оттянуть на себя (на 1-2 мм) и подтянуть ее вверх. Сняв защитный колпачок, в верхней части увидите углубление. В него вставляется шестигранник на 4 мм. Поворотом по часовой стрелке створка немного приподнимается, против — опускается.
Подробно рассказано о том, как снять декоративную накладку на петлю, как и чем регулировать нижнюю петлю на окне ПВХ в следующем видео.
Регулировка верхней петли
Если на пластиковом окне не закрывается верхний угол, двигать нужно его. Для этого открываете окно хотя-бы на 90°. Можно и меньше, но работать будет неудобно. На створке вверху есть петля. По конструкции она отличается от нижней, но в ней также есть отверстие под шестигранник.
 Регулировка верхней петли пластикового окна
Регулировка верхней петли пластикового окна
Винт регулировки находится сбоку. Вращая его двигаем створку дальше от петли (если не закрываются дальние от петли цапфы) или ближе к петле. Один момент — между створкой и петлей должен оставаться зазор в несколько миллиметров: он необходим, чтобы туда заходил поворотно-откидной механизм. Потому, повернув ключом на пол оборота, проверяйте, как открывается/закрывается окно.
Иногда и эта регулировка не помогает. Тогда требуется прижать верхний угол к раме. Для этого есть другой винт — на поворотно-откидном механизме. Чтобы был доступ к этому винту, придется открыть окно сразу в двух положениях. Для этого створку открывают, прижимают блокиратор. Он обычно бывает двух конструкций — в виде запорной петли или язычка (смотрите на фото ниже).
 Блокираторы пластиковых окон
Блокираторы пластиковых окон
Блокиратор отводят до упора, удерживая его, поворачивают ручку на проветривание, потянув верхний край створки немного на себя, открывают поворотный механизм. Устройство, которое держит створку открыто. На одной из пластин есть выступ под тот же шестигранный ключ. Поворачивая его можно регулировать плотность прилегания верхнего угла створки. Она необходима, если не закрывается верхний угол пластикового окна.
 Регулировка, позволяющая плотнее придать верхний угол пластикового окна
Регулировка, позволяющая плотнее придать верхний угол пластикового окна
Еще раз посмотреть, как отрегулировать пластиковые окна самому, можно в видео. Объяснения по делу, доступно и без лишних слов.
Не закрывается пластиковое окно
Иногда геометрия оконного проема меняется настолько сильно, что даже сдвинув створку на максимум, мы не получаем желаемого результата: пластиковое окно не закрывается. Что делать в этом случае? Если на ответной части есть регулировка, как в варианте а и б на фото, попробуйте обойтись малой кровью — подкрутите еще тут. Принцип тот же: вставляете шестигранный ключ и вращаете его по часовой стрелке, выдвигая на максимум.
Если не хватает нескольких миллиметров не в глубину, а вбок, то придется установить под ответную часть подкладки. Их вырезают из куска белого пластика. Максимальная толщина — 3-4 мм. Сначала, открутив винты, упоры снимают. Вырезают две прокладки: одна устанавливается снизу, вторая -с боку. В результате упор сдвигается на 3 мм вглубь створки.
 Виды ответных частей на раме
Виды ответных частей на раме
Устанавливаются сначала на нужное место подкладки, на них — упор, который прикручивается саморезом. Выступающие куски пластика срезаются острым ножом. Проверяете, закрывается окно или нет.
Если и это не помогло — есть еще один способ: отодвинуть раму створки. Она довольно эластична, и ее можно подвинуть примерно на 5 мм. Порядок действий такой:
- С той стороны, которую нужно подвинуть, снимается штапик (только один).
- Между стеклопакетом и рамой чуть ниже места, где будем отодвигать, вставляется пластиковый или деревянный (не металлический) гладкий и узкий предмет. Больше всего подходит плоская лопатка или линейка.
 Что делать, если не закрывается пластиковое окно? Как отрегулировать
Что делать, если не закрывается пластиковое окно? Как отрегулировать
Если присмотреться, видно, что рама немного искривлена. Главное, чтобы окно теперь закрывалось. В 99% случаев этого достаточно. Если вам не повезло, и все эти ухищрения не дали результата необходимо снимать откосы и выгибать еще и раму.
Посмотреть все описанные выше действия можно в видео.
Регулировка и замена ручек
Достаточно распространенная проблема: ручка поворачивается с трудом. Если проблему вовремя не устранить, из-за прилагаемых чрезмерных усилий она ломается, остается короткий пенек, которым уже точно ничего не сделаешь.
Сначала о том, как сделать так, чтобы ручка снова закрывалась легко. Запорные механизмы в первую очередь нужно очистить и смазать. Сначала удаляют накопившуюся пыль и грязь, протирают насухо, затем все подвижные части смазывают. Использовать нужно чистые масла, без щелочей и кислот. Лучший вариант — машинное масло, можно любой аналог или современное средство из баллончика.
 Места для смазки пластикового окна
Места для смазки пластикового окна
Смазав все трущиеся и двигающиеся части, несколько раз открываете/закрываете створку, поворачиваете ее на петлях. Все должно двигаться ровно, без рывков.
Если и сейчас есть проблемы, скорее всего в процессе регулировок или изменений геометрии окна, сместился блокиратор. Он должен легко входить в ответную часть и плотно прижиматься к раме. Тогда и ручка поворачивается легко. Подвиньте створку и попробуйте снова.
Теперь о том, как поменять ручку. Крепеж, на котором она держится, спрятан под декоративной накладкой. Если присмотритесь, увидите, что есть тонкая крышечка. Беретесь за нее пальцами или поддеваете ногтями, тяните слегка на себя и поворачиваете в одну из сторон. Открываются два болта. Их выкручивают, ручку снимают, ставят на ее место новую.
 Крепеж скрывается под декоративной накладкой
Крепеж скрывается под декоративной накладкой
Мы рассмотрели самые широко распространенные проблемы и методы их устранения. Теперь для вас не проблема не только регулировка пластиковых окон, самостоятельно вы можете сделать и мелкий ремонт. Также можете сами проводить сервисное обслуживание (смазка раз в год).
Готовим ПВХ-окна к зиме: универсальные азы регулировки оконной фурнитуры
Приходят холодные дни и многие начинают обращать внимание на некорректную работу фурнитуры на своих ПВХ окнах, в связи с чем, могут происходить затирания, продувания и так далее. Поэтому я решил написать небольшую публикацию с универсальными азами по регулировке ПВХ окон. Сразу уточню, что данную информацию можно применить к практически всем видам стандартной фурнитуры для окон с поворотно-откидными створками.

Содержание
- Регулировка прижима периметра створки
- Регулировка прижима в районе верхней петли
- Ничего не помогает, окно все равно продувается
- Регулировка затираний
Регулировка прижима периметра створки
Итак, сначала рассмотрим самую простую ситуацию, в которой у вас на окне все закрывается и открывается без затираний. Но вы чувствуете, что из под уплотнителя дует. Для устранения этой проблемы можно попробовать подтянуть специальные эксцентрики (см. фото ниже) они могут быть выполнены в нескольких форм-факторах, но все работают по одному принципу. В частности на фото вы видите фурнитуру Maco, для вращения данных эксцентриков существует специальный ключ, но мы обойдемся обычными плоскогубцами.

Для увеличения прижима нужно повернуть эксцентрик таким образом, чтобы его выпуклая сторона была направлена в сторону внутреннего уплотнителя, однако будьте аккуратны, и сильно не поворачивайте его, иначе возможно сильное трение при закрытии и тугой ход ручки. Смотрите по ощущениям, у всех по-разному. Также чрезмерный прижим может привести к увеличению износа фурнитуры и уплотнителя, окно должно закрываться с небольшим усилием.

Обратите внимание, что обычно на одну створку предусмотрено 4-5 эксцентриков по периметру. Также приложу небольшое фото эксцентрика от другого производителя фурнитуры для наглядности. Такие эксцентрики поворачиваются при помощи обычного шестигранного ключа на 4 мм.

Регулировка прижима в районе верхней петли
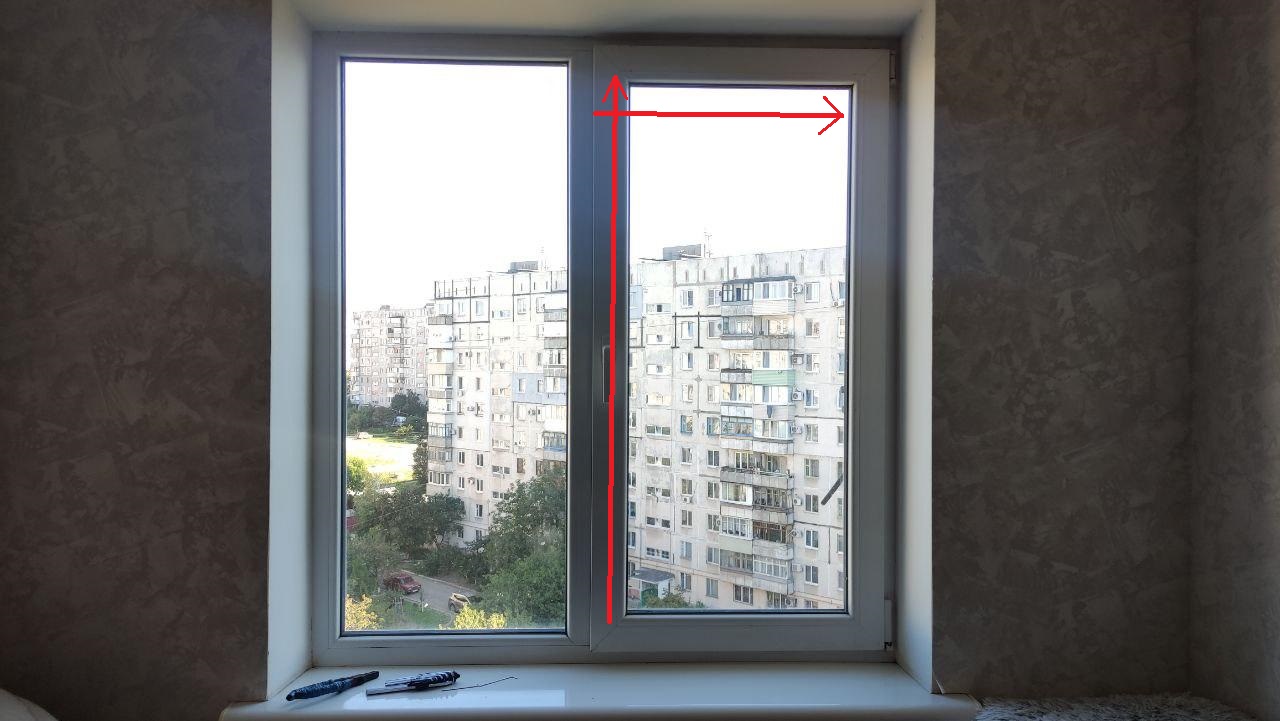
При проблеме продувания самым слабым звеном в конструкции ПВХ окон являются петли, и на них также стоит обратить внимание. Для увеличения прижима в области верхней петли на так называемых ножницах также нужно отрегулировать эксцентрик. Он регулируется аналогично описанным выше эксцентрикам, но для доступа к нему окно нужно одновременно открыть полностью и на проветривание. Если у вас установлена блокада поворота ручки, (то есть при открытом окне ручка не поворачивается) нужно открыть окна, зажать блокаду поворота, а затем перевести окно в режим проветривания.



После этой простой манипуляции у нас открывается доступ до необходимого эксцентрика, на нем есть риска, с какой стороны она нанесена – с той стороны самый большой прижим, то есть поворачиваем эксцентрик таким образом, чтобы условное обозначение риски смотрело вовнутрь помещения. После чего возвращаем окно в исходное положение.

Регулировка прижима в районе нижней петли
На некоторых фурнитурах на нижней петле также есть небольшой винт, который отвечает за регулировку прижима. Находится он под декоративным колпачком нижней петли.

Ничего не помогает, окно все равно продувается
Что касается продувания в целом также стоит добавить, что даже новое окно может продуваться в режиме максимального прижима. Это происходит, когда на моменте заказа небыли учтены ветровые нагрузи, которые действуют в вашем регионе. Избежать этого будет практически невозможно, но если не углубляться можно попробовать заменить уплотнитель, но не на стандартный, а на так называемый «ремонтный». Он имеет немного другую конструкцию и размеры. Но это уже совсем другая тема, поскольку в этом вопросе есть много нюансов. В любом случае, прежде чем менять уплотнитель убедитесь, что вы все сделали правильно.
Регулировка затираний
А теперь давайте рассмотрим вариант, когда ваше окно где-то затирает, провисло и не корректно закрывается. Итак, здесь все довольно просто – вся регулировка осуществляется тремя винтами, для их вращения нам понадобится шестигранный ключик на 4 мм.
Если у вас затирает нижняя грань то, скорее всего вам поможет простое поднятие створки, это делается путем закручивания винта на нижней петле. Делайте 1-1,5 оборота и проверяйте окно на предмет корректного закрытия, в случае необходимости закручивайте винт еще.


Однако не перестарайтесь с закручиванием данного винта, иначе затирание перейдет на верхнюю часть створки. Если створка сверху уже затирает, а снизу проблема не решена, тогда поднимите окно в максимально возможное положение вверх до затирания в верхней части, и перейдите к регулировке винта на верхней петле.

При закручивании торцевого винта на верхней петле створка одновременно понимается вверх, и верхняя часть створки уходит в сторону петли (в данном случае при закручивании левый нижний угол створки уходит вверх, а верхняя часть створки уходит вправо).

Если у вас затирает створки об вертикальную часть рамы в районе примерно от самого низа до середины окна, то вам нужно отвести створку в сторону. За движение створки вправо или влево отвечает еще один винт, расположенный на нижней петле.


В случае затирания створки об вертикальную часть рамы, в районе от середины до верха окна, нужно осуществить регулировку при помощи винта находящегося на верхней петле. В определенных случаях нужно осуществлять регулировку и нижним винтом.



В целом, наверное, обо всем кратко рассказал, все достаточно просто, есть разные случаи и проблемы, но практически все их можно решить без особых усилий и серьезных ремонтов. Если у вас остались конкретные вопросы, можете четко сформулировать их и спросить в комментариях, я отвечу. Спасибо за внимание.





