Как выполняется зачистка сварных швов после сварки

Зачистка сварного шва после сварки
Сварка является на сегодняшний день одной из наиболее распространенных технологий скрепления металлических деталей, потому что именно при сваривании поверхностей удается получить однородное соединение, не пропускающее влагу и обеспечивающее прочное скрепление элементов. Однако сам по себе сварной шов является слабым местом конструкции, которое необходимо защитить от преждевременного повреждения и разрушения. Поэтому обязательным этапом любых сварочных работ является зачистка сварных швов после сварки – необходимость проведения такой работы является нормой, закрепленной в ГОСТ 9.402-80 «Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Подготовка металлических поверхностей перед окрашиванием». Для выполнения подобной работы может использоваться различный инструмент, оказывающий различное воздействие на обрабатываемую поверхность – это и обыкновенная механическая шлифовка, и химическое протравливание, и нейтрализация. Каждая из данных технологий имеет свои особенности и показания к применению.
Механическая чистка сварного шва
Наиболее простой вариант механической чистки является ручная зачистка проволочной щеткой. Однако намного проще и эффективнее такая обработка выполняется портативным шлифовальным станком или обыкновенной болгаркой, оснащенной лепестковой шлифовальной насадкой или абразивным кругом. С помощью этого метода можно избавиться от многих дефектов сварного шва:
- окалины;
- окислов и заусенцев;
- следов побежалости.
Данная технология любима многими мастерами сварочных работ также за то, что по соотношению «цена – качество» она едва ли не самая выгодная.
Однако очень важно правильно выбрать шлифовальный круг, иначе рассчитывать на отличный результат не приходится.
Наилучшим материалом для обработки сварных швов на нержавеющих сталях является цирконат алюминия, потому что он не оказывает коррозирующего воздействия на металл и значительно превосходит по прочности оксид алюминия, также используемый для производства лепестковых абразивных насадок.
Также важно, чтобы лепестки имели тканевую основу, потому что она надежнее и выносливее, чем бумажная основа, что необходимо для такого агрессивного вида работ, как шлифование сварных швов. Следует отметить, что насадки с тканевой основой, да еще и с покрытием из цирконата алюминия значительно дороже обычных бумажных насадок с напылением оксидом алюминия, однако цена того стоит – работа будет и легче, и эффективнее. Кроме того, использование таких насадок минимизирует возможность образования очага коррозии в месте шлифовки, что очень важно для качественного выполнения ответственной работы.
В зависимости от масштабов и тонкости выполняемой работы следует использовать насадки с разным размером абразивного зерна – в продуктовой линейке основных производителей представлены разнообразные размеры зерна, поэтому нужно иметь в арсенале несколько размеров. Тем более, что для выполнения работы высокого качества потребуется последовательная обработка разными насадками с уменьшением размера зерна.
Так, например, для грубого снятия основного слоя окалины или наплыва металла нужно использовать насадки с самым большим зерном, затем более тонкая обработка выполняется насадкой с более мелким зерном, финишная обработка производится самым мелким абразивным зерном.
При этом размер нужно менять последовательно, пропускать можно не более одного размера. А если же нужно добиться зеркальной ровности и блеска сварного шва, то запрещается пропускать даже 1 размер. Иначе может проявиться необработанная риска, и всю работу придется начинать с самого начала.
Сложным и в то же время ответственным является шлифование сварных швов в труднодоступных местах – полостях, отверстиях, на тонких кромках, здесь применяются специальные инструменты – борфрезы, которые монтируются в прямую шлифмашину. Борфрезы имеют множество различных форм и размеров, поэтому выбрать подходящий инструмент для работы не составляет никакого труда.
Химическая обработка сварных швов
Как показывает практика, наилучших результатов при обработке сварных швов удается достичь при сочетании механической обработки с химическим воздействием на шов. Такое воздействие может быть различным – это травление и пассивация.
Травление – это стадия обработки шва, предваряющая механическую шлифовку.
Выполняется травление с помощью специальных составов, которые позволяют создать однородное антикоррозионное покрытие на поверхности детали. Также с помощью травления удаляются участки с побежалостью – в таких местах скапливаются окисленные хром и никель, поэтому эти участки быстрее поражаются коррозией.
Травление сварных швов (видео):
Для небольших участков сварных швов травление лучше выполнять простым нанесением состава для травления на шов, в отдельных же случаях выполняется полное погружение детали в емкость с травильным раствором. Необходимое время его воздействия на металл в каждом случае определяется индивидуально.
После травления для придания сварному шву дополнительной прочности выполняется его пассивация.
Пассивация – это обработка металлической поверхности специальным составом, который образует на обработанной детали защитную пленку, пассивную к образованию коррозии – отсюда и название технологии.
Химическая сущность данного процесса заключается в следующем – оксиданты мягкого действия при взаимодействии с нержавеющей сталью удаляют с ее поверхности свободный металл и активизируют образование защитной пленки на поверхности.
Пассивация нержавеющей стали (видео):
После того, как выполнена химическая зачистка сварных швов после сварки, необходимо смыть реагенты водой. При этом нужно позаботиться о правильной утилизации сточной воды после такой смывки – в ней содержится большое количество кислот и тяжелых металлов, поэтому такие стоки имеют высокий уровень опасности для окружающей среды. В первую очередь необходимо нейтрализовать кислоты с помощью щелочных соединений, затем ее рекомендуется профильтровать и утилизировать в соответствии с нормами природного законодательства.
Зачистка сварных швов после сварки

В соединении металлических заготовок на сегодняшний день сварочные технологии находятся вне конкуренции. Это и наиболее распространенный, и самый экономичный способ изготовления сложных металлоконструкций. Сварка позволяет получать очень прочное соединение неограниченного количества элементов из металлов с однородным и эстетичным стыком. В то же время сварочный шов может стать самым уязвимым звеном конструкции из-за плохого качества работ. Зачистка дает возможность выявить брак в процессе выполнения соединений и устранить его задолго до начала эксплуатации конструкции.
- Способы зачистки сварных швов
- Необходимость зачистки сварных швов
- Механическая зачистка сварных швов болгаркой
- Обработка сварных швов химическим способом
- Травление
- Пассивация
- Термическая обработка
- Зачистка швов после сварки: техника безопасности
- Заключение
Способы зачистки сварных швов
Из-за этого и необходимости придания шву эстетичности зачистка является одним из пунктов, которые внесены в требования ГОСТа. Для зачистки сварного соединения применяются различные инструменты и методы:
- Механическая обработка стыка методом шлифовки с использованием “болгарки” или подручных абразивных материалов.
- Химическая обработка, подразумевающая протравливание специальными реагентами.
- Термический способ. Снимает остаточные напряжения конструкции.

Каждая из технологий отличается нюансами и рекомендована в конкретном случае. В определенной ситуации очень важно правильно выбрать наиболее подходящий метод и инструмент. Наиболее часто используются угловая шлифовальная машинка, металлическая щетка или шлифовальный станок. Важно при выборе оборудования учитывать в первую очередь отдаваемую мощность и только потом обращать внимание на потребляемую мощность.
Один и тот же вид оборудование имеет несколько модификаций. К примеру, в противовес привычной ручной шлифмашинке в производстве кораблей используются передвижные высокопроизводительный агрегаты. Они представляют собой шлифовальный станок, который можно переместить к конструкции большого размера и уже по месту зашлифовать стык.

Необходимость зачистки сварных швов
На заключительном этапе сварочных работ специалист очищает шов от шлака и окалины. Весь процесс состоит из трех простых этапов:
- Место сварного соединения по периметру обрабатывается одни из трех выше перечисленных методом.
- После этого поверхность полируется составом, предотвращающим окисление.
- Выполняется лужение сварного стыка.
Зачистка сварных швов производится с целью устранения изъянов поверхности и регламентируется положениями пунктов ГОСТа 9.402-80. К дефектам принято относить: трещины, свищи, лунки и кратеры, которые могут образоваться в местах сварного соединения.

Нужно строго соблюдать технологические нормы выполнения зачистки. Не допускаются любые отклонения от общепринятых стандартов. Желательно полностью использовать все возможности, которые предоставляет современная шлифовальная техника и химические реагенты.
Механическая зачистка сварных швов болгаркой
Наиболее востребованный и самый простой способ механической обработки – зачистка угловой шлифовальной машинкой или попросту болгаркой. Благодаря такому методу воздействия сварной шов можно очистить от окалины, окиси, заусениц и следов побежалости. Способ имеет очень весомое преимущество – низкую себестоимость. Для зачистки подбираются специальные насадки – абразивные круги определенной толщины и диаметра.
Обработка сварных швов химическим способом
Однако наиболее качественный результат достигается при условии комбинирования двух способов зачистки – механического и химического. Обработка сварных соединений химическими препаратами может выполняться одним из двух методов: травления или пассивации. Для объективности нужно рассмотреть оба.
Травление
Обработка выполняется непосредственно перед механической шлифовкой. Используется специальный химический состав, позволяющий создать на поверхности однородный слой. Метод травления успешно применяется в случаях, когда требуется удалить побежалость. Практикуется травление отдельных участков соединения или заготовки полностью. В последнем варианте подразумевается, что заготовка будет полностью погружена в раствор.

В случае полного окунания заготовки нет строго регламентированного времени на выполнение процедуры. При таком методе воздействия срок выдерживания определяется в индивидуальном порядке в зависимости от состава и вида металлов. Нужно подчеркнуть, что зачистка сварного соединения будет более эффективной, если прибегнуть к травлению методом пассивации. Его особенность заключается в том, что стык получает очень существенный бонус: увеличиваются его прочностные характеристики.
Пассивация
Суть процесса состоит в следующем. Для обработки металлической поверхности используется специальный химический состав. После его нанесения по всей плоскости образуется пленка. Она предотвращает старение металла и образование коррозии. С точки зрения взаимодействия реагентов это выглядит так: оксиданты размягчают верхний слой стали, взаимодействуют с ним и растворяют свободные частицы, которые не являются составляющей металлической заготовки. Помимо этого, состав активирует образование на поверхности защитной пленки.

Угловые сварные швы зачищать нужно в соответствии с требованиями Правил Гостехнадзора. Согласно его положениям, качество очистки контролирует сменный мастер, а результаты отображаются в технологической карте ремонта сварочных соединений.
Термическая обработка
Применяется в тех случаях, когда требуется зачистить остаточные напряжения внутренней части. Термообработка необходима в сваривании тонкостенных металлических конструкций. Суть процедуры сводится к тому, что готовая конструкция нагревается до определенной температуры, после чего охлаждается по определенному температурному графику.
Все работы производятся в три этапа. Изначально прогревается шов и рабочая поверхность вокруг него. Он должен выдерживаться нагретым в течение небольшого отрезка времени (второй этап), после чего остыть естественным путем (третий, заключительный, этап). Благодаря таким простым манипуляциям восстанавливается прочность и пластичность металла в районе сварочного шва.

Технология термической обработки имеет существенный недостаток. Если не удалось выполнить все манипуляции в точности с температурным графиком, то исправить ситуацию очень сложно. Простых решений нет. Потребуется дорогостоящая аппаратура и услуги профессионала, который имеет опыт подобной работы.
Контролировать соблюдение температурного режима можно разными способами. Наиболее распространенными являются измерения с помощью пирометра. Можно использовать тепловизор – специальное устройство, измеряющее температуру объекта на расстоянии. Менее эффективны методы контроля при помощи термокраски или термокарандаша, которые меняют свой оттенок в зависимости от температуры металла. Для их использования требуются практические навыки.
Зачистка швов после сварки: техника безопасности
При выполнении любого рода сварочных операций прежде всего необходимо подготовить соответствующим образом рабочее место, оборудование и оснастку. Следует использовать специальную защитную одежду и предусмотренные регламентом средства. Строго придерживаться требований норм пожарной безопасности.

Перед началом работ необходимо пройти инструктаж, о чем делается запись в рабочем журнале. К выполнению работ допускают штатные сотрудники в возрасте от 18 лет, прошедшие соответствующую подготовку.
Заключение
Качественный и эстетичный сварной шов получится только после финальной обработки стыка. Это обязательное условие выполнения любых видов сварочных работ. Обработать поверхность можно разными способами. Итоговая цель таких манипуляций состоит в том, чтобы привести элемент в состояние полной готовности. Основная часть операций регламентируется положениями ГОСТа. Удаление остатков сварки – это органичная составляющая процесса, направленного на получение нужного результата.
Зачистка сварных швов после сварки: ГОСТ, нормы ()
Как выполняется зачистка сварных швов после сварки

Зачистка сварного шва после сварки
Сварка является на сегодняшний день одной из наиболее распространенных технологий скрепления металлических деталей, потому что именно при сваривании поверхностей удается получить однородное соединение, не пропускающее влагу и обеспечивающее прочное скрепление элементов. Однако сам по себе сварной шов является слабым местом конструкции, которое необходимо защитить от преждевременного повреждения и разрушения. Поэтому обязательным этапом любых сварочных работ является зачистка сварных швов после сварки – необходимость проведения такой работы является нормой, закрепленной в ГОСТ 9.402-80 «Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Подготовка металлических поверхностей перед окрашиванием». Для выполнения подобной работы может использоваться различный инструмент, оказывающий различное воздействие на обрабатываемую поверхность – это и обыкновенная механическая шлифовка, и химическое протравливание, и нейтрализация. Каждая из данных технологий имеет свои особенности и показания к применению.
Механическая чистка сварного шва
Наиболее простой вариант механической чистки является ручная зачистка проволочной щеткой. Однако намного проще и эффективнее такая обработка выполняется портативным шлифовальным станком или обыкновенной болгаркой, оснащенной лепестковой шлифовальной насадкой или абразивным кругом. С помощью этого метода можно избавиться от многих дефектов сварного шва:
- окалины;
- окислов и заусенцев;
- следов побежалости.
Данная технология любима многими мастерами сварочных работ также за то, что по соотношению «цена – качество» она едва ли не самая выгодная.
Однако очень важно правильно выбрать шлифовальный круг, иначе рассчитывать на отличный результат не приходится.
Наилучшим материалом для обработки сварных швов на нержавеющих сталях является цирконат алюминия . потому что он не оказывает коррозирующего воздействия на металл и значительно превосходит по прочности оксид алюминия, также используемый для производства лепестковых абразивных насадок.
Также важно, чтобы лепестки имели тканевую основу, потому что она надежнее и выносливее, чем бумажная основа, что необходимо для такого агрессивного вида работ, как шлифование сварных швов. Следует отметить, что насадки с тканевой основой, да еще и с покрытием из цирконата алюминия значительно дороже обычных бумажных насадок с напылением оксидом алюминия, однако цена того стоит – работа будет и легче, и эффективнее. Кроме того, использование таких насадок минимизирует возможность образования очага коррозии в месте шлифовки, что очень важно для качественного выполнения ответственной работы.
В зависимости от масштабов и тонкости выполняемой работы следует использовать насадки с разным размером абразивного зерна – в продуктовой линейке основных производителей представлены разнообразные размеры зерна, поэтому нужно иметь в арсенале несколько размеров. Тем более, что для выполнения работы высокого качества потребуется последовательная обработка разными насадками с уменьшением размера зерна.
Так, например, для грубого снятия основного слоя окалины или наплыва металла нужно использовать насадки с самым большим зерном, затем более тонкая обработка выполняется насадкой с более мелким зерном, финишная обработка производится самым мелким абразивным зерном.
При этом размер нужно менять последовательно, пропускать можно не более одного размера. А если же нужно добиться зеркальной ровности и блеска сварного шва, то запрещается пропускать даже 1 размер. Иначе может проявиться необработанная риска, и всю работу придется начинать с самого начала.
Сложным и в то же время ответственным является шлифование сварных швов в труднодоступных местах – полостях, отверстиях, на тонких кромках, здесь применяются специальные инструменты – борфрезы, которые монтируются в прямую шлифмашину. Борфрезы имеют множество различных форм и размеров, поэтому выбрать подходящий инструмент для работы не составляет никакого труда.
Химическая обработка сварных швов
Как показывает практика, наилучших результатов при обработке сварных швов удается достичь при сочетании механической обработки с химическим воздействием на шов. Такое воздействие может быть различным – это травление и пассивация.
Травление – это стадия обработки шва, предваряющая механическую шлифовку.
Выполняется травление с помощью специальных составов, которые позволяют создать однородное антикоррозионное покрытие на поверхности детали. Также с помощью травления удаляются участки с побежалостью – в таких местах скапливаются окисленные хром и никель, поэтому эти участки быстрее поражаются коррозией.
Травление сварных швов ():
Для небольших участков сварных швов травление лучше выполнять простым нанесением состава для травления на шов, в отдельных же случаях выполняется полное погружение детали в емкость с травильным раствором. Необходимое время его воздействия на металл в каждом случае определяется индивидуально.
После травления для придания сварному шву дополнительной прочности выполняется его пассивация.
Пассивация – это обработка металлической поверхности специальным составом, который образует на обработанной детали защитную пленку, пассивную к образованию коррозии – отсюда и название технологии.
Химическая сущность данного процесса заключается в следующем – оксиданты мягкого действия при взаимодействии с нержавеющей сталью удаляют с ее поверхности свободный металл и активизируют образование защитной пленки на поверхности.
Пассивация нержавеющей стали ():
После того, как выполнена химическая зачистка сварных швов после сварки, необходимо смыть реагенты водой. При этом нужно позаботиться о правильной утилизации сточной воды после такой смывки – в ней содержится большое количество кислот и тяжелых металлов, поэтому такие стоки имеют высокий уровень опасности для окружающей среды. В первую очередь необходимо нейтрализовать кислоты с помощью щелочных соединений, затем ее рекомендуется профильтровать и утилизировать в соответствии с нормами природного законодательства.
Обработка сварного шва после сварки — термическая, механическая, антикоррозийная

Сварное соединение и зона около шва, независимо от марки стали, ее назначения и сложности изделия является наиболее уязвимым местом по отношению к остальной конструкции. Химическая и электрохимическая коррозия сварных соединений наиболее опасные виды разрушений, которым они подвержены.

Защита шва от коррозии
Причины появления коррозии при сварке
Появление коррозии в первую очередь на сварных соединениях, объясняется двумя причинами:
- разрывом первичных межкристаллических связей и получением новых, отличных по своим механическим свойствам от прежних, а также появление напряжений в структуре металла.
- изменением химического состава, появлением оксидов (эндогенных неметаллических включений), являющихся концентраторами напряжений в структуре;
- образованием гальванической пары за счет изменений в хим. составе сварного шва.
Влияние вышеперечисленных изменений возрастает пропорционально степени и интенсивности, количеству и размерам. Скорость протекания реакции окисления дополнительно определяется условиями работы: климатической составляющей, физико-химическим воздействием (рабочей средой).
Нужно ли готовить сварной шов под нанесение покрытия?
Для качественной антикоррозийной защиты сварных соединений специалисты рекомендуют защищать сварные швы от коррозии не позднее 3 дней после сварки, так что затягивать с этой процедурой не стоит. Перед нанесением покрытия сварные швы тщательно зачищают наждачным кругом, металлической щеткой или специальным аппаратом для очистки. После очистки швы промывают, протирают и просушивают. Если остались сварочные брызги, остатки шлака, неровности, острые грани, остатки грязи, то рекомендуется их удалить. В общем, поверхность сварных швов должна соответствовать ГОСТам – очистки и подготовки металла под покраску.
Методы нагрева швов
Сварочные швы и соединения могут нагреваться несколькими способами. Среди наиболее распространенных можно выделить специальные гибкие нагревательные изделия, муфельные печи, индукционные и газопламенные приспособления.

Метод нагрева шва выбирается исходя из возможности установки дополнительного оборудования, доступа к трубам, диаметра детали и прочих субъективных факторов. Проще говоря, выбор метода нагрева не регламентируется нормами и правилами. Самое главное — нагревательные приспособления должны беспрепятственно монтироваться на деталь, весить немного и осуществлять равномерный нагрев, без перепадов температур. Такая обработка называется локальной или местной.
Локальная термообработка с помощью гибких нагревательных элементов — это самый простой и недорогой способ обработки шва. Ранее такие нагреватели выпускал завод «Минмонтажспецстрой», сейчас этим занимается «Корпорация Монтажспецстрой». Такие элементы легко подстраиваются под диаметр трубы и их монтаж не вызывает трудностей.
Также используются муфельные печи. Они вполне эффективны при работе с трубами небольшого диаметра. Но здесь есть один нюанс: чтобы прогрев был равномерным нужно устанавливать печь так, чтобы ее ось вращения не совпадала с геометрической осью.
Индукционные приспособления также довольно распространены. Они недорогие и эффективные. Широко применяются при нагреве швов как раз на трубах. В качестве нагревательного элемента здесь выступают многожильные медные кабели, которые охлаждаются с помощью воздуха. При нагреве шва труб нужно оставить небольшой зазор между самой трубой и кабелями. Такая установка для термообработки сварных швов позволяет прогреть соединения равномерно и быстро. Ниже представлена таблица с характеристиками индукторов.

Газопламенный метод нагрева предполагает использование многопламенных газовых горелок. Принцип работы такой специальной горелки ничем не отличается от обычной бытовой зажигалки, разве что каналов выхода пламени в десять раз больше. Здесь пламя образуется при сгорании кислорода и горючего газа. Газопламенный метод хорош в труднодоступных местах, но может занимать больше времени.
Виды коррозии сварочного шва
На данный момент достаточно изучили, какие существуют виды коррозионного разрушения сварных соединений и в зависимости от характера их действия, к ним применяются соответствующие меры защиты.
По характеру разрушения коррозия подразделяется на 3 типа:
Преобладает преимущественно в углеродистых нелегированных или мало легированных сталях с однородной структурой. Шов, вне зависимости от марки стали, всегда разрушается более интенсивно, чем целостная плоскость.

Внешний вид сплошной коррозии
- Точечная или местная
К такому виду разрушения предрасположена сталь неоднородная по своему химическому составу. Такая коррозия развивается в слабо ржавеющих сталях типа Х12МФ или в сварных швах, обедненных хромом. Обуславливается также и условиями эксплуатации.

Местная коррозия металла
- Межкристаллитная или ножевая
Наиболее опасный вид коррозии. Разрушение происходит по границам зерен металла по всей толщине. Подвержены этому «заболеванию» аустенитные (нержавеющие) стали, подвергающиеся продолжительному нагреву свыше 600 ºС, в том числе и свариванию.

Межкристаллитная коррозия металла
Гальваническая пара также способствует этому виду разрушения: сварное соединение после расплавления меняет свой химический состав и при воздействии на него электролита, в качестве которого может выступать даже вода, истощается в первую очередь. Такой вид коррозии «работает» одновременно может работать на большой площади металла, который разрушается даже при небольшой нагрузке.
Первостепенная задача, после термомеханической обработки — защита сварных швов от коррозии всех видов.
Способы защиты соединений от коррозии
Защита сварных швов от коррозии ГОСТ 9 402-2004 проводится двумя типами покрытий:
- неметаллическим: лакокрасочными материалами, дополнительно придающими эстетичный внешний вид;
- металлическим: анодирование, лужение, наплавление коррозионно-стойких материалов, лакокрасочные материалы на металлической основе.
Наносится антикоррозионная защита сварных соединений после многостадийной обработки поверхности, которая направлена на устранение оксидной пленки и мелкодисперсной пыли впоследствии вызывающие подпленочную коррозию.

Эффект от антикоррозийного покрытия шва
Процесс может состоять из нескольких этапов:
- Механическая обработка поверхности.
- Химическая или электрохимическая обработка поверхности с образованием устойчивых соединений, увеличивающих коэффициент сцепления между двумя разнородными материалами:
- для черных металлов: фосфатирование, хроматирование, пассивирование, воронение;
- для цветных металлов: лужение, щелочное травление + осветление.
Для аустенитных сталей проводится дополнительная термомеханическая защита сварных швов от коррозии, нержавейка в этом отношении зависит от содержания хрома. При процентном содержании хрома до 12 %, он находится в зерне металла, а на его границах это количество снижено, что приводит к увеличению карбидных и интерметаллидных соединений. В то время как само зерно остается в пассивном состоянии, границы начинают свободно реагировать. Для стабилизации структуры проводят термическую обработку стали, нагревая ее до 600 ºC и быстро охлаждая, что приводит к упрочнению межкристаллитных связей за счет образования карбидов хрома на границах.
Защита сварных швов от коррозии на авто являет собой совершенно другой принцип. Это низкоуглеродистый штампованный металл, с большим количеством внутренних напряжений. Здесь технология выбирается в зависимости от характера и размера повреждения. Главным критерием является, испытывают ли детали какую-либо нагрузку. Обработка швов корпуса автомобиля проводится двумя способами:
- металлическими припоями (лужение):
- олово–свинцовые — используются для ненагруженных деталей;
- латунные — используются для стыков, подвергающихся механическим нагрузкам;
- шпаклевочными материалами.
Лужение сварочного шва представляет собой заполнение неровностей латунным или оловянно–свинцовым припоем (олово в чистом виде при температуре -10º С окисляется и превращается в серый порошок).»
Перед нанесением поверхность очищается от ржавчины, мелкодисперсной пыли, после чего на поверхность наносят флюс, исключающий окисление, и нагревают горелкой. Припой изготавливается в виде прутков. Температуры нагретого металла превышает температуру плавления припоя, который сразу же схватывается с поверхностью. Лишний материал снимают рашпилем и шлифуют поверхность.
Защита сварных швов от коррозии под землей заключается в термической обработке (отпуску) сварного соединения, как правило, это относится к магистральным трубопроводам, которые изготавливаются из углеродистого легированного металла или нержавеющей стали. Углеродистый металл общего назначения, не требует такой обработки и сразу подвергается изоляции материалами, изготовленными на основе битума, стекла, полимеров.
Защита сварных швов от коррозии в авиации основывается на технических свойствах алюминиевых сплавов, которые являют собой основу всего самолетостроения. Алюминий, являясь наиболее близко расположенным к кислороду элементом, проявляет высокую активность при взаимодействии, что исключает возможность сваривания металла в незащищенной атмосфере. В самолетостроении важно максимально точно сохранить однородность сплава, для чего используют магнитно–импульсную сварку. Особенность ее заключается в мгновенном расплавлении (0,1-0,2 сек) и соединении двух частей, при котором очень плотное прилегание двух поверхностей исключает влияния чужеродных примесей на зону плавления. Эту же технологию применяют для труб ответственного значения.
Вывод
Существующие технологии представляют собой две стадии защиты:
- Стабилизацию структуры термической обработкой (используется ограниченно, в легированных сплавах);
- Нанесение различных коррозионно-устойчивых покрытий на защищаемую поверхность (применяется для всех видов сплавов).
Задача покрытия состоит в том, чтобы создать максимально прилегающий к основе слой, исключить на него воздействие кислорода. По-сути это можно назвать изоляционным слоем. Тем не менее, устранить корродирование полностью невозможно, все направленные меры способны только увеличить длительность этого процесса во времени.
Технологии зачистки сварных швов
Существуют три основных способа зачистки соединений после сварки:
- Обработка термическим способом. Метод позволяет удалять из материала остаточные напряжения, которые формируются в процессе проведения сварки. Термообработка бывает двух типов: местная (осуществляется нагревание/охлаждение исключительно самого сварного шва) и общая (термообработка полностью всей металлической конструкции).
- Обработка механическим способом. Осуществляется снятие с поверхности материала остаточного шлака, зачищенный шов проверяется на прочность. Например, сварочное соединение очищается от шлакообразования, простукивается молотком.
- Очистка химическим способом. На участок соединения металлических элементов конструкции наносится специальный антикоррозионный материал. Например, сварочные швы обрабатываются грунтовочным лакокрасочным составом.
Важно помнить! Остатки шлака на поверхности соединения будут способствовать развитию коррозии металла.
Выбор инструмента
К зачистке сварочных швов после сварки нужно подходить индивидуально, правильно подбирать оборудование, расходные материалы.
Например, в качестве инструмента могут использоваться:
- обыкновенная щетка по металлу;
- специальная шлиф-машинка;
- угловая шлифовальная машина с абразивными кругами.
«Важно! При выборе шлифовального устройства необходимо в первую очередь исходить из показателей отдаваемой мощности, а уже затем обращать внимание на степень потребления».
Пример:
- В судостроительной промышленности эффективно используются шлифовальные машины передвижного типа, так как к металлической конструкции достаточно больших размеров намного проще подъехать, чем постоянно перемещать инструмент от одного участка к другому.
Чем защищают сварные швы от коррозии?
Так как сварные швы – самое слабое место перед коррозией в металлической конструкции, то защищать его с помощью простых красок или даже специальных антикоррозийных составов – не целесообразно. Если вы хотите сохранить конструкции не один десяток лет, то необходимо использовать только цинкование.
Самыми эффективными и долговечными являются методы горячего и холодного цинкования. После сборки конструкций и сваривания их частей, применение горячего метода невозможно. А вот холодное цинкование как раз приходит на помощь сварным швам.
Холодное цинкование – это защита от коррозии на 25-50 лет, удобство нанесения, как обычные краски и экономия, за счет отсутствия оборудования, низкой стоимости составов, применения на месте эксплуатации своими силами
Кроме того, существует состав холодного цинкования, идеально подходящий для защиты сварных швов от коррозии – Барьер-цинк.
Как наносить защиту на сварные швы?
Нанесение холодного цинкования на сварные швы происходит так же, как и при защите обычного участка металла. Можно использовать кисти, валики, аппараты воздушного или безвоздушного распыления. Но, если вы не являетесь профессионалом, а сварные швы у вас небольшого диаметра, то рекомендуем вам применять средство из аэрозольного баллончика. Кстати, Барьер-цинк выпускается и в виде спрея.
Наносить холодное цинкование рекомендуется примерно через 24 часа после непосредственной сварки. Так как швы должны полностью остынуть и «схватиться».
Химическая обработка
Лучшие результаты при обработке сварных соединений достигаются при сочетании механических и химических средств. Применяется два метода работы со швами: травление и пассивация.
Травление выполняется до механической шлифовки. Для проведения этой операции используются химические составы, обеспечивающие однородное покрытие, препятствующее коррозийным процессам. Кроме того, травление позволяет ликвидировать места, тронутые побежалостью. Дело в том, что в таких местах наблюдается скопление окислов никеля и хрома, в результате чего сталь подвергается ржавлению.
На незначительных по площади участках сварных соединений рекомендуется производить травление непосредственным нанесением состава на обрабатываемую поверхность. Если деталь достаточно большая или имеет сложную конфигурацию, ее следует помещать в емкость с раствором для травления. Время нахождения металла в травильном расходе рассчитывается в каждой ситуации индивидуально.
Когда травление закончено, наступает черед пассивации. Процесс представляет собой нанесение на металл особого состава, в результате чего образуется пленка. Данное защитное покрытие препятствует возникновению коррозии. С химической точки зрения, пассивацию можно объяснить следующим образом: оксиданты, взаимодействуя со сталью, удаляют с поверхности свободный металл, при этом активируя возникновение защитной пленки.
Завершается химическая обработка очисткой сварных соединений от реагентов. Смываемая вода содержит множество токсичных веществ, тяжелых металлов и кислот. Кислоты нейтрализуются при помощи щелочей, а затем оставшаяся жидкость фильтруется. Утилизировать отработку нужно только в специально отведенных для этого местах в соответствии с законодательством об охране окружающей среды.
Как выполняется зачистка сварных швов после сварки
Сегодня сварка – это одна из наиболее популярных технологий соединения металлических конструкций, так как однородность материала на участках скрепления можно получить только при сваривании. Получаемые сварные швы обеспечивают надежное соединение отдельных элементов металлических конструкций, не пропускают влагу. Не малую роль для этого играет процедура зачистки сварных швов после сварки.
Следует понимать, насколько прочным ни получилось бы сварное соединение, данный участок всегда будет наиболее слабым местом металлической конструкции. Поэтому ему нужно обеспечить защиту от преждевременного разрушения.
Зачистка сварных соединений – это обязательный этап после выполнения сварочных работ, который регламентируется ГОСТом 9.402-80. Для проведения работ данного типа могут использоваться разные технологии, по-разному влияющие на обрабатываемые металлические поверхности, к примеру, шлифование механическим способом, химическое протравливание, нейтрализация.
Особенности зачистки изделий после сварки
Завершающим этапом сварочных работ является очистка места соединения от шлака и окалины.
Данная процедура выполняется в несколько этапов:
- обработка шва;
- полировка антиоксидантом;
- лужение соединения.
Первый этап выполняется с целью устранения дефектов. К ним относятся лунки, кратеры, свищи, трещины в швах.

Основные разновидности сварных соединений.
Существует три основных метода, позволяющих обработать сварочный шов:
- термический;
- механический;
- химический.
Первый метод позволяет существенно снизить или полностью убрать остаточные напряжения в металле после сварки. Термообработка может осуществляться в соответствии с двумя технологиями: местной – нагревается только область соединения, и общей – нагреву подвергается вся деталь.
Кроме снижения напряжений, термический отжиг позволяет сделать структуру шва и область вокруг него более устойчивой к воздействию внешних факторов. Кроме того повышаются эксплуатационные показатели изделия: увеличивается стойкость к коррозии, жаропрочность и т.д.
Суть термообработки заключается в нагреве соединения или детали до определенной температуры. Затем изделие охлаждается с необходимой скоростью, зависящей от типа детали.
Термообработку проводят с помощью специализированного оборудования.
Выделяют четыре типа устройств для выполнения данной процедуры:
- Индукционные агрегаты используются для трубопроводов. Принцип работы подобных устройств заключается в применении медных многожильных проводов с воздушным охлаждением, составляющими индуктор. Индуктор устанавливается на трубопровод на определенном расстоянии от него. Чем больше зазор, тем хуже используется мощность аппарата, поэтому его следует устанавливать заподлицо к сварному шву.
- Гибкие нагреватели сопротивления – одни из самых распространенных устройств.
- Муфельные печи. Данный тип устройств требует особого внимания к контролю равномерности нагрева изделия. Нецентрированная установка детали в печь может привести к нарушению технологии термообработки.
- Обработка с применением газопламенного оборудования. В таком методе используются газопламенные горелки.
Инструменты, позволяющие осуществлять термообработку, выбираются исходя из монтажных условий, доступности и других факторов. Главные критерии, которым должны удовлетворять такие агрегаты – это соответствие поставленным требованиям, четкая стыковка со швами, равномерный прогрев соединений, невысокая масса.
Достаточно часто, чтобы избежать потерь при нагреве, используют разнообразные теплоизоляторы.
Дефекты сварных швов.
Существует несколько технологий обработки металла. Предварительный нагрев применяется как до выполнения сварки, так и во время нее, при работе с низкоуглеродистыми сталями.
Высокий отпуск заключается в нагреве материала до 650-750 °С. Точное значение температуры определяется маркой стали. Такая обработка длится до пяти часов и позволяет снизить напряжения на 80%, а также повышает эластичность и стойкость металла к механическим нагрузками.
К углеродистым и низколегированным маркам стали применяется нормализация. Процесс осуществляется при 950 °С. По завершению обработки деталь выдерживается и охлаждается при нормальных условиях. В результате снижается зернистость, напряжения и увеличивается прочность соединения.
Виды термической обработки
Виды термообработки сварных швов различаются по своей цели. Специалисты отличают следующие процессы:
- Отдых. Конструкцию доводят до 300 °С и выдерживают полтора — два часа. Снижает механические напряжения и снижает содержание водорода в материале шва.
- Отпуск. Состоит в нагреве до 700 °С и трехчасовой выдержке. Практически полностью снимает напряжения, дает возможность повысить пластичность.
- Нормализация. Всю конструкцию, включая шов, нагревают до 800 °С и выдерживают 30-40 минут. Позволяет достичь однородности и мелкозернистости структуры металла. Используется на изделиях малой толщины.
- Аустенизация. Изделие нагревают до 1100 °С и выдерживают 120 минут. Охлаждение проводят при комнатной температуре. Повышает пластичность высоколегированных сплавов за счет преобразования их кристаллической структуры.
- Отжиг. Нагрев до 960 ° С, трехчасовая выдержка и остывание при комнатной температуре. Используется для высоколегированных сплавов для повышения коррозионной стойкости.
Механическая чистка
Важным этапом сварки является не только выполнение подготовительных работ, но и правильная зачистка сварных швов. Данный процесс обязателен и закреплен в соответствующем ГОСТе.
Условные обозначения сварных швов.
Итак, как зачистить сварное соединение? Самым простым способом очистки сварочного шва является простая чистка с помощью металлической щетки. Тем не менее использование портативного шлифовального станка или простой болгарки с шлифовальным кругом для зачистки будет более эффективным.
Такой простой способ обработки позволит избавиться от самых распространенных дефектов, к которым относятся окалины, окислы, следы побежалости, заусенцы. В результате стык обрабатываемой детали получится более качественным.
По соотношению «цена – качество» эта технология относится к наиболее выгодным способам подготовки кромок перед сваркой и после нее. В связи с этим нет ничего удивительного в том, что большинство мастеров используют именно этот метод.
Выбирая шлифовальный круг, чтобы зачистить шов после сварки, важно учитывать некоторые нюансы, в противном случае не стоит ожидать хорошего результата обработки. Следует отдавать предпочтение насадкам с лепестками на тканевой основе.
Она отличается более высокой износостойкостью по сравнению с бумажными вариантами, что необходимо в таком агрессивном виде работ, как шлифование сварочных соединений.
Следует иметь в виду, что насадки на тканевой основе с данным покрытием отличаются высокой стоимостью. Тем не менее в данном случае лучше не экономить, ведь с правильным инструментом работа будет выполняться легче, а конечный результат будет качественнее.
Дефекты сварочных шов
Как правило, дефекты сварочных швов возникают из-за несоблюдения технологических норм сварки, некачественных электродов, возникновения блуждающих токов и попадания атомарных частиц воздуха в сварочную ванну.
Все дефекты швов сведены в единый стандарт, который предъявляет технические требования к сварочным соединениям.
Стандартом же регламентируется и контроль сварочных швов, который включает в себя техническую проверку и звуковую дефектоскопию.
Согласно этому стандарту дефекты сварных соединений подразделяются на шесть групп:
- треснувшие швы, трещины;
- кратеры и лунки, свищи, которые образованы процессе искрения и полостей в сварочной ванне;
- твердотельные включения – электродная окалина, спазмы металла;
- не проваренные участки, отсутствие металлической связи;
- форма шва, которая не отвечает технологии сварки.
Эти дефекты выделяются в качестве основных.
Сварочные швы – неразъемные соединения металлов, поэтому к производству швов сваркой предъявляются повышенные требования.
Соблюдение всех норм и технологии позволит прокладывать высококачественные и надежные швы любых категорий.
Химическая очистка соединения
Как уже было описано выше, механическая обработка позволяет достичь приемлемых результатов, однако наилучшее качество зачистки сварного шва после сварки достигается при сочетании данного метода с химической очисткой. К нему относится травление и пассивация.
Химическое средство для очистки швов.
Травление осуществляется с использованием специализированных составов. Они позволяют получать однородное антикоррозионное покрытие на поверхности изделия. Кроме того удаляются области с побежалостью – места скопления окислов хрома и никеля, отличающиеся низкой устойчивостью к коррозии.
Небольшие области обрабатываемых швов травятся посредством простого нанесения состава на необходимый участок. В некоторых случаях изделие полностью окунается в емкость со специальным раствором. Время взаимодействия детали со смесью в каждом конкретном случае различно и выбирается индивидуально.
Пассивация – процесс обработки металлического изделия специальным раствором. В результате данного процесса происходит формирование защитной пленки на обработанной поверхности детали. Отличительной особенностью полученного покрытия является его стойкость к коррозии.
Суть данной технологии зачистки кромок под сварку заключается в применении оксидантов мягкого действия. В результате взаимодействия с нержавейкой с ее поверхности удаляется свободный металл и активизируется формирование защитного покрытия на поверхности изделия.
Осуществить пассивацию можно с помощью спреев для обработки нержавейки или специальной пасты.
Дело в том, что в такой воде содержится повышенное количество кислот и тяжелых металлов, поэтому подобные стоки характеризуются повышенной опасностью для окружающей среды. Вначале следует нейтрализовать кислоты с помощью щелочных растворов, а после необходимо отфильтровать воду. Полученные отходы должны быть утилизированы.
One thought on “ Зачистка сварных швов ”
Добавить комментарий Отменить ответ
Для отправки комментария вам необходимо авторизоваться.
В скреплении металлических конструкций и разнообразных деталей сварка наиболее распространённый и приемлемый в экономическом плане метод.
Соединяя поверхности в итоге можно добиться однородного соединения, которое обеспечивает прочное скрепление отдельно взятых элементов.
Соединение – это слабое звено любого метода сварки. Поэтому зачистка сварных швов является необходимостью.
Не зря зачистку сварных швов после сварки регламентируют ГОСТом 9.402-80.
Для очистки используется различный инструмент, задействуют определённые технологии. Это может быть:
- Очистка сварного шва механической шлифовкой.
- Протравливание с использованием химических материалов.
- Метод нейтрализации.
Понятно, что отдельно взятая технология имеет свои нюансы и рекомендации к применению в той или иной ситуации.
Чтобы понять, как правильно зачищать сварочные швы, необходимо ознакомиться с ГОСТом, в котором подробно описана технология обработки соединений. Выделяют два основных метода, позволяющих очистить сварочный шов: механическая обработка и химическая.
В первом случае металл, например нержавейку, подвергают шлифованию, а также полировке. Во втором случае используют технологию травления и пассивации. Для травления нержавеющей стали после сварки применяют специальные растворы. Чаще всего указанные методы комбинируют, чтобы достичь наиболее качественного результата.
Зачистить краску болгаркой
Зачистка металлической поверхности от старой краски невозможна без наличия специальной оснастки. Кроме болгарки, понадобятся специальные насадки, такие как металлические щетки. Щетки делятся на:
По типу крепления различают:
- насадки с резьбовым креплением;
- насадки с фиксирующей шайбой.
Если предполагается удаление старого, многослойного покрытия, подойдут жесткие щетки. Насадки сделаны из витой металлической проволоки и без труда снимают слой старой краски.
Читать также: Свойства цинка и его применение
Для обработки поверхности в щадящем режиме выбирайте оснастку из мягкой витой проволоки.
Чтобы снять тонкий слой краски, можно также использовать лепестковый наждачный круг для УШМ. Эта оснастка предназначена чтобы шлифовать деревянные поверхности, но краску она снимет бережно и без проблем.
Также подойдут наждачные круги для болгарок или фибровые диски. Все зависит от площади обрабатываемой поверхности, возраста покрытия, количества слоев и пр.
Зачистить ржавчину болгаркой
Удаление ржавчины с металлических поверхностей болгаркой трудоемкая работа. Кроме УШМ, нужно обзавестись специальной насадкой – жесткой щеткой из витой проволоки. Отметим, что при помощи такой насадки возможно только зачистка. Шлифовать щеткой нельзя, так как на поверхности остаются царапины.
После того как завершена очистка, воспользуйтесь крупнозернистой наждачной бумагой для финишной обработки.
Зачистить сварочные швы болгаркой
Зачистка сварных швов – работа, требующая ответственного подхода. Чтобы не повредить шов, а поверхность выглядела гладкой и аккуратной, нужно сточить его болгаркой.
В процессе зачистки, помните о том, что после процесса обработки должно остаться как можно больше металла на сварном шве. Правильная зачистка сварочных швов возможна при наличии диска толщиной не меньше, чем 3 мм. В противном случае, диск может лопнуть и нанести вред окружающим предметам и здоровью оператора болгарки.
После проведения сварки двух металлических элементов, в пределах 2-3 см от шва остаются окалины и шлак, которые нужно шлифовать. Делать это нужно сразу, ведь когда поверхность покроется краской она должна быть гладкой. А если не зачистить эти места, останутся выпуклости и вид будет испорчен.
Там где трудно или невозможно достать болгаркой, используйте плоское зубило.
Удалить ржавчину с кузова автомобиля
Коррозия – болезнь многих авто, особенно бюджетного сегмента. Запущенные пораженные участки кузова не подлежат восстановлению. Но своевременные действия помогут избежать катастрофических последствий.
Инструмент, который понадобится:
- Болгарка. Для очистки поверхности от ржавчины в гаражных условиях не обязательно нужен профессиональный инструмент. Достаточно и бытовой УШМ.
- Специальная оснастка для УШМ. Щетки чашечного типа с проволокой разной по жесткости, шлифовальные круги.
- Инструмент для ручной очистки.
Действия! Поверхность нужно зачистить от ржавчины при помощи болгарки до голого металла. При этом, старайтесь снять как можно меньше “живого” металла. Если коррозия образовалась на номере кузова – снимайте ржавчину только вручную, чтобы не повредить номер.
Если коррозионные повреждения кузова не слишком глубокие – обработайте эти места болгаркой до металла и выровняйте поверхность шпатлевкой.
Если на местах поражения после зачистки не осталось сильных углублений, покройте их грунтовкой и подготовьте к покраске.
Как зачистить гаражные ворота от ржавчины
В этом процессе понадобится болгарки и чашечная щетка. С их помощью удаляется ржавчина и поверхность готовится к покраске. Не забывайте про средства защиты: респиратор, защитные очки, перчатки.
Зачистные работы очень трудоемкий процесс, требующий ответственного подхода. От того, как они выполняются зависит вид и прочность изделия, поэтому мы рекомендуем использовать только проверенные болгарки и насадки для них.
Работая с УШМ, не забывайте о технике безопасности. Надевайте защитные очки, шумоизоляционные наушники и защитные перчатки. Работайте в закрытой обуви и одежде. Это убережет от получения травм и нанесения вреда здоровью.
Если необходимы расходные материалы на болгарку: круги, диски и пр. приглашаем посетить сайт ukrabraziv.com.ua. Там вы найдете широкий ассортимент оснастки по доступным ценам. Для заказа воспользуйтесь сайтом или звоните по указанным телефонам.
Надеемся наша статья внесла ясность в процесс зачистки металлических изделий при помощи болгарки. Если остались вопросы, обращайтесь!
Самостоятельная установка подогревателей, на примере подогревателя Северс
Самостоятельная установка подогревателей резервуарного типа, на примере подогревателя Северс
Список комментариев
19.12.2016 14:19 rinat
Подскажите пожалуйста куда врезать подогреватель сервим -м в пежо партнер типи
19.12.2016 15:24 Автонаходка, Олег Рахманин
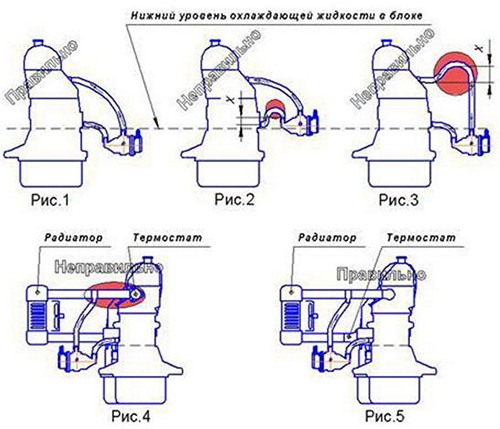
Здравствуйте, установка осуществляется исходя из расположения термостата и наличия сливной пробки: Если термостат находится на нижнем патрубке радиатора: 1) забор ОЖ из блока двигателя со сливной пробки через штуцер, подача ОЖ в верхний патрубок радиатора через тройник. 2) забор ОЖ с патрубка “обратки” печки через тройник, подача ОЖ в верхний патрубок радиатора через тройник. Если термостат находится на верхнем патрубке радиатора 1) забор ОЖ с нижнего шланга радиатора через тройник, подача ОЖ в блок двигателя в сливную пробку через штуцер. 2) забор ОЖ с нижнего шланга радиатора через тройник, подача ОЖ в шланг “подачи” печки. 3) забор ОЖ со сливной пробки блока двигателя через штуцер, подача ОЖ в шланг “подачи” печки. 4) забор ОЖ с патрубка “обратки” печки через тройник, подача ОЖ в шланг “подачи” печки через тройник. Для подбора монтажного комплекта пришлите внутренние диаметры указанных патрубков.
16.12.2016 18:29 сергей
подскажите куда врезать подогрев старт турбо с помпой на хонду аккорд 8 2.0
17.12.2016 20:51 Автонаходка, Олег Рахманин
Здравствуйте, согласно инструкции к подогревателю. Вы уже купили или только планируете купить старт турбо?
16.12.2016 18:29 сергей
подскажите куда врезать подогрев старт турбо с помпой на хонду аккорд 8 2.0
11.12.2016 16:50 Панфилов Андрей
Подскажите пожалуйста схему подключения подогревателя старт 1,5квт на фольксваген т-4 двигатель ААВ
11.12.2016 19:03 Автонаходка, Олег Рахманин
Здравствуйте, мы с таким двигателем не сталкивались, Установка осуществляется исходя из расположения термостата и наличия сливной пробки: Если термостат находится на нижнем патрубке радиатора: 1) забор ОЖ из блока двигателя со сливной пробки через штуцер, подача ОЖ в верхний патрубок радиатора через тройник. 2) забор ОЖ с патрубка “обратки” печки через тройник, подача ОЖ в верхний патрубок радиатора через тройник. Если термостат находится на верхнем патрубке радиатора 1) забор ОЖ с нижнего шланга радиатора через тройник, подача ОЖ в блок двигателя в сливную пробку через штуцер. 2) забор ОЖ с нижнего шланга радиатора через тройник, подача ОЖ в шланг “подачи” печки. 3) забор ОЖ со сливной пробки блока двигателя через штуцер, подача ОЖ в шланг “подачи” печки. 4) забор ОЖ с патрубка “обратки” печки через тройник, подача ОЖ в шланг “подачи” печки через тройник. Для подбора монтажного комплекта пришлите внутренние диаметры указанных патрубков.
10.12.2016 23:26 Оспанова Сауле Маскеновна
Подскажите как установить электрический предпусковой отопитель Северс 1,5квт на тойоту короллу 2004г. И сколько времени он должен быть подключен приблизительно к электросети?
Отопитель с обратным клапаном и без монтажного комплекта
11.12.2016 15:31 Автонаходка, Олег Рахманин
Здравствуйте, в статье есть таблица, в которой написан откуда брать забор а куда подавать.
26.11.2016 21:05 Антипьев В.М.
нужна схема подключения подогревателя без насоса Сузуки Витара J20 2литра
26.11.2016 23:57 Автонаходка, Олег Рахманин
Здравствуйте, готового решения у нас нет, эта статья специально написана для тех кто хочет самостоятельно установить подогреватель, там подробно описано что откуда брать.
24.11.2016 12:03 иван
подогрев без насоса в какие места врезать на рено лагуна 2 подскажите пожалуйста
24.11.2016 17:19 Автонаходка, Олег Рахманин
Это статья и написана на нашем сайте, чтоб Вы могли самостоятельно определиться с установкой.
24.11.2016 11:32 иван
как на рено лагуна подключить подогреватель в какие места
24.11.2016 17:14 Автонаходка, Олег Рахманин
Здравствуйте! Установка осуществляется исходя из расположения термостата и наличия сливной пробки: Если термостат находится на нижнем патрубке радиатора: 1) забор охлаждающей жидкости из блока двигателя со сливной пробки через штуцер, подача охлаждающей жидкости в верхний патрубок радиатора через тройник. 2) забор охлаждающей жидкости с патрубка “обратки” печки через тройник, подача охлаждающей жидкости в верхний патрубок радиатора через тройник. Если термостат находится на верхнем патрубке радиатора 1) забор охлаждающей жидкости с нижнего шланга радиатора через тройник, подача охлаждающей жидкости в блок двигателя в сливную пробку через штуцер. 2) забор охлаждающей жидкости с нижнего шланга радиатора через тройник, подача охлаждающей жидкости в шланг “подачи” печки. 3) забор охлаждающей жидкости со сливной пробки блока двигателя через штуцер, подача охлаждающей жидкости в шланг “подачи” печки. 4) забор охлаждающей жидкости с патрубка “обратки” печки через тройник, подача охлаждающей жидкости в шланг “подач
24.11.2016 00:33 иван
подскажите пожалуйста как установить подогреватель энап 01 на рено лагуна2
24.11.2016 10:16 Автонаходка, Олег Рахманин
Здравствуйте, к сожалению мы не торгуем этим подогревателем, не знаю как его подключать, рекомендую обратится к продавцу, у которого Вы его приобрели.
23.11.2016 22:50 Гатиятуллин Салават Юлаевич
Здраствуйте подскажите пожалуйста схему установки подогревателя на Рено-Меган3, 1.4tsi.рекомендованная мощность подогревателя?сам планирую северс+ спомпой
23.11.2016 23:05 Автонаходка, Олег Рахманин
Здравствуйте, согласно инструкции к подогревателю, завод рекомендует именно схему из инструкции.
22.11.2016 07:46 Алексеев М.Б.
Добрый день.а есть ли схема подключения подогрева без принудительной подачи на Субару форестер ej202 атмосферник.
22.11.2016 10:03 Автонаходка, Олег Рахманин
21.11.2016 21:44 Лев
А почему в некоторых схемах подача осуществляется в сливную пробку, если по теории подача должна быть в вернюю часть блока?
21.11.2016 21:46 Автонаходка, Олег Рахманин
Здравствуйте, а это и есть верхняя часть просто по другому не будет циркуляции на этих двигателей.
21.11.2016 21:29 Лев
А почему в некоторых схемах подача осуществляется в сливную пробку, если по теории подача должна быть в вернюю часть блока?
20.11.2016 16:02 Лев
Подскажите по какой схеме подключить подогреватель Северс 3 кВт. на двигатель 8DC11 (V-8) Митсубиси Фусо.
20.11.2016 21:39 Автонаходка, Олег Рахманин
Здравствуйте, готового решения у нас нет. Установка осуществляется исходя из расположения термостата и наличия сливной пробки: Если термостат находится на нижнем патрубке радиатора: 1) забор охлаждающей жидкости из блока двигателя со сливной пробки через штуцер, подача охлаждающей жидкости в верхний патрубок радиатора через тройник. 2) забор охлаждающей жидкости с патрубка “обратки” печки через тройник, подача охлаждающей жидкости в верхний патрубок радиатора через тройник. Если термостат находится на верхнем патрубке радиатора 1) забор охлаждающей жидкости с нижнего шланга радиатора через тройник, подача охлаждающей жидкости в блок двигателя в сливную пробку через штуцер. 2) забор охлаждающей жидкости с нижнего шланга радиатора через тройник, подача охлаждающей жидкости в шланг “подачи” печки. 3) забор охлаждающей жидкости со сливной пробки блока двигателя через штуцер, подача охлаждающей жидкости в шланг “подачи” печки. 4) забор охлаждающей жидкости с патрубка “обратки” печки через тройник, подача охлаждающей жидкости в шланг “подачи.
20.11.2016 03:41 артур
джетта 1.4 с трбиной. имеет 2 контура охлаждения двигателя:один гбц охлаждает, другой сам блок. куда правильнее врезаться, чтоб работал подогреватель и не нарушить систему охлаждения. подогреватель старт турбо
20.11.2016 21:45 Автонаходка, Олег Рахманин
Здравствуйте, в обратку шланга печки, также забор с левого шланга (схема), подача в обратку шланга печки.
Здравствуйте!
хочу поставить предпусковой подогреватель, двигатель К7М, термостат сверху. Предложите по какой схеме подключить, или отметьте на схеме,
Спасибо.
30.09.2016 09:59 Автонаходка, Олег Рахманин
Здравствуйте, Если термостат находится на верхнем патрубке радиатора 1) забор охлаждающей жидкости с нижнего шланга радиатора через тройник, подача охлаждающей жидкости в блок двигателя в сливную пробку через штуцер. 2) забор охлаждающей жидкости с нижнего шланга радиатора через тройник, подача охлаждающей жидкости в шланг “подачи” печки. 3) забор охлаждающей жидкости со сливной пробки блока двигателя через штуцер, подача охлаждающей жидкости в шланг “подачи” печки. 4) забор охлаждающей жидкости с патрубка “обратки” печки через тройник, подача охлаждающей жидкости в шланг подачи. Или используя комплект 1702. в описании комплекта есть инструкция по установке..
16.09.2016 01:53 Титов Анон
Здравствуйте, подскажите пожалуйста,хочу купить котел webasto termo 4,как его подключить?
Машина Accord двигатель F23A1, не разобрался где подача и обратка в радиатор печки( один шланг с краником другой без).Места маловато в моторном отсеке, а шланги тянуть из под крыла неохота и слишком длинные получаться.
16.09.2016 09:50 Автонаходка, Олег Рахманин
Здравствуйте, вопрос хороший, но немцы которые производили вебасту рассматривали что он будет стоять под крылом или в бампере, поэтому и длина шлангов получается около метра. Что касается печных шлангов, то Вам нужно снять один шланг и завести авто, куда поток жидкости побежит, от этого и отталкиваться, обычно обратка приходит на помпу, т.е. тот шланг который идет к помпе и есть обратка, и по моему кран стоит на подаче, который должен быть открыт. Теперь переходим к установке, то если ставить отопитель по классической схеме это в разрез шланга подачи печки, то тогда путь прохождения ОЖ до печки увеличится на сумму длин шлангов которые идут на отопитель, но тут нужно понимать в мороз когда вебаста не работает будут потери или нет. если потерь нет то тогда так и оставляем, если потери есть то тогда докупаем обратный клапан который будет отсекать прохождение ОЖ через вебасту. Или устанавливаем по другой схеме в статье в которой Вы писали есть эти схемы подключения, но тогда нужно докупать штуцера и тройники относительно Ваших шлангов. Ниже приведены схемы установки вебасто.
Классический вариант установки

Установка с обратным клапаном

25.07.2016 17:44 Максим Иванов
Здравствуйте, подскажите пожалуйста, собираюсь купить котел северс, нужно ли мне будет приобретать монтажный набор №2000 для двигателя 1zz, ti caldina zzt241?
26.07.2016 09:45 Автонаходка, Олег Рахманин
Здравствуйте, подогреватель продается без ни чего, все что необходимо крепеж шланги хомуты все это есть в монтажном комплекте, если Вы самостоятельно сможете изготовить крепеж, у Вас есть хомуты, шланг, тройник и штуцера, то покупать комплект не нужно, если у Вас нет этого то он просто необходим.
15.03.2016 01:01 Сергей
Здравствуйте, подскажите, как правильно установить эл. котел “Старт М”для иномрок на ЦРВ 2008 с двигателем К24( 2,4 литра) сливного отверстия с блока я так и не нашел, наши “умельцы” думали думали и подключили котел “выход ОЖ” на нижний патрубок печки-( это обратка я так думаю которая идет из печки), а забор сделали ОХ от блока -( котел греется и через 5 минут отключается) я думаю что это в корне не верно! Могу позже приложить установленного фото с комментариями. Заранее буду Вам благодарен.
15.03.2016 11:24 Автонаходка, Олег Рахманин
Здравствуйте, что касается сливнной пробки, то она есть на хонде без неё ни как, термостат расположен на нижнем патрубке, то забор с обратки печки, а подача в верхний патрубок радиатора вот такая схема установки.
28.02.2016 14:00 юрий
подскажите пожалуйста как подключить вебасто топ т в систему охлаждения на тайота рав 4 1996 года бензиновая,спасибо.
29.02.2016 11:20 Автонаходка, Олег Рахманин
Здравствуйте, в шланг печки.

14.02.2016 09:30 Серёга
здравствуйте подскажите пожалуйста вот если установлен котел подогрева не правильно может потечь радиатор тайота дюна двигатель 13 B
15.02.2016 09:52 Автонаходка, Олег Рахманин
Здравствуйте, не может.
29.01.2016 09:40 Иван
Здравствуйте. Как узнать размер сливного отверстия в блоке Хонда фит 2003 года. Есть ли там резьба?
29.01.2016 12:04 Автонаходка, Олег Рахманин
Здравствуйте, резьба 28 шаг 1, вот ссылка на штатное решение, вот ссылка на переходник в который ввинчивается вот этот штуцер. Все в наличии.
28.01.2016 21:30 Ульфат
Здравствуйте!Напишите или нарисуйте пожалуйста подробно схему установки эл.котла на газель-некс двигатель эвотек 1.6.Отсутствует сливная пробка,блок практически чистый,ни заглушек ни чего.пожалуйста помогите-уже незнаю к кому обратиться.
28.01.2016 23:17 Автонаходка, Олег Рахманин
Здравствуйте, Вы внимательно статью прочитайте, там есть таблица точек привязки.
23.01.2016 11:48 Геннадий
Подскажите пожалуйста по какой схеме ставить подогреватель на Опель астра ф 1.7д .спасибо
24.01.2016 15:20 Автонаходка, Олег Рахманин
Здравствуйте, готового решения у нас нет, в описании есть схема относительно расположения термостатов и сливной пробки.
21.01.2016 20:31 Константин
Верна ли установка по забору и выходу ОЖ на двигатель 2С? ведь забор должен быть с нижней точки, а выход в верхнюю.
22.01.2016 09:33 Автонаходка, Олег Рахманин
Здравствуйте, читаю Ваш вопрос, потом читаю установку на 2С “Забор ОЖ: с патрубка обратки печки через тройник. Подача ОЖ: в заглушку в двигателе через штуцер, заглушка диаметром 35мм с внутренней резьбой.” и чет понять не могу что Вас смущает? Заглушка на блоке это и есть верхняя точка (в нашей установке) куда мы и подаем, схема рабочая и проверенная, если она Вас смущает, то предложите свою рабочую схему.
20.01.2016 23:45 андрей
здравствуйте, подскажите к каким шлангам подсоединять котел северс или альянс на бмв е34 м20.
21.01.2016 11:19 Автонаходка, Олег Рахманин
Здравствуйте, готового решения у нас нет, в описании есть схема относительно расположения термостатов и сливной пробки.
14.01.2016 18:28 Николай К
подскажите схему установки подогревателей на вольво 440к 1,6л
14.01.2016 18:50 Автонаходка, Олег Рахманин
Здравствуйте, Вы внимательно статью прочитайте, там написано откуда брать и куда подавать.
14.01.2016 15:06 Николай
Здравствуйте подскажите пожалуйста как установить подогрев с помпой,на Карина дизель2 ст
14.01.2016 17:19 Автонаходка, Олег Рахманин
Здравствуйте, самый простой способ в шланг обратки печки, или установка: забор ОЖ с нижнего патрубка радиатора через тройник или с обратного патрубка печки через тройник, подача в сливное отверстие в блоке двигателя через штуцер. или в статье есть другие схемы.
Самостоятельная установка подогревателей резервуарного типа, на примере подогревателя Северс
| Схемы установки подогревателя на двигатель | |||
| № | Расположение термостата | На блоке двигателя имеется сливная пробка | На блоке двигателя отсутствует сливная пробка |
| 1 | Если термостат находится на нижнем патрубке радиатора | 1) забор ОЖ из блока двигателя со сливной пробки через штуцер, подача ОЖ в верхний патрубок радиатора через тройник. | 1) забор ОЖ с патрубка “обратки” печки через тройник, подача ОЖ в верхний патрубок радиатора через тройник |
| 2 | Если термостат находится на верхнем патрубке радиатора | 1) забор ОЖ с нижнего шланга радиатора через тройник, подача ОЖ в блок двигателя в сливную пробку через штуцер. | 1) забор ОЖ с нижнего шланга радиатора через тройник, подача ОЖ в шланг “подачи” печки. |
| 2) забор ОЖ со сливной пробки блока двигателя через штуцер, подача ОЖ в шланг “подачи” печки. | 2) забор ОЖ с патрубка “обратки” печки через тройник, подача ОЖ в шланг “подачи” печки через тройник. | ||
Применяемость универсального монтажного комплекта №2000, для машин японского производства.
публикация с сайта Лидер
ВОПРОСЫ И ОТВЕТЫ:
Список комментариев
01.10.2021 12:40 Автонаходка, Андрей Ольховский
А нет под рукой такой машины и соответствующих условий, чтобы взглянуть и рекомендовать.

16.03.2021 08:49 Автонаходка, Андрей Ольховский
Здравствуйте. К сожалению не подскажу.
31.01.2021 22:38 Автонаходка, Андрей Ольховский
Здравствуйте. Установить можно на контур отопителя салона (ссылка на общую схему).

16.01.2021 23:27 Автонаходка, Андрей Ольховский
Здравствуйте. Не понял что на фото, аустановить можно на контур отопителя салона (ссылка на общую схему).
04.01.2021 14:06 Автонаходка, Андрей Ольховский
01.12.2020 10:16 Автонаходка, Андрей Ольховский
Здравствуйте. Вот ссылка на подогреватели и монтажные комплекты для установки на 2AZ (смотрите инструкции)
27.11.2020 12:48 Автонаходка, Андрей Ольховский
Здравствуйте. Нет у меня данных по диаметрам патрубков на данном двигателе (надо по месту мерить). Если в контур атопителя салона печки, то имейте в виду, что уменьшение сечеения внутреннего диаметра ведёт к снижению производительности.
22.11.2020 17:40 Автонаходка, Андрей Ольховский
Здравствуйте. У нас нет этих данных.
20.02.2020 10:04 Автонаходка, Андрей Ольховский
Здравствуйте. Можно включать сработающим двигателем, и те и другие. Самоличный опыт, помогает быстрее прогреть всю систему (включая салон).
11.02.2020 13:14 Автонаходка, Андрей Ольховский
Вот сылка на монтажный комплект (в наличии), там инструкция смотрите.
08.02.2020 10:20 Автонаходка, Андрей Ольховский
Здравствуйте. Вот перечень подогревателей относительно вашего двигателя ( в наличии 413888 и 412886). Персональной схемы (на 1kr) для подключения резервуарника (Старта) к сожалению нет.
24.12.2019 09:29 Автонаходка, Андрей Ольховский
Здравствуйте. Сидя за манитором я не смогу помоч.
13.12.2019 20:03 Автонаходка, Андрей Ольховский
Здравствуйте. Модель двигателя?
10.12.2019 16:02 Автонаходка, Андрей Ольховский
Здравствуйте! Вот сылка на монтажный комплект (в наличии), а это на инструкцию.
04.12.2019 09:28 Автонаходка, Андрей Ольховский
Здравствуйте. Нет циркуляции, гдето-то стоит “запирающий клапан срабатывающий при глушении ДВС”.
04.12.2019 09:34 Автонаходка, Андрей Ольховский
Здравствуйте. Для ответа нужно знать модель двигателя, а так вот один из вариантов ( в наличии).
29.10.2019 18:30 Автонаходка, Андрей Ольховский
Здравствуйте. Это определяется опытным путём. Под капотом отсоеденяйте шланг (на радиатор печки) и кратковременно на ключ зажигания. В этот момент помпа созлаёт напор по которому можно определить направление тока ОЖ.
08.01.2019 12:53 Автонаходка, Андрей Ольховский
Здравствуйте. Вот ссылки на подогреватели, где в ссылках на инструкции, есть расклад.
09.12.2018 11:24 Автонаходка, Андрей Ольховский
Какая модель двигателя? Ну а как правило на обратку отопителя (печки салона), только постарайтесь не заузить сечение магистрали.
03.12.2018 10:47 Автонаходка, Андрей Ольховский
Здравствуйте. Вам нужен вот такого типа подогреватель.
02.12.2018 16:46 Автонаходка, Андрей Ольховский
Здравствйте. Предлогаю re241 (это в блок непосредственно), Монтажный комплект для резервуарного подогревателя.
23.11.2018 14:34 Автонаходка, Андрей Ольховский
Здравствуйте. Вот ваш подогреватель (в наличии), а это схема установки
08.11.2018 15:14 Автонаходка, Андрей Ольховский
Здравствуйте! Посмотрите вот тут, а точно к сожалению не подскажу.
28.10.2018 23:44 Автонаходка, Андрей Ольховский
Не видя перед собой двигатель с системой охлаждения, определённо Вам ничего не мого сказать. Обратитесь в сервис (по профилю) за рекомендацией.
28.10.2018 23:34 Автонаходка, Андрей Ольховский
Здравствуйте! К сожалению не подскажу.
10.09.2018 11:23 Автонаходка, Андрей Ольховский
Здравствуйте. Готовой схемы, для “резервуарника”, нет для ссылки.
12.02.2018 11:41 Автонаходка, Олег Рахманин
Здравствуйте, согласно инструкции по установке. В обратку шланга печки.
02.02.2018 23:23 Автонаходка, Олег Рахманин
Здравствуйте, установка осуществляется исходя из расположения термостата и наличия сливной пробки: Если термостат находится на нижнем патрубке радиатора: 1) забор ОЖ из блока двигателя со сливной пробки через штуцер, подача ОЖ в верхний патрубок радиатора через тройник. 2) забор ОЖ с патрубка “обратки” печки через тройник, подача ОЖ в верхний патрубок радиатора через тройник. Если термостат находится на верхнем патрубке радиатора 1) забор ОЖ с нижнего шланга радиатора через тройник, подача ОЖ в блок двигателя в сливную пробку через штуцер. 2) забор ОЖ с нижнего шланга радиатора через тройник, подача ОЖ в шланг “подачи” печки. 3) забор ОЖ со сливной пробки блока двигателя через штуцер, подача ОЖ в шланг “подачи” печки. 4) забор ОЖ с патрубка “обратки” печки через тройник, подача ОЖ в шланг “подачи” печки через тройник.
01.02.2018 16:35 Автонаходка, Олег Рахманин
Здравствуйте, установка осуществляется исходя из расположения термостата и наличия сливной пробки: Если термостат находится на нижнем патрубке радиатора: 1) забор ОЖ из блока двигателя со сливной пробки через штуцер, подача ОЖ в верхний патрубок радиатора через тройник. 2) забор ОЖ с патрубка “обратки” печки через тройник, подача ОЖ в верхний патрубок радиатора через тройник. Если термостат находится на верхнем патрубке радиатора 1) забор ОЖ с нижнего шланга радиатора через тройник, подача ОЖ в блок двигателя в сливную пробку через штуцер. 2) забор ОЖ с нижнего шланга радиатора через тройник, подача ОЖ в шланг “подачи” печки. 3) забор ОЖ со сливной пробки блока двигателя через штуцер, подача ОЖ в шланг “подачи” печки. 4) забор ОЖ с патрубка “обратки” печки через тройник, подача ОЖ в шланг “подачи” печки через тройник.
31.01.2018 20:15 Автонаходка, Олег Рахманин
Здравствуйте, установка по схеме: забор со сливного отверстия, подача в обратку печки через тройник.
17.01.2018 16:51 Автонаходка, Олег Рахманин
Здравствуйте, установка по схеме: забор ОЖ со сливной пробки блока двигателя, подача в верхний шланг радиатора.
18.12.2017 09:59 Автонаходка, Олег Рахманин
Здравствуйте, установка осуществляется исходя из расположения термостата и наличия сливной пробки: Если термостат находится на нижнем патрубке радиатора: 1) забор ОЖ из блока двигателя со сливной пробки через штуцер, подача ОЖ в верхний патрубок радиатора через тройник. 2) забор ОЖ с патрубка “обратки” печки через тройник, подача ОЖ в верхний патрубок радиатора через тройник. Если термостат находится на верхнем патрубке радиатора 1) забор ОЖ с нижнего шланга радиатора через тройник, подача ОЖ в блок двигателя в сливную пробку через штуцер. 2) забор ОЖ с нижнего шланга радиатора через тройник, подача ОЖ в шланг “подачи” печки. 3) забор ОЖ со сливной пробки блока двигателя через штуцер, подача ОЖ в шланг “подачи” печки. 4) забор ОЖ с патрубка “обратки” печки через тройник, подача ОЖ в шланг “подачи” печки через тройник.
12.12.2017 09:57 Автонаходка, Олег Рахманин
Здравствуйте, готового решения к сожалению у нас нет, рекомендую обратится к установщикам, или ознакомится с рекомендациями самостоятельной установки, они есть в описании статьи.
11.12.2017 10:22 Автонаходка, Олег Рахманин
Здравствуйте, установка по схеме: забор охлаждающей жидкости с обратного патрубка печки через тройник, подача в сливное отверстие в блоке двигателя через штуцер.
04.12.2017 10:34 Автонаходка, Олег Рахманин
Здравствуйте, пошаговой схемы у нас нет, рекомендую обратится к установщикам.
04.12.2017 10:32 Автонаходка, Олег Рахманин
Здравствуйте, установка согласно инструкции к подогревателю.
07.11.2017 10:19 Автонаходка, Олег Рахманин
Здравствуйте, согласно инструкции, в разрез шланга печки.
16.10.2017 10:02 Автонаходка, Олег Рахманин
Здравствуйте, при чем тут бочок омывателя? и о каком таком электроклапане отопителя в старт турбо идет речь? Забор можно сделать из шланга печки подача в шланг радиатора который без термостата, можно и по другому подключить, просто нужно по месту смотреть, как будет удобней его установить.
27.09.2017 09:45 Автонаходка, Олег Рахманин
Здравствуйте, рекомендую обратится к установщикам, и они Вам его установят, что касается в разрез патрубка печки, то это схема только для подогревателей с помпой.
Подскажите пожалуйста схему подключения подогревателя на ниссан цефир, кузов А33
17.07.2017 09:47 Автонаходка, Олег Рахманин
Здравствуйте, установка осуществляется исходя из расположения термостата и наличия сливной пробки: Если термостат находится на нижнем патрубке радиатора: 1) забор ОЖ из блока двигателя со сливной пробки через штуцер, подача ОЖ в верхний патрубок радиатора через тройник. 2) забор ОЖ с патрубка “обратки” печки через тройник, подача ОЖ в верхний патрубок радиатора через тройник. Если термостат находится на верхнем патрубке радиатора 1) забор ОЖ с нижнего шланга радиатора через тройник, подача ОЖ в блок двигателя в сливную пробку через штуцер. 2) забор ОЖ с нижнего шланга радиатора через тройник, подача ОЖ в шланг “подачи” печки. 3) забор ОЖ со сливной пробки блока двигателя через штуцер, подача ОЖ в шланг “подачи” печки. 4) забор ОЖ с патрубка “обратки” печки через тройник, подача ОЖ в шланг “подачи” печки через тройник. Для подбора монтажного комплекта пришлите внутренние диаметры указанных патрубков.
26.03.2017 11:40 Автонаходка, Олег Рахманин
16.01.2017 18:07 Автонаходка, Олег Рахманин
Здравствуйте, ознакомится можно по этой ссылке.

09.01.2017 12:41 Автонаходка, Олег Рахманин
Здравствуйте, он нужен для работы таймера и отношения к дистанционному запуску он ни какого не имеет, тут только пульт нужен.
09.01.2017 12:34 Автонаходка, Олег Рахманин
Здравствуйте, установка осуществляется исходя из расположения термостата и наличия сливной пробки: Если термостат находится на нижнем патрубке радиатора: 1) забор ОЖ из блока двигателя со сливной пробки через штуцер, подача ОЖ в верхний патрубок радиатора через тройник. 2) забор ОЖ с патрубка “обратки” печки через тройник, подача ОЖ в верхний патрубок радиатора через тройник. Если термостат находится на верхнем патрубке радиатора 1) забор ОЖ с нижнего шланга радиатора через тройник, подача ОЖ в блок двигателя в сливную пробку через штуцер. 2) забор ОЖ с нижнего шланга радиатора через тройник, подача ОЖ в шланг “подачи” печки. 3) забор ОЖ со сливной пробки блока двигателя через штуцер, подача ОЖ в шланг “подачи” печки. 4) забор ОЖ с патрубка “обратки” печки через тройник, подача ОЖ в шланг “подачи” печки через тройник. Для подбора монтажного комплекта пришлите внутренние диаметры указанных патрубков. Или вот схема.
05.01.2017 10:24 Автонаходка, Олег Рахманин
Здравствуйте, установка осуществляется исходя из расположения термостата и наличия сливной пробки: Если термостат находится на нижнем патрубке радиатора: 1) забор ОЖ из блока двигателя со сливной пробки через штуцер, подача ОЖ в верхний патрубок радиатора через тройник. 2) забор ОЖ с патрубка “обратки” печки через тройник, подача ОЖ в верхний патрубок радиатора через тройник. Если термостат находится на верхнем патрубке радиатора 1) забор ОЖ с нижнего шланга радиатора через тройник, подача ОЖ в блок двигателя в сливную пробку через штуцер. 2) забор ОЖ с нижнего шланга радиатора через тройник, подача ОЖ в шланг “подачи” печки. 3) забор ОЖ со сливной пробки блока двигателя через штуцер, подача ОЖ в шланг “подачи” печки. 4) забор ОЖ с патрубка “обратки” печки через тройник, подача ОЖ в шланг “подачи” печки через тройник. Для подбора монтажного комплекта пришлите внутренние диаметры указанных патрубков.
04.01.2017 12:33 Автонаходка, Олег Рахманин
Здравствуйте, вот ссылка на инструкцию по установке.





