Как ослабить пружину в домашних условиях

Необходимые инструменты и материалы
Для того, чтобы изготовить и закалить пружину из проволоки своими руками необходимо:
- Стальная проволока. Диаметр подбирается исходя из необходимых характеристик будущего изделия.
- Обыкновенная газовая горелка.
- Слесарный инструмент: пассатижи, молоток и т.п.
- Тиски.
- Печка. Это может быть, при ее наличии, специальная или же обычная бытовая.
Облегчить процесс навивания спирали способны дополнительные приспособления, которые подбираются индивидуально в соответствии с размерами и жесткостью пружины.
Если использование и закалка предполагается из проволоки диаметром меньше 2 миллиметров, то она может предварительно не нагреваться. Она без проблем будет гнуться и без этой операции. Однако при этом до начала намотки рекомендуется ее разогнуть ее по всей длине и полностью выровнять.
При использовании проволоки диаметром более 2 миллиметров ее следует до начала работы обжечь. Без данной операции выровнять и навить ее будет проблемно.
Особенности операции
- Верно подобранная основа является залогом успеха. В заводских условиях для изготовления применяется сплав цветных металлов (65Г, 60ХФА, 60С2А, 70СЗА, Бр. Б2), легированная или углеродистая сталь. Во время домашнего изготовления оптимальной основой будет старая пружина необходимого диаметра.
- Для отжига лучше всего подойдет особая печь. При отсутствии таковой подойдет из кирпича или металла.
- Для охлаждения после нагрева рекомендуется применять трансформаторное масло. При его отсутствии подойдет веретенное.
Последовательность действий
1. Прежде, чем закалить проволоку для пружины следует проверить материал основы и убедиться, что используемая проволока углеродистой стали.
2. Процедура отжига, как сказано ранее, способна добавить пластичности. Это облегчит процесс выравнивания и намотки на оправку. Для этого можно особую печь или любую подходящую. В быту закалять возможно в наиболее подходящей конструкции (металлической или кирпичной). Для этого разжигается обычный костер и после в уголь помещается будущая пружина. После нагрева заготовки докрасна проволоку нужно изъять и позволить остыть естественным путем. Остывшая проволока будет существенно мягче и с ней можно будет комфортно работать.
3. Размягченную проволоку следует полностью выровнять и приступить к намотке на оправку подходящего диаметра. Во время проведения процедуры нужно контролировать плотное расположение витков друг к другу. Для упрощения можно пользоваться шуруповертом.
4. Для придания требуемой упругости потребуется провести закаливание. Благодаря этой термической обработке деталь получается более твердая и прочная. Закалка пружин предполагает их прогрев до температуры от 830 до 870 градусов. Для этого допускается пользоваться газовой горелкой. Ранее уже мы говорили .
Дома вряд ли сыщется подходящий термометр, которым возможно точно определять температуру детали. Поэтому можно ориентироваться по цвету металла. Когда необходимая температура достигнута заготовка станет светло-красной. Рекомендуем посмотреть видео с подробным рассказом о температуре нагрева. После этого пружина помещается в охлаждающую среду (масло).
5. После закаленную пружинку требуется подержать в сжатом состоянии. Для этого необходимо от 20 до 40 часов.
6. В завершение провести обработку и подгонку до требуемых размеров.
Верное проведение подобного упрочнения позволит с успехом использовать пружину в домашних механизмах.
Пружину, которая будет долго служить и максимально эффективно выполнять свои задачи, можно изготовить не только на производстве. Да, там есть возможность полностью соблюсти весь производственный процесс, все его параметры, правильно выбрать характеристики всех технологических процессов (например, температуру закалки). Однако простую пружину для механизма, который работает в щадящем режиме, можно сделать и своими руками.
Для этого понадобятся следующие материалы:
- непосредственно пружина и проволока подходящего для задуманного агрегата размера;
- газовая горелка;
- слесарный инструмент;
- тиски;
- бытовая или термическая печь.
❶ Как ослабить пружину
- — оправка;
- — паяльная лампа;
- — линейка;
- — антикоррозионный лак.
Определите сначала, своевременно ли вступает в работу вторичная камера. Для этого отсоедините шток механизма пневмопривода от промежуточного рычага. Снимите шланг ваккум-корректора и закройте отверстие штуцера.
Запустите двигатель. Попросите помощника постепенно увеличить обороты до пяти тысяч в мин.
Выявите изменения положения шестигранной головки диафрагмы в механизме. Если верхний торец контрагайки находится на уровне нижней плоскости корпуса при перемещении штока на девять-десять миллиметров от изначального положения, диафрагменный механизм вторичной камеры работает нормально. При отклонениях от этих параметров определите причины нарушений его работы.
Проверьте эластичность диафрагмы пневмокамеры. Для этого сначала снимите ее и выньте оттуда пружину. Соберите устройство. В данном случае устанавливать его на карбюратор не требуется.
Приподнимите пневмокамеру. Жесткость диафрагмы нормальная, если нижняя «тарелка» устройства под действием веса штока переместилась из верхнего положения в нижнее.
Установите корпус диафрагменного механизма на карбюратор (без пружины), если требуется окончательно убедиться в позднем вступлении в работу вторичной камеры. Для этого соберите устройство, не помещая в него пружину. Если приемистость автомашины увеличилась при оборотах коленвала более двух тысяч в минуту, следовательно, предположение о позднем вступлении в работу вторичной камеры подтверждено.
Устраните эту неисправность, ослабив пружину механизма. Сначала наденьте ее на оправку подходящего диаметра, а затем сожмите и закрепите витки. Длина закрепленной пружины должна составлять около трех сантиметров.
Накалите пружину докрасна с помощью паяльной лампы. Поворачивайте ее в процессе нагревания, чтобы она прогрелась равномерно.
Снимите пружину с оправки, очистите окалину и осмотрите. Если некоторые витки в ней по какой-то причине поджались неравномерно, выправите их.
Измерьте длину пружины. В свободном состоянии она должна быть не более трех сантиметров. После этого необходимо покрыть пружину антикоррозийным лаком. Установите ослабленную пружину в диафрагменный механизм.
Занижают автомобили Приора в основном молодые водители, чтобы была возможность выделится перед своими друзьями, у которых также имеется автомобиль или Приора, или любая другая марка.
- — УШМ (болгарка)
- — ключ 19
- — ключ 8
- — отвертка крестовая
Перед началом работы, необходимо снять акустическую полку и откинуть заднее сиденье.
При помощи отвертки, вам необходимо снять боковую обивку, при этом надо открутить шесть шурупов, после чего обивка откидывается вперед в сторону передних сидений, обивка будет висеть на ремне безопасности.
Надо найти под барабаном ремня, черную заглушку, имеющую круглый вид, под ней находится гайка, которая держит шток стойки. При помощи двух ключей на 19 и на 8, необходимо ослабить данную гайку, ключом на 8 необходимо держать шток, чтобы не было проворота гайки.
При помощи домкрата, вам необходимо поднять автомобиль и снять заднее колесо, которое будет мешать для дальнейшей работы. После этого надо убрать грязь, находящеюся в арке, она скрывает под собой болт держащий стойку снизу.
После того, как вы открутили нижнее крепление, необходимо до конца открутить гайку находящуюся в салоне автомобиля, после полного откручивания гайки, услышите характерный грохот – при этом стойка упадет на пол, этого можно избежать, если у вас будет помощник, который будет держать стойку, когда вы будите откручивать верхнюю гайку.
Отделяем пружину от стойки и при использовании УШМ укорачиваем ее на необходимую для вас длину.
Сборку осуществлять необходимо в обратной последовательности, а укорачивать пружину с другой стороны автомобиля производить аналогично.
После того, как вы занизили Приору, необходимо быть более аккуратным при парковке, так как расстояние между асфальтом и бампером стало меньше, и имеется высокая вероятность сломать бампер во время парковки задним ходом об бордюр.
При резке пружин, необходимо подогнуть обрезанный виток, чтобы в итоге получилось ровная площадка. После чего, пружину необходимо устанавливать вверх той стороной, которая подвергалась обработки.
Кофе и чай — одни из самых популярных напитков во всем мире. Они служат не только главным атрибутом домашнего очага или символом гостеприимства, но и важным напитком, который помогает взбодрить и настроить на рабочий лад. Кофеин, содержащийся в чае и кофе, может принести не только пользу, но и вред здоровью определенной категории людей. Как можно снизить негативное воздействие кофеина?
В настоящем кофе или хорошем чае содержится кофеин, вещество, агрессивно воздействующее на центральную нервную и сердечно-сосудистую систему, а также в высоких дозах на пищеварительный тракт человека. Полностью ослабить действие кофеина практически невозможно, но весьма реально понизить степень его воздействия. Первый способ – это добавлять в напиток сливки или молоко. Белок, содержащийся в молочном продукте, нейтрализует на одну треть кофеин.
Сахар – еще один способ снизить действие кофеина. Рекомендуется добавлять в чай или кофе не более двух ложек сахара, иначе напиток становится калорийным.
Еще один самый простой и разумный способ – это не заваривать слишком крепким напиток, добавлять больше воды, меньше кофе или пить зеленый чай – это компромиссный вариант, поскольку зеленый чай содержит кофеин, но воздействие его на организм человека гораздо более мягкое.
Снизить негативные последствия от частого употребления кофе или черного чая поможет обычная вода. Достаточно пить 1,5-2 литра в день, чтобы понизить концентрацию кофеина в организме человека.
Добавляйте в кофе или чай специи – они не только улучшат вкусовые качества напитка и сделают его полезным, но и понизят воздействие кофеина. Сюда относят имбирь, кардамон, корицу, гвоздику и даже черный перец. Главное – не класть в напиток слишком много специй, ведь иначе вы теряете возможность полностью насладиться напитком.
Чтобы при работе пружина не задевала , отогните их наружу при ее установке.
Диаметр
Если диаметр проволоки не более 2 мм, то пружину можно сделать, не применяя термическую обработку. Для этого необходимо таким образом разогнуть проволоку, чтобы она стала абсолютно ровной, а затем с усилием намотать ее на оправку.
Что касается диаметра оправки, то он должен быть немного меньше, чем внутренний диаметр пружины, который вы хотите получить. Это необходимо для компенсации упругой деформации. Скорее всего, придется несколько раз разгибать и свивать пружину, попробовать оправки нескольких размеров, чтобы подобрать нужный диаметр. Между витками пружины сжатия расстояние должно быть немного большим, чем уже у готовой пружины. Два крайних витка должны хорошо и плотно прилегать друг к другу.
Если же диаметр пружины, которую вы хотите использовать как исходный материал больше 2 мм, то, прежде чем начинать с ней работу, ее нужно подвергнуть отжигу. Потому что без этой процедуры такую толстую проволоку невозможно выпрямить и навить.
- В первую очередь нужно правильно подобрать материал для будущей пружины — это половина успеха. В производстве используются сплавы цветных металлов (65Г, 60ХФА, 60С2А, 70СЗА, Бр. Б2 и т.д.) или специальные стали (углеродистые или легированные). Если же вы решили сделать пружину самостоятельно, самым подходящим материалом для этого станет другая пружина нужного размера (обращать внимание нужно на диаметр проволоки, из которой она изготовлена).
- Отжиг лучше всего проводить в специальной термической печи. Если же вам не удалось найти такую, то используйте кирпичную или металлическую. Разведите огонь на березовых дровах и в угли положите пружину. Подождите, пока она не раскалится докрасна, и пусть она продолжает лежать в печи до полного ее охлаждения. После такой процедуры отжига проволока станет пригодной для навивания.
- Выпрямите ее и намотайте на оправку. Делайте это так, как описано выше. При процедуре изготовления пружины витки навивайте вплотную друг к другу.
- Теперь , чтобы она не потеряла форму. Для этого ее необходимо нагреть до температуры 830-870 градусов и опустить в трансформаторное масло (можно использовать и веретенное). Естественно, что вы не сможете по приборам отслеживать нужную температуру, поэтому определяйте ее визуально по цвету нагретого металла. При температуре 830-900°С металл имеет светло-красный цвет. Если такой оттенок появился — пружина дошла до нужного состояния.
- После закалки нужно сжать пружину до сжимания витков и оставить ее, не разжимая, на 20-40 часов. Затем сточите на точильном агрегате концы пружины и изделие готово.
При создании различных устройств очень полезно иметь под рукой пружины. Само собой возникает вопрос: сколько, какого типа и размера могут понадобиться в следующий раз и как сделать пружину своими руками?
При этом иногда возникает ситуация, когда сложно найти пружину, которая идеально соответствует твоим требованиям. Так почему бы не сделать свою собственную?
Создание пружин может показаться пугающим, но при помощи базового инструмента и с простой инструкцией каждый из вас сможет создать ее.
В этой статье я покажу вам, как сделать некоторые из них, сначала самые простые, а затем я перейду к некоторым «продвинутым» инструментам, но это не добавит процессу создания сложности.
Настройка жёсткости пружин химическим способом
core_number_3 25-01-2015, 18:16 7 156 Химия и опыты
ОК
Сегодня я хотел бы рассказать Вам о том, как можно уменьшить жёсткость пружины в домашних условиях.
Для того, чтобы было понятнее, я снял видео
Для данного способа нам понадобится:- Сама пружина, которую необходимо обработать. — Ёмкость под травящий раствор. — Сам травящий раствор (о растворах будет дальше)- Провод в изоляции, за который мы будем вытягивать пружину из раствора.- Ацетон или спирт для обезжиривания (в самом крайнем случае обезжирить можно обычным мылом или моющим средством)- Ватные диски или тряпочка.
В качестве травящего раствора можно применять:
— Садовый медный купорос + немного соли- Отработанный раствор хлорного железа (лучше)- Разбавленная до 20% соляная или азотная кислота (очень быстрое и равномерное травление)- Насыщенный подогретый раствор лимонной кислоты (очень медленное травление, но в итоге пружина получает стойкое и красивое химическое оксидирование)Пружину необходимо оттереть от масла и обезжирить с помощью ватного диска и ацетона, затем просто надеваем её на провод и окунаем в травящий раствор. Если в качестве раствора использовать азотную кислоту, то каждую минуту нужно вытаскивать заготовку и протирать её от окислов — это ускоряет процесс. Травление в этом случае занимает от двух до десяти минут в среднем. Использование лимонной кислоты затянет процесс на весь день, но результат также получится чистым и красивым. Стирать окисел нужно будет примерно раз в 30-60 минут. Готовая пружина стала вдвое мягче. Применение данного метода довольно обширно и ограничено лишь вашей фантазией и необходимостью. Допустим, я ослаблял пружину для электроискрового маркера, которым можно нанести гравировку на нож. Также этот метод выручил меня при изготовлении кнопки отсечки на электрогитару.
8 Чтобы написать комментарий необходимо войти на сайт через соц. сети (или зарегистрироваться): Обычная регистрация
Посетители, находящиеся в группе Гости, не могут оставлять комментарии к данной публикации.
Как сделать пружину мягче в домашних условиях
При создании различных устройств очень полезно иметь под рукой пружины. Само собой возникает вопрос: сколько, какого типа и размера могут понадобиться в следующий раз и как сделать пружину своими руками?
При этом иногда возникает ситуация, когда сложно найти пружину, которая идеально соответствует твоим требованиям. Так почему бы не сделать свою собственную?
Создание пружин может показаться пугающим, но при помощи базового инструмента и с простой инструкцией каждый из вас сможет создать ее.
В этой статье я покажу вам, как сделать некоторые из них, сначала самые простые, а затем я перейду к некоторым «продвинутым» инструментам, но это не добавит процессу создания сложности.
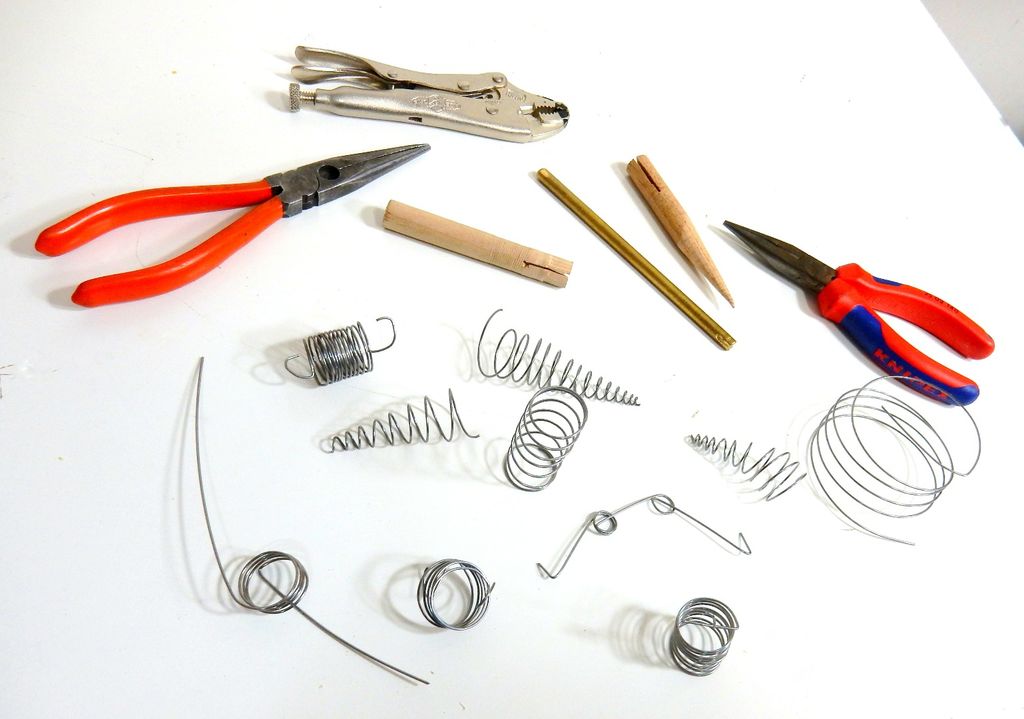
Шаг 1: Типы

Вот несколько из множества типов пружин, которые мы научимся делать. Слева направо:
Шаг 2: Начнём работу при помощи базовых инструментов

Вы сможете начать создавать множество разных типов при помощи инструментов, обозначенных в списке:
- штырь диаметром 1.4 см
- струна для пианино или проволока
- плоскогубцы с кусачками
- пила
- зажимы
- беспроводная дрель
Шаг 3: Обрежем штырь

Сначала возьмите деревянный штырь и обрежьте его до длины примерно 12 см. Затем прорежьте в одном из его концов паз, он будет предназначаться для струны. Штырь диаметром примерно 1.4 см подойдёт лучше всего потому, что он хорошо крепится в патроне дрели.
Шаг 4: Создание натяжной пружины

Беспроводные дрели хороши тем, что можно настраивать скорость их вращения. Для безопасности всегда пользуйтесь плоскогубцами — если провод соскочит, то он может порезать вам руки.
Закрепите дрель на столе при помощи зажимов. Одна рука лежит на кнопке включения дрели, а вторая зажимает плоскогубцы. Проворачивайте дрель столько, сколько вам нужно, пока не добьётесь необходимого количества витков. Во время намотки удерживайте шнур под напряжением, и пружина будет поворачиваться лучше.
Шаг 5: Сгибание струны

После намотки, я согнул плоскогубцами оставшиеся кончики и получил натяжную пружину. Экспериментируя, вы можете добиться различных размеров петелек.
Шаг 6: Сжимающая



Для нее потребуется более длинный штырь, в котором также будет вырезан паз. Во время намотки, отмеряйте расстояние между витками на глаз. Это потребует от вас практики, но занятие на самом деле очень занимательное.
Когда пружина была готова, я провел тест (см. последнюю фотографию). Я поместил ее на штырь, придавил её сверху небольшим деревянным бруском и быстро отпустил — брусок выстрелил до потолка.
Шаг 7: Коническая


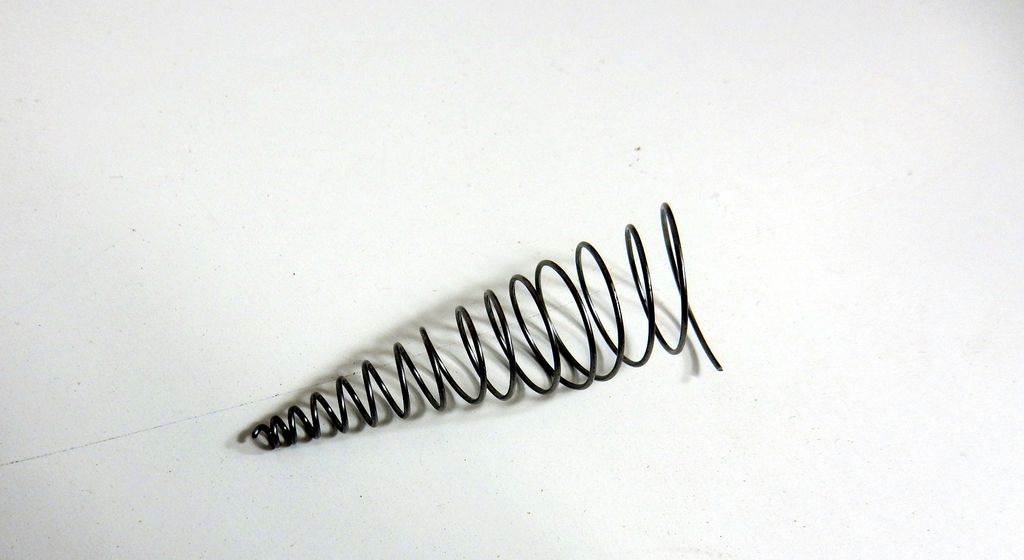
Коническая делается при помощи дрели и ленточной шлифовальной машины.
Используя ту же технику намотки, я посадил струну в пазик на штыре. Когда пружина была полностью намотана, я обрезал её концы, и коническая пружина была готова. Ее я сделал дважды, и второй вариант вышел более хорошим.
Шаг 8: Торсионная

Для изготовления торсионной я использовал латунный стержень, так как деревянный штырь не выдерживал нагрузки и ломался. Чтобы создать пружину, сделайте несколько витков и оставьте прямой участок струны с обоих концов. Изогнув концы струны, вы создадите хорошую торсионную пружину.
Шаг 9: Заключение


На фотографиях вы видите сжимающую и набор различных пружин, которые я сделал в домашних условиях.
Я надеюсь, изготовление окажется для вас простым занятием и поможет вам сделать множество интересных проектов. Если вы используете их постоянно, то это также сэкономит вам деньги.

Рассказываю как сделать какую-либо вещь с пошаговыми фото и видео инструкциями.
Пружины – упругие элементы конструкций, служащие для накопления или рассеяния механической энергии. Они окружают нас со всех сторон — под клавишами клавиатуры компьютера, в подвеске автомобиля и в подъемном механизме дивана. Наиболее распространены витые пружины сжатия. Существует несколько способов сделать их.

Витые пружины сжатия
Упругие элементы могут иметь различные пространственные формы. Исторически первыми пружинами освоенными человеком, были листовые. Их и сегодня можно видеть — это рессоры у большегрузных грузовиков. С развитием технологий люди научились изготавливать более компактные витые пружины, работающие на сжатие. Кроме них, используются и пространственные упругие элементы.

Особенности конструкции
Такие пружины при работе принимают нагрузку вдоль своей оси. В начальном положении между их витками существуют просветы. Приложенная внешняя сила деформирует пружину, длина ее уменьшается до тех пор, пока витки не соприкоснуться. С этого момента пружина представляет собой абсолютно жесткое тело. По мере уменьшения внешнего усилия форма изделия начинается возвращаться к первоначальной вплоть до полного восстановления при исчезновении нагрузки.
Основными характеристиками, описывающими геометрию детали, считают:
- Диаметр прутка, из которого навита пружина.
- Число витков.
- Навивочный шаг.
- Внешний диаметр детали.
Внешняя форма может отличаться от цилиндрической и представлять собой одну из фигур вращения: конус, бочку (эллипсоид) и другие
Шаг навивки бывает постоянный и переменный. Направление навивки – по часовой стрелке и против нее.

Сечение витков бывает круглым, плоским, квадратным и др.
Концы витков стачиваются до плоской формы.
Область эксплуатации
Шире других используются цилиндрические винтовые пружины постоянного внешнего диаметра и постоянного шага. Они применяются в таких областях, как
- Машиностроение.
- Приборостроение.
- Транспортные средства.
- Добыча полезных ископаемых промышленность.
- Бытовая техника .
и в других отраслях.

Применение пружины в быту
Требования к пружинам
Для эффективного функционирования работы требуются следующие свойства:
- высокая прочность;
- пластичность;
- упругость;
- износостойкость.
Чтобы обеспечить проектные значения этих параметров, требуется правильно выбрать материал, точно рассчитать размеры, разработать и соблюсти технологию изготовления.
Государственными стандартами определяются требования к изготовлению пружин. По допустимым отклонениям они относятся к одной из точностных групп:

Схематическое изображение пружины
Строгие требования предъявляются к точности соблюдения геометрии, чистоте поверхности.
Не соответствуют стандарту изделия с царапинами и прочими наружными дефектами, снижающими ресурс изделия и срок его эксплуатации
Требования к материалу
Прочностные параметры и отказоустойчивость изделия во многом определяются материалом, из которого его решили сделать. Металлурги выделяют в классификации сталей специальные рессорно-пружинные стали. Они обладают специфической кристаллической структурой, определяемой как химическим составом, так и проводимой термической обработкой изделий. Высоколегированные сплавы повышенной чистоты и высокого металлургического качества обеспечивают высокую упругость и пластичность, способны сохранять свои физико-механические свойства после многократных деформаций.

Популярность среди конструкторов механизмов приобрели пружинные сплавы 60С2А, 50ХФА и нержавейка 12Х18Н10Т
Особенности технологии
Технологический процесс изготовления упругих элементов зависит от технических требований, предъявляемых к конструкции. Сделать пружину не так просто, как обычную деталь, которая не должна обладать особыми упругими свойствами. Для этого требуется специальное оборудование и оснастка.
Навивка пружин с круглым сечением витка проводится следующими методами:
- Холодная. Применяется для малых и средних размеров (диаметр проволоки до 8 миллиметров).
- Горячая. Для больших диаметров.

Технология навивки пружины
После навивки упругие элементы подвергают различным видам термообработки. В ее ходе изделие приобретает заданные свойства.
Технология холодной навивки без закалки
Сначала необходимо сделать подготовительные операции. Перед тем, как из проволоки навивать заготовку, ее подвергают процедуре патентирования. Она заключается в нагреве материала до температуры пластичности. Такая операция готовит проволоку к предстоящему изменению формы.
В ходе операции навивки должны быть выдержаны следующие параметры:
- Внешний диаметр изделия (для некоторых деталей нормируется внутренний диаметр).
- Число витков.
- Шаг навивки.
- Общая длина детали с учетом последующих операций.
- Соблюдение геометрии концевых витков.

Холодная навивка без отпуска
Далее проводится стачивание концевых витков до плоского состояния. Это необходимо сделать для обеспечения качественного упора в другие детали конструкции, предотвращения их разрушения и выскальзывания пружины.
Следующий этап технологического процесса — термообработка. Холодная навивка пружин предусматривает только отпуск при низких температурах. Он позволяет усилить упругость и снять механические напряжения, возникшие в ходе навивки.
Исключительно важно точно соблюдать проектный график термообработки, тщательно контролируя температуру и время выдержки.
После термообработки необходимо сделать испытательные и контрольные операции.
Далее по необходимости могут наноситься защитные покрытия, предотвращающие коррозию. Если они наносились гальваническим методом, изделия подвергаются повторному нагреву для снижения содержания водорода в приповерхностном слое.
Технология холодной навивки с закалкой и отпуском
Первые этапы технологии совпадают с предыдущим процессом. На стадии термообработки начинаются изменения. Она проводится в несколько этапов:
- Закалка. Заготовку нагревают до заданной температуры, выдерживают от 2 до 3 часов. Далее подвергают скоростному охлаждению, погружая в емкость с минеральным маслом или солевым раствором. В ходе стадии закалки заготовки должны находиться в горизонтальном положении. Это позволит избежать из деформации
- Отпуск. Заготовку нагревают до 200-300° и выдерживают несколько часов для снятия внутренних напряжений и улучшения упругих свойств.
Далее также проводятся измерительные и контрольные операции. Прошедшие контроль заготовки направляют на пескоструйную обработку для снятия окалины. При необходимости следует сделать также и дробеструйную обработку для повышения прочности поверхностного слоя металла.
Завершает процесс нанесение защитного покрытия.
Технология горячей навивки с закалкой и отпуском
Перед навивкой заготовку нагревают до температуры пластичности одним из следующих методов
- муфельная печь;
- газовая горелка;
- высокочастотный нагрев.
Далее заготовка поступает на навивочное оборудование, Проводится корректировка геометрии и формирование плоских торцов.
Термическая обработка включает в себя закалку и низкотемпературный отпуск.
Графики термообработки строятся исходя из свойств материала и размеров заготовки.

Рабочий режим линии печи закалки и отпуска
Далее следует контрольно- измерительный этап. Заканчивается изготовление нанесением антикоррозионной защиты.
Используемое оборудование и оснастка
Чтобы сделать упругий элемент, требуется специализированное оборудование. Это навивочные станки. Сделать деталь можно и на обычном токарном станке, но потребуется его дооборудование специальной оснасткой. Средние и крупные серии изготавливают на полуавтоматических установках, работающих с минимальным вмешательством оператора. Сделать пружину из проволоки можно и вручную. Для этого также потребуется специальная оснастка.
На следующем этапе механической обработки торцы шлифуются на торцешлифовочных станках. При единичном производстве или малых сериях это можно сделать шлифовальном круге.
Термообработка проводится с применением оправок, предотвращающих деформацию изделия, в специализированных печах для закалки и отпуска. Обе операции можно сделать и в универсальной печи.

Используемое оборудование и оснастка
Для контроля качества используются нагрузочные установки и измерительные комплексы. При единичном производстве измерения можно сделать и универсальным инструментом.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Рекомендованные сообщения
Создайте аккаунт или войдите в него для комментирования
Вы должны быть пользователем, чтобы оставить комментарий
Создать аккаунт
Зарегистрируйтесь для получения аккаунта. Это просто!
Войти
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Чем грозит установка; неправильных; пружин подвески риски и правила
![]()
Пружины ходовой части любого транспортного средства выполняют ряд функций, улучшая его управление, плавность хода при езде по неровностям дороги. Выбирая данный элемент подвески, нужно ориентироваться на форму, толщину стали, жесткость, общий диаметр, длину. Кроме того, большое значение имеет бренд производителя.
Чтобы избежать ошибок, облегчить выбор, пружины обязательно маркируют по цвету и жесткости. Ориентируясь на эти данные, можно подобрать оптимальный вариант.

Неподходящий тип
Среди обилия конструкций следует выбирать изделия, которые максимально соответствует оригинальным элементам по форме, высоте, жесткости:
- Количество витков, высота может отличаться. Главное – это полное совпадение посадочного места, наружного диаметра. Легче всего правильно подобрать пружины с помощью фирменных каталогов, предлагающих свою продукцию для различных авто.
- Долговечность пружин зависит от отсутствия технологического брака. Кроме того, на этот параметр напрямую влияет нарушение рекомендаций по их подбору, использование неподходящих амортизаторов.
- Цветовая маркировка у разных производителей может отличаться. Диаметр прутка пружин может также отличаться. При выборе этого элемента подвески важно ориентироваться на производителя, тип изделия, который определяется с помощью маркировки, жесткость.
Изменение конструкции подвески кустарными методами крайне негативно сказывается на работе пружин.
Например, установка элементов от универсалов на седаны в случае проседания кузова авто оправдана. С другой стороны, если это делается для повышения грузоподъемности, то это неоправданный шаг, поскольку усиленные конструкции могут со временем повредить кузов.
Неподходящий тип может привести к потере управляемости, ухудшению устойчивости на дороге, повреждениям кузова, амортизаторов.

Кроме того, неправильный тип изделий, установленный на авто, нередко приводит к сбоям электронных систем ABS и ESP. Это может привести даже к выходу ЭБУ из строя.
Неправильные пружины изменяют дорожный просвет, углы установки колес. В результате детали, узлы ходовой части, шины изнашиваются гораздо быстрей.

Классы
При выборе изделия в первую очередь нужно обращать внимание на надежность производителя, качество изготовления. Саму пружину нужно проверить на наличие сколов краски, которые могли появиться в процессе транспортировки.
Все разнообразие пружин можно разделить на три класса: «A», «B», «C»:
- К премиальной категории «A» относится продукция компаний Sachs, Kayaba, Bilstein, которая устанавливается на самые дорогие автомобили. Эти изделия характеризуются высочайшим качеством, но и их стоимость иногда зашкаливает.
- К среднему классу «B» относятся элементы подвески по относительно невысокой цене, которые характеризуются приемлемым качеством.
- Бюджетный вариант «C» представляют фирмы “Техтайм”, PROFIT, Maxgear. Их продукция не отличается каким-либо качеством, но стоит очень дешево.
Данные компании не имеют собственных производственных мощностей, поэтому закупают готовую китайскую продукцию за бесценок.
Использовать такие элементы в подвеске движущегося авто опасно, поскольку в любой момент они могут выйти из строя, подвергнув амортизаторы запредельным нагрузкам.

Ошибки при установке и возможные последствия
При монтаже пружин важно следовать определенным правилам:
- С двух сторон одной оси подвески должны устанавливаться изделия одного класса, например, элементы «А» или «В».
- Переднюю ось можно комплектовать пружинами класса «А», а заднюю – класса «В». При этом следует помнить, что установка наоборот недопустима.

Если один из элементов выходит из строя, то следует производить замену только в паре вне зависимости от состояния другого изделия.
Важно помнить, что цвета пружин должны быть одинаковыми по обе стороны автомобиля. Если игнорировать это правило, то образуется перекос кузова автомобиля в какую-то одну сторону. Это значительно ухудшит управляемость, устойчивость авто на дороге.
Кроме того, все детали и узлы ходовой части будут изнашиваться гораздо быстрее.
Не рекомендуется устанавливать между пружинными витками специальные «проставки», поскольку это значительно ухудшит управляемость машины, увеличит риски в плане безопасности.


Таким образом, при выборе оптимальных пружин для конкретного автомобиля важно строго придерживаться рекомендаций изготовителя. На этих элементах подвески не следует экономить, поскольку от них зависит безопасность. Покупать и устанавливать данные изделия допускается только парой.
Пружина. Виды и применение. Жесткость и нагрузка. Особенности
Пружина – упругий, обычно витой элемент механизмов, отвечающий за возврат приложенного усилия. В зависимости от способа навивки работает в направлении сжатия или растяжения.
Виды пружин
По конструктивному признаку осуществляется классификация пружин на несколько разновидностей:
- Винтовые.
- Торсионные.
- Спиральные.
- Тарельчатые.
- Волновые.
Винтовые являются самыми широко распространенными. Они имеют форму трубки. Элемент получают методом навивки проволоки или прута на цилиндрический шаблон. После чего заготовка поддается закалке и отпуску. В зависимости от способа навивки зависит направление работы пружины. Наличие зазоров между витками позволяет ее использовать как элемент сжатия. Примером являются пружины в шариковых ручках, подвесках автомобилей, мототранспорта. При плотной навивке пружина срабатывает на растяжения. Такие элементы имеют на краях проушины зацепы. Их используют в механизмах автоматического закрывания двери.

Торсионные имеют аналогичное устройство, что и винтовые. Однако они устроены так, чтобы срабатывать на кручение и изгиб. Концы таких пружин сделаны удлиненными для зацепа при установке. При воздействии на скручивание элемент противодействует. Торсионные пружины, к примеру, используются в сложных механизмах закрывания дверей.

Спиральные имеют форму ленты закрученной в спираль. Этот элемент применяется для накопления энергии. При установке в механизм он закручивается, накапливая за счет своей упругости энергию на раскручивание. Именно такие пружины применяются в часовых механизмах, работающих на заводе без использования электрического источника энергии. Также их используют в ручных стартерах бензопил, мотокос для возврата шнура обратно и т.п.

Тарельчатая пружина имеет вид шайбы выгнутой под конус. За счет упругости металла она противодействует сжатию. Они постоянно подпирают гайки или другие комплектующие. Это достаточно редко применяемый элемент, однако он получил широкое распространение в механизмах рулевых реек большинства автомобилей.

Волновые представляют собой ленту уложенную по синусоиде, то есть волной. Она навивается по кругу, как и винтовые изделия. Однако благодаря волнообразной укладки при сжатии, она воздействует обратно одинаково по всей плоскости без стремления уйти в сторону. Такое ее качество важно при изготовлении точных механизмов. Волновой элемент также может изготавливаться в виде незамкнутого кольца или тарельчатой пружины с синусоидой.

Классификация пружин по способу нагрузки
Более важным параметром, чем само устройство пружины, является способ ее нагрузки. При изготовлении различных механизмов возможно предусмотреть установку в него пружины практически любого устройства, главное чтобы она подходила по способу нагрузки.
Выполняется классификация пружин на следующие разновидности по воздействию:
- Изгиб.
- Кручение.
- Растяжение.
- Сдавливание.
Пружины изгиба противодействуют на усилие, нацеленное на их изгиб. Это качество используется для поджатия деталей механизмов между собой. Примером являются тарельчатые пружины.
Кручения оснащаются удлиненными ровными краями зацепами, которые фиксируются в механизмах. При попытке изменения их нормального положения в любую сторону они за счет упругости навивки основного тела возвращаются обратно. Примером таких элементов выступают торсионные пружины в бельевых прищепках.

Сжатия и растяжения имеют похожее устройство и отличаются только величиной зазора между витками навивки. Элемент сжатия при сдавливающем воздействии оказывает противодействие. Именно такой тип пружин используется в прижимных клавишах. Пружина растяжения наоборот стремится принять свою нормальную форму на действие направленное на ее удлинение. Она используется в конструкции кроватей раскладушек, спусковых механизмах огнестрельного оружия.
Из чего сделана пружина
Для производства пружин применяется специализированная проволока, имеющая повышенные параметры упругости. Из нее делают все виды пружин, кроме тарельчатых. Последние изготавливаются путем штамповки по листовой стали.
Пружинная проволока производится методом проката из определенного стального сплава. Благодаря специализированному составу, после термообработки, готовое изделие не ломается при механическом воздействии в приделах расчетных нагрузок. Также оно приобретает повышенную устойчивость к снижению упругости после многократной деформации. Однако все пружины без исключения поддаются износу. Он проявляется в виде потери упругости. Со временем они перестают принимать, после деформации, свое изначальное положение, поэтому нуждаются в замене.
Жесткость пружин
Рабочая жесткость пружины зависит от ряда параметров:
- Химического состава металла.
- Способа термической обработки.
- Диаметра применяемой проволоки.
- Числа витков.
- Частоты витков.
Одним из самых важных параметров при выборе пружины является коэффициент ее жесткости. Он определяет, какое усилие требуется для сжатия или растяжения готового изделия. Этот параметр является следствием сложных инженерных расчетов, учитывающих множество показателей механизма, в который необходима установка пружины. Для рядового пользователя более привычной выступает оценка по уровню стойкости измеряемой в единицах веса. Большинство пружин просто оценивают по тому, какой массы груз может ее полностью деформировать.
Если пружина будет подходить к механизму по длине и диаметру, но при этом для ее деформации нужно значительно большее усилие, чем требуется, то система не сможет работать. По сути, развиваемое прижимное усилие не способно вызвать отклик упругости. Если же наоборот жесткости пружины окажется недостаточно, то растянувшись под нагрузкой, она не вернется обратно. Аналогичная ситуация будет и при сжатии.
Жесткость всех видов пружин зависима от температуры. При их подборе оптимально проводить оценку жесткости в той температуре, в которой она будет использоваться. Чем теплее, до определенного порога устойчивости металла, тем выше упругость. При охлаждении структура металла меняется, и пружины приобретают меньший ход и повышенную хрупкость. При эксплуатации в обычных условиях это почти незаметно. Однако такое качество явно проявляется в случае использования тонких пружин в условиях Севера.
Как сделать пружину в домашних условиях
Практически в каждом механизме, где применяется пружина, она имеет свои параметры диаметра и высоты. Вследствие этого после ее износа возникают трудности с заменой. Для достаточно современных механизмов пружины можно заказать у поставщика запчастей, но для старых уже снятых с производства это невозможно.
В таком случае пружину можно изготовить самостоятельно. Для ее производства в домашних условиях требуется наличие пружинной проволоки. Так как она чаще продается на вес от 1 кг, то этого излишне много для получения одной пружины. В таком случае можно приобрести в хозяйственном или автомагазине любую пружину сделанную из проволоки нужного диаметра. Используя ее как источник материала можно изготовить изделие требуемых параметров повторив фабричную технологию в упрощенном варианте. При термообработке пружин на производстве их нагрев и охлаждение делается с точным контролем температуры измерительным оборудованием. В домашних условиях можно приблизительно контролировать нагрев металла по цвету побежалости. При разной температуре тот меняет свой цвет. Сначала он сереет, потом синеет, краснеет, желтеет и становится почти белым.
Пружина донор разогревается любым доступным способом. Можно использовать горн, газовую или бензиновую горелку. Она греется до темно-красного цвета побежалости, после чего оставляется остывать на воздухе. Такая термообработка называется отжиг. Структура металла пружины меняется, и он становится податливым. Благодаря этому она легко разматывается на проволоку.
Далее проволока наматывается на шаблон нужного диаметра. В его качестве может использоваться прут, болт и т.д. Витки делаются вплотную. Затем заготовка снимается с бланка и из нее формируется необходимая пружина. Если она должна работать на сжатие, то витки разводятся. При изготовлении пружины растяжения в ней формируются проушины. Если же изготавливается торсионное изделие, то края оставляются длинными и ровными.

После этого заготовка снова разогревается до темно-красного цвета и остужается в машинном масле. Это закаляет металл, делая его снова твердым, упругим, но хрупким. Затем изделие снова греется горелкой, но уже до светло-серого цвета и оставляется остужаться на воздухе. В результате металл отпускается. Он сохраняет упругость, но теряет хрупкость. В таком виде изделие уже может использоваться по назначению.
Формы витых пружин
Витые пружины бывают:
- Цилиндрические.
- Конические.
Навитые на бланк пружины могут иметь не только правильную цилиндрическую форму, но и коническую. В ней каждый новый виток уже предыдущего. Такое изделие применяется в том случае, если на него дополнительно ложиться поддерживающая функция. Оно не только срабатывает на возврат при деформации, но и работает как опора. Конические пружины можно встретить на дорожных классических велосипедах, где они поддерживают сидение.

Цилиндрические и конические пружины могут быть обычными или составными. Составные являются сдвоенными. Это соединенные вместе 2 пружины разного диаметра. Одна располагается снаружи, а вторая ставится между ее витками. Таким образом, они работают вместе, обеспечивая необходимый уровень жесткости.
Настройка жёсткости пружин химическим способом
Сегодня я хотел бы рассказать Вам о том, как можно уменьшить жёсткость пружины в домашних условиях.
Для того, чтобы было понятнее, я снял видео
Для данного способа нам понадобится:
— Сама пружина, которую необходимо обработать.
— Ёмкость под травящий раствор.
— Сам травящий раствор (о растворах будет дальше)
— Провод в изоляции, за который мы будем вытягивать пружину из раствора.
— Ацетон или спирт для обезжиривания (в самом крайнем случае обезжирить можно обычным мылом или моющим средством)
— Ватные диски или тряпочка.
В качестве травящего раствора можно применять:
— Садовый медный купорос + немного соли
— Отработанный раствор хлорного железа (лучше)
— Разбавленная до 20% соляная или азотная кислота (очень быстрое и равномерное травление)
— Насыщенный подогретый раствор лимонной кислоты (очень медленное травление, но в итоге пружина получает стойкое и красивое химическое оксидирование)
Пружину необходимо оттереть от масла и обезжирить с помощью ватного диска и ацетона, затем просто надеваем её на провод и окунаем в травящий раствор.

Готовая пружина стала вдвое мягче.
Применение данного метода довольно обширно и ограничено лишь вашей фантазией и необходимостью.
Допустим, я ослаблял пружину для электроискрового маркера, которым можно нанести гравировку на нож. Также этот метод выручил меня при изготовлении кнопки отсечки на электрогитару.
Как ослабить пружину
Практически каждый домашний мастер знает, что почти из любой проволоки возможно сделать пружину и с успехом ее использовать в быту. В основном проблем с самостоятельным изготовлением детали не возникает. Однако иногда возникают ситуации, в которых необходимо сделать либо пружину нестандартных габаритов, либо придать ей повышенную прочность и упругость. Для этого следует прибегнуть к операциям термообработки. Закалить пружину в домашних условиях вполне реально. Само собой, что самодельную деталь не стоит использовать в особо ответственных устройствах, работающих при повышенной нагрузке. Для таких целей рекомендуется использовать пружины, изготовленные в заводских условия. Но для домашнего применения в устройстве, работающем в облегченном режиме рассматриваемая технология вполне подходит.
Необходимые инструменты и материалы
Для того, чтобы изготовить и закалить пружину из проволоки своими руками необходимо:
- Стальная проволока. Диаметр подбирается исходя из необходимых характеристик будущего изделия.
- Обыкновенная газовая горелка.
- Слесарный инструмент: пассатижи, молоток и т.п.
- Тиски.
- Печка. Это может быть, при ее наличии, специальная или же обычная бытовая.
Облегчить процесс навивания спирали способны дополнительные приспособления, которые подбираются индивидуально в соответствии с размерами и жесткостью пружины.
Если использование и закалка предполагается из проволоки диаметром меньше 2 миллиметров, то она может предварительно не нагреваться. Она без проблем будет гнуться и без этой операции. Однако при этом до начала намотки рекомендуется ее разогнуть ее по всей длине и полностью выровнять.
При использовании проволоки диаметром более 2 миллиметров ее следует до начала работы обжечь. Без данной операции выровнять и навить ее будет проблемно.

Ошибки при установке и возможные последствия
При монтаже пружин важно следовать определенным правилам:
- С двух сторон одной оси подвески должны устанавливаться изделия одного класса, например, элементы «А» или «В».
- Переднюю ось можно комплектовать пружинами класса «А», а заднюю – класса «В». При этом следует помнить, что установка наоборот недопустима.
Если один из элементов выходит из строя, то следует производить замену только в паре вне зависимости от состояния другого изделия.
Важно помнить, что цвета пружин должны быть одинаковыми по обе стороны автомобиля. Если игнорировать это правило, то образуется перекос кузова автомобиля в какую-то одну сторону. Это значительно ухудшит управляемость, устойчивость авто на дороге.
Кроме того, все детали и узлы ходовой части будут изнашиваться гораздо быстрее.
Не рекомендуется устанавливать между пружинными витками специальные «проставки», поскольку это значительно ухудшит управляемость машины, увеличит риски в плане безопасности.
Таким образом, при выборе оптимальных пружин для конкретного автомобиля важно строго придерживаться рекомендаций изготовителя. На этих элементах подвески не следует экономить, поскольку от них зависит безопасность. Покупать и устанавливать данные изделия допускается только парой.
Особенности операции
- Верно подобранная основа является залогом успеха. В заводских условиях для изготовления применяется сплав цветных металлов (65Г, 60ХФА, 60С2А, 70СЗА, Бр. Б2), легированная или углеродистая сталь. Во время домашнего изготовления оптимальной основой будет старая пружина необходимого диаметра.
- Для отжига лучше всего подойдет особая печь. При отсутствии таковой подойдет из кирпича или металла.
- Для охлаждения после нагрева рекомендуется применять трансформаторное масло. При его отсутствии подойдет веретенное.
Последовательность действий
1. Прежде, чем закалить проволоку для пружины следует проверить материал основы и убедиться, что используемая проволока углеродистой стали.
2. Процедура отжига, как сказано ранее, способна добавить пластичности. Это облегчит процесс выравнивания и намотки на оправку. Для этого можно особую печь или любую подходящую. В быту закалять возможно в наиболее подходящей конструкции (металлической или кирпичной). Для этого разжигается обычный костер и после в уголь помещается будущая пружина. После нагрева заготовки докрасна проволоку нужно изъять и позволить остыть естественным путем. Остывшая проволока будет существенно мягче и с ней можно будет комфортно работать.
3. Размягченную проволоку следует полностью выровнять и приступить к намотке на оправку подходящего диаметра. Во время проведения процедуры нужно контролировать плотное расположение витков друг к другу. Для упрощения можно пользоваться шуруповертом.
4. Для придания требуемой упругости потребуется провести закаливание. Благодаря этой термической обработке деталь получается более твердая и прочная. Закалка пружин предполагает их прогрев до температуры от 830 до 870 градусов. Для этого допускается пользоваться газовой горелкой. Ранее уже мы говорили .
Дома вряд ли сыщется подходящий термометр, которым возможно точно определять температуру детали. Поэтому можно ориентироваться по цвету металла. Когда необходимая температура достигнута заготовка станет светло-красной. Рекомендуем посмотреть видео с подробным рассказом о температуре нагрева. После этого пружина помещается в охлаждающую среду (масло).
5. После закаленную пружинку требуется подержать в сжатом состоянии. Для этого необходимо от 20 до 40 часов.
6. В завершение провести обработку и подгонку до требуемых размеров.
Верное проведение подобного упрочнения позволит с успехом использовать пружину в домашних механизмах.
Пружину, которая будет долго служить и максимально эффективно выполнять свои задачи, можно изготовить не только на производстве. Да, там есть возможность полностью соблюсти весь производственный процесс, все его параметры, правильно выбрать характеристики всех технологических процессов (например, температуру закалки). Однако простую пружину для механизма, который работает в щадящем режиме, можно сделать и своими руками.
Для этого понадобятся следующие материалы:
- непосредственно пружина и проволока подходящего для задуманного агрегата размера;
- газовая горелка;
- слесарный инструмент;
- тиски;
- бытовая или термическая печь.
Настройка жёсткости пружин химическим способом
core_number_3 25-01-2015, 18:16 7 156 Химия и опыты
ОК
Сегодня я хотел бы рассказать Вам о том, как можно уменьшить жёсткость пружины в домашних условиях.
Для того, чтобы было понятнее, я снял видео
Для данного способа нам понадобится:- Сама пружина, которую необходимо обработать. — Ёмкость под травящий раствор. — Сам травящий раствор (о растворах будет дальше)- Провод в изоляции, за который мы будем вытягивать пружину из раствора.- Ацетон или спирт для обезжиривания (в самом крайнем случае обезжирить можно обычным мылом или моющим средством)- Ватные диски или тряпочка.
В качестве травящего раствора можно применять:
— Садовый медный купорос + немного соли- Отработанный раствор хлорного железа (лучше)- Разбавленная до 20% соляная или азотная кислота (очень быстрое и равномерное травление)- Насыщенный подогретый раствор лимонной кислоты (очень медленное травление, но в итоге пружина получает стойкое и красивое химическое оксидирование)Пружину необходимо оттереть от масла и обезжирить с помощью ватного диска и ацетона, затем просто надеваем её на провод и окунаем в травящий раствор. Если в качестве раствора использовать азотную кислоту, то каждую минуту нужно вытаскивать заготовку и протирать её от окислов — это ускоряет процесс. Травление в этом случае занимает от двух до десяти минут в среднем. Использование лимонной кислоты затянет процесс на весь день, но результат также получится чистым и красивым. Стирать окисел нужно будет примерно раз в 30-60 минут. Готовая пружина стала вдвое мягче. Применение данного метода довольно обширно и ограничено лишь вашей фантазией и необходимостью. Допустим, я ослаблял пружину для электроискрового маркера, которым можно нанести гравировку на нож. Также этот метод выручил меня при изготовлении кнопки отсечки на электрогитару.
8 Чтобы написать комментарий необходимо войти на сайт через соц. сети (или зарегистрироваться): Обычная регистрация
Посетители, находящиеся в группе Гости, не могут оставлять комментарии к данной публикации.
Диаметр
Если диаметр проволоки не более 2 мм, то пружину можно сделать, не применяя термическую обработку. Для этого необходимо таким образом разогнуть проволоку, чтобы она стала абсолютно ровной, а затем с усилием намотать ее на оправку.
Что касается диаметра оправки, то он должен быть немного меньше, чем внутренний диаметр пружины, который вы хотите получить. Это необходимо для компенсации упругой деформации. Скорее всего, придется несколько раз разгибать и свивать пружину, попробовать оправки нескольких размеров, чтобы подобрать нужный диаметр. Между витками пружины сжатия расстояние должно быть немного большим, чем уже у готовой пружины. Два крайних витка должны хорошо и плотно прилегать друг к другу.
Если же диаметр пружины, которую вы хотите использовать как исходный материал больше 2 мм, то, прежде чем начинать с ней работу, ее нужно подвергнуть отжигу. Потому что без этой процедуры такую толстую проволоку невозможно выпрямить и навить.
- В первую очередь нужно правильно подобрать материал для будущей пружины — это половина успеха. В производстве используются сплавы цветных металлов (65Г, 60ХФА, 60С2А, 70СЗА, Бр. Б2 и т.д.) или специальные стали (углеродистые или легированные). Если же вы решили сделать пружину самостоятельно, самым подходящим материалом для этого станет другая пружина нужного размера (обращать внимание нужно на диаметр проволоки, из которой она изготовлена).
- Отжиг лучше всего проводить в специальной термической печи. Если же вам не удалось найти такую, то используйте кирпичную или металлическую. Разведите огонь на березовых дровах и в угли положите пружину. Подождите, пока она не раскалится докрасна, и пусть она продолжает лежать в печи до полного ее охлаждения. После такой процедуры отжига проволока станет пригодной для навивания.
- Выпрямите ее и намотайте на оправку. Делайте это так, как описано выше. При процедуре изготовления пружины витки навивайте вплотную друг к другу.
- Теперь , чтобы она не потеряла форму. Для этого ее необходимо нагреть до температуры 830-870 градусов и опустить в трансформаторное масло (можно использовать и веретенное). Естественно, что вы не сможете по приборам отслеживать нужную температуру, поэтому определяйте ее визуально по цвету нагретого металла. При температуре 830-900°С металл имеет светло-красный цвет. Если такой оттенок появился — пружина дошла до нужного состояния.
- После закалки нужно сжать пружину до сжимания витков и оставить ее, не разжимая, на 20-40 часов. Затем сточите на точильном агрегате концы пружины и изделие готово.
При создании различных устройств очень полезно иметь под рукой пружины. Само собой возникает вопрос: сколько, какого типа и размера могут понадобиться в следующий раз и как сделать пружину своими руками?
При этом иногда возникает ситуация, когда сложно найти пружину, которая идеально соответствует твоим требованиям. Так почему бы не сделать свою собственную?
Создание пружин может показаться пугающим, но при помощи базового инструмента и с простой инструкцией каждый из вас сможет создать ее.
В этой статье я покажу вам, как сделать некоторые из них, сначала самые простые, а затем я перейду к некоторым «продвинутым» инструментам, но это не добавит процессу создания сложности.
Как закалить пружину
- — карандаш;
- — линейка;
- — резинка;
- — циркуль;
- — калькулятор;
- — бумага.
В большинстве случаев используются цилиндрические винтовые пружины с круглым сечением. Такие пружины, как правило, имеют стандартные размеры. Изображение выполняется в реальных размерах или в уменьшенном либо увеличенном виде, что обязательно указывается в специальной графе «Масштаб». Схематическое изображение пружин применяется только на сборочных чертежах. Все эти моменты обязательно учтите на этапе подготовительных работ, предшествующих построению чертежа пружины. Чтобы отметить центрирование пружины сжатия, на ее концах изобразите опорные поверхности (в большинстве случаев пружины имеют полтора опорных витка). Однако для того, чтобы правильно построить чертеж пружины, нужно знать ее основные параметры: наружный диаметр, количество витков, диаметр проволоки и шаг витков.
Количество рабочих витков округлите до величины, которая кратна 0,5. Длину пружины рассчитайте по формуле: H0 = n*t + d, где n – число витков, t – шаг витков, а d – диаметр проволоки.
Найдите полное число витков по следующей формуле: n1 = n + 1,5 (эта формула учитывает полуторный опорный виток).
Длину пружины с зацепом рассчитайте по формуле: H0′ = H0 + 2*(D — d). Затем найдите радиус изгиба, обознающийся буквой R: R = (D + 2*d)/2.
На чертеже пружину изобразите в свободном состоянии, то есть, исходя из того условия, что изображаемая деталь не испытывает давления извне. Чертеж на листе должен располагаться горизонтально.
Контур витков чертите упрощенно прямыми линиями.
Разрез винтовых пружин изображайте сечением витков, причем, если толщина сечения витка меньше двух миллиметров, то сечение каждого витка при изображении пружины в разрезе полностью заливайте темным цветом, если же толщина сечения витка меньше 1 мм, то изображайте сечение схематически.
При построении чертежа пружины будьте предельно внимательны: ориентируйтесь на расчетные величины.
Сначала все линии стройте тонко, а затем, на завершающем этапе построения чертежа, обведите все основные линии.
- Условное изображение пружин в 2017
Как сделать пружину мягче
Как сделать пружину мягче
Чем дальше в… прогресс, тем больше… мы не можем представить свою жизнь без автомобиля. И если в недалёком 20-ти летнем прошлом, выбор авто в нашей стране был невелик: Жигули, Москвичи и Волги, то сегодня автопроизводитель может удовлетворить любые наши фантазии и предпочтения. Были бы деньги.
Психологами уже давно доказано, что выбор автомобиля полностью соответствует чертам характера человека. Цвет покраски авто. форма кузова, технические характеристики двигателя, и, конечно же, ходовые качества авто – всё специально или исподволь соответствует нашему внутреннему состоянию при выборе автомобиля.
Напрямую от характера автовладельца зависит и подвеска автомобиля. Ходовые качества подвески либо выбираются сразу же при покупке авто, либо потом дорабатываются в процессе тюнинга автомобиля под свои желания и ощущения. Именно от стиля езды того или иного автомобилиста зависит, какую подвеску он хочет иметь: жесткую или мягкую.
Сегодня все конвейерные автомобили, за исключением внедорожников, как правило, обладают мягкой подвеской. Однако не следует забывать, что у каждой модели своя подвеска определенного типа. Производители балансируют подвески специально под каждую модель, чтобы они работали с учетом всех характеристик и параметров того или иного автомобиля.
Несмотря на то, что автомобиль с мягкой подвеской обеспечивает пассажирам и водителю желаемую плавность хода, он во многом теряет в управляемости и отзывчивости. Разумеется, не до такой степени, что вам становится трудно контролировать автомобиль, но, например, при выполнении поворота на достаточно большой скорости, вы однозначно почувствуете крен кузова и сложность в управлении.
Жесткая подвеска предполагает более агрессивный, спортивный стиль езды. Такая машина имеет лучшую маневренность и управляемость. Но огромным минусом жесткой подвески является ее негативное воздействие на организм человека.
В этом материале речь пойдет о том, как охотиться на бобров. В статье описаны способы охоты на бобра, особенности экипировки и маскировки, способы выделки шкур. Вы узнаете о том, какие блюда можно приготовить из мяса бобра и какими лечебными свойствами обладает бобровая струя, для лечения каких болезней применяется секрет этой железы. Кроме того, дается подробное описание жизнедеятельности вида: повадки, особенности питания и размножения, суточный и сезонный жизненные циклы.
Общеизвестна актуальность сохранения и восстановления природной среды. Существуют законы, нормы и правила поведения охотников в природе. Тем не менее поголовье всех видов промысловых зверей и птиц постепенно сокращается. Одним из важнейших аспектов сохранения ценных видов дичи является воспитание у человека любви к природе. Это нельзя привить, это чувство должно зародиться в душе охотника. Оно не появится во время шумных облав, автомобильных загонов или охоты с вертолета. Оно может зародиться только благодаря созерцанию природы во всех ее проявлениях, внимательному изучению повадок животных и наблюдению за ними. Восстановлению старого представления об охоте как об искусстве всецело будет способствовать книга об охоте на бобра
История бобра является классическим примером тому, как человек своей деятельностью, преднамеренной и непреднамеренной, повлиял на катастрофическое сокращение численности этого зверя и тому, что может человек сделать для восстановления животного мира.
Спасибо, что посетили наш проект с правдивыми отзывами о различных автомобилях, оставленных людьми, которые ездили на них и активно эксплуатировали. Мы тщательно проверяем информацию и оформляем каждый отзыв фотографиями, добавляем тест драйв и краш тест. После каждого отзыва Вы можете оставить свой комментарий об автомобилях и поделиться своим опытом.
Прежде, чем покупать любой автомобиль, его будущий владелец хочет знать какие трудности и проблемы его ждут, а самое главное, что в конечном итоге лучше купить: либо новенькое, но бюджетное авто, либо подержанное, но более высокого класса.
Автопроизводитель постоянно работает над улучшением модели: например, в 2013 году на патриота поставили новую корейскую раздатку с шайбой (кроме базовой комплектации comfort). Также на автомобили появился новый руль, дневные ходовые огни, новая панель приборов и многое другое, чтобы сделать автомобиль комфортнее и конкурентоспособнее.
Закись азота своими руками

Закись азота – очень простое и весьма дешевое устройство, которое может кратковременно увеличить мощность вашего двигателя. Ее простота стала основной причиной того, что возможно изготовить закись азота своими руками. Но помните, что мотор будет изнашиваться гораздо быстрее и потреблять больше бензина, чаше требовать технического обслуживания.
Насколько можно увеличить мощность с помощью данной технологии? Реальное увеличение около 50%, то есть в полтора раза. Прежде всего советуем вам посмотреть видео, из него можно узнать много общих моментов.
Каков принцип работы закиси азота? В двигателе, после впрыскивания закиси азота, под действем высоких температур газ распадается на азот (которого в воздухе и так полно и который ни на что в нашем случае не влияет) и на кислород. Вот в кислороде и вся соль. Его повышенное содержание резко увеличивает активность сгорания топлива в двигателе. Отсюда и рост мощности и, как следствие, скорость автомобиля.
Так же это вещество известно в медицинских кругах как “Веселящий газ”.
Обычно общая схема, если в двух словах, такова: в машину добавляется баллон с закисью азота, трубку к двигателю и кнопку управления на приборную панель водителя. Все, в нужный момент, на финишной прямой или где нибудь еще, водитель жмет заветную кнопку и чувствует, как его вжимает в сиденье, а авто рвется вперед.
Как получить такой ускоритель? Либо купить комплект (дорого), либо сделать самому. Второй вариант доминирует на просторах СНГ, ведь он куда меньше обременяет кошелек и дает любителям возможность показать свое инженерное мастерство.
Собираем закись азота своими руками
Основные правила несложны, но очень важны. Их всего несколько:
Вся магистраль от самого баллона до самого клапана – высокого давления. 50 атмосфер – это очень и очень немало. Кто видел как стреляет жидкая закись через жиклер диаметром 1мм, тот поймет, что прорыв магистрали может натворить бед. Поэтому не забывайте про высокое давление. Надежно крепите баллон. Используйте только компоненты, пригодные для работы с высоким давлением. Никаких соплей и прочего самопала в виде неаккуратной пайки или сварки.
Все уплотнения делаются исключительно металлические или фторопластовые. Резина не годится – жидкая закись агрессивна и резина быстро теряет свои свойства и крошится, как и крошится от крайне низких температур. Использование резины категорически запрещено. Также нельзя паять оловом – с ним будет то же самое. Только медные шайбы или фторопластовые прокладки. Если есть необходимость сварки – то только серебряным припоем. К слову сказать, если не знаете что такое фторопласт и где его брать – это такой белый полимер, крепкий, не горючий, скользкий, инертный. Искать его на радиорынке, там де торгуют всякими вещами для трансформаторов или печатных плат – он используется как изоляционный материал. Там будут разные куски и ленты, разные толщины. Цены – копеечные. Не забывайте, что фторопласт хладотекуч, при больших смыкаемых поверхностях не следует вырезать уплотнительные шайбочки миниатюрных размеров, она может даже при сильном сжатии поплыть в сторону.
Магистраль не должна иметь сужений и прочих перепадов сечения, поскольку после сужения (например, в месте стыковки двух отрезков магистрали) всегда будет расширение, в котором при включении системы и движении закиси упадет давление, и закись непременно в этом месте вскипит, охладится и замерзнет, тем самым полностью блокируя магистраль. Более того, при включении системы мощности выше среднего перед тем как жидкая закись придет в движение, от клапана до баллона прокатится волна пониженного давления и закись может самопроизвольно подкипеть/подмерзнуть в произвольных местах. Для этого предотвращения этого используется «секретный девайс». Как показала практика, надобность его в реализованной системе при мощностях до +50л.с. сомнительна, поэтому его я коснусь лишь вскольз в конце статьи.
Подготовка к сборке и установки закиси азота
Начинать постройку системы ИМХО необходимо поэтапно, на бумаге, и переходить к следующему этапу, утрясся вопрос с предыдущим.
– Найти, где будете заправлять закись. Идеальный по дешевизне вариант – использовать медицинскую закись в медицинских же баллонах. Вам просто придется сдавать пустой баллон и с доплатой получать новый. Правда есть два больших но. Во-первых, необходимо приобрести тару – сам баллон (что окажется крайне непросто), во-вторых, его надо возвращать в таком виде, в котором вам его дали, т.е. он должен легко выниматься и не перекрашиваться/обклеиваться и т.д. Вопрос «где искать» оставляю на ваше усмотрение, тут уж голь на выдумки хитра. Можно использовать иные баллоны, самый удачный вариант – от углекислотных огнетушителей, и заправлять в тюнинг-конторах. Не забудьте уточнить, чтобы вам не закачивали туда газ (есть и такие умельцы) а заливали жидкую закись. Степень заправки определяется весом баллона, а не давлением (к слову, практически пустой баллон с парой граммов жидкой закиси имеет давление 50 атм.). Ну плюс согласуйте фитинг, чтобы заправка была обыденным явлением.
– Найти, где покупать дополнительное топливо. Идеальный вариант – этанол или метанол. Октановое число выше 110, нейтрально относится к резиновым изделиям, есть возможность развести водой до 70-80 градусов для повышения октанового числа. Если найдете нормальное место продажи технического метанола – вам повезло, ибо он стоит копейки. Не забывайте, метанол – яд! К слову, на стандартный баллон закиси уйдет примерно литр спирта.
– Найти клапан. Тут уж в каждом регионе свои заморочки. Я купил себе клапан от пропанового ГБО под названием BRC River, и считаю его лучшим клапаном для закиси из неоригиналов. Если кто напорется – повезло, стоит коло 15-20 долларов. Коллеги используют также французский Danfoss EVR3 от холодильного оборудования и считают его лучшим (стоит он без катушки 20-25 евро). Я буду говорить за себя, лично мне данфосс не очень. Можно также по аналогии приспособить какой-нибудь другой подходящий клапан от ГБО (все равно переделывать придется). А можно вообще купить фирменный амерский клапан, правда, там и цена другая.
– Все остальные необходимые компоненты можно приобрести в любом сельском ларьке автозапчастей.
Теперь определимся, какая прибавка нам необходима. Самая простейшая система, которую мы рассматриваем, способна спокойно дать до +50л.с. практически без переделки мотора наших объемов и без какого-либо вреда для ресурса. Собственно, о такой системе и пойдет речь. Необходимый массовый объем считаем, зная нужную нам прибавку, по пропорции 40г/с=100л.с. В моем случае это 14г/с и +35л.с. на моторе 1300.
Далее нам нужно определиться с жиклером. Пролит жиклер 0.7мм – он дает нужный расход около 14г/с. Другие расходы считаются по пропорции, причем расход пропорционален ПЛОЩАДИ сечения жиклера. Кому лень – вот примерная таблица:
Диаметр жиклера – прибавка мощности
- 0.30мм – 6.3л.с.
- 0.50мм – 17.5л.с.
- 0.70мм – 34.3л.с.
- 0.90мм – 56.7л.с.
- 1.10мм – 84.7л.с.
- 1.30мм – 118.3л.с.
- 1.50мм – 157.5л.с.
- 1.70мм – 202.3л.с.
- 1.90мм – 252.7л.с.
- 2.00мм – 280.0л.с.
Также считается и длительность работы баллона, т.е. 6000г/14г/с=428=7.15 минут.
Теперь можно приступать к приобретению всего и все.
Компоненты для сборки ускорителя автомобиля
Схематично простейшая система должна выглядеть так:
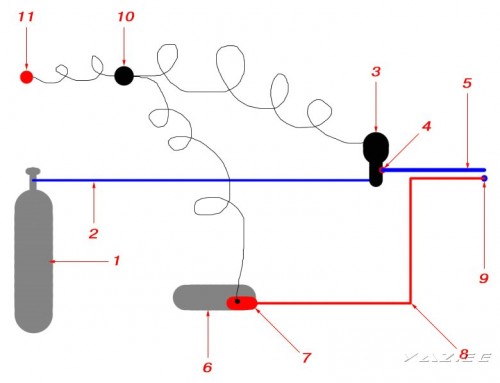
1. Баллон
2. Магистраль
3. Клапан
4. Жиклер
5. Подающая трубка
6. Бак с доптопливом
7. Насос доптоплива
8. Магистраль
9. Жиклер доптоплива
10. Управляющее реле
11. Управляющая кнопка
В жизни это выглядит так:
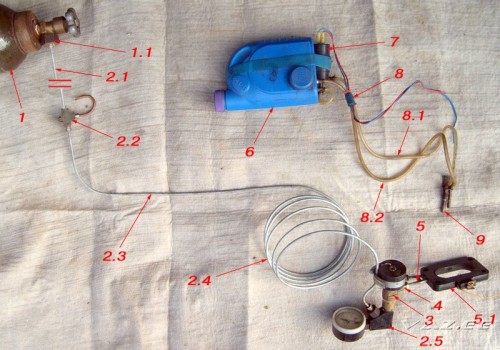
1. Баллон
1.1. Гайка-переходник
2. Магистраль
2.1. Длинная тормозная трубка.
2.2. Тройник-соединитель
2.3. Длинная тормозная трубка
2.4. Спираль-компенсатор колебаний.
2.5. Переходник с манометром и заглушкой под «секретный девайс»
3. Клапан
4. Жиклер
5. Подающая трубка
5.1. Проставка под карб.
6. Бак с доптопливом
7. Насос доптоплива
8. Магистраль
8.1 Прямая магистраль
8.2. Вакуумная магистраль
9. Жиклер доптоплива
Крепление баллона
Лично я ничего умнее не придумал. Дно баллона ставится на подставку над стаканом и фиксируется резиновой петлей к ней, а нос баллона крепится за большую резьбу хомутом, переделанным от крепления огнетушителя и прикрученного к перегородке багажника. Баллон сидит намертво, пошевелить руками его проблематично. И место ИМХО достаточно удачное – при любых серьезных авариях повредить баллон невозможно.
Гайка-переходник
Как по мне – это самое простое решение, если у вас есть токарь, соединить баллон с магистралью. Баллон в таком варианте отсоединяется и вынимается из машины менее чем за минуту.
Резьба и шаг на баллоне американские (дюймовые), но хорошо подходит (гайка у меня закручивается свободно) метрическая резьба М24х1.75. По центру сверлится отверстие и нарезается резьба под стандартную тормозную трубку. Останется только положить внутрь штуцера баллона кусочек фторопластовой ленты, накрутить гайку, вкрутить в нее тормозную трубку, и уплотнение полное получено.
Магистраль
Очень удачно подходят стандартные тормозные трубки. Лучше в плане крепости на излом стальные, но в плане гибкости, прокладки, уплотнения – медь. В дальнейшем трубка дырявит перегородку в багажнике между чашками и прокладывается в тоннеле параллельно топливной и тормозной магистрали машины. В салоне прокладывать магистраль считаю лишним – если не дай Бог по каким-то причинам повредится трубка, жидкая закись хлещущая вылетающими из трубки в 3мм со скоростью в пару сотен м/с острейшими замороженными кристаллами при -90С даст прикурить всем, кто находится в салоне. При прокладке под днищем стандартной длинной трубки хватает как раз чтобы показаться из под тоннеля.
Тут мы на нее накручиваем стандартный тройник с одной заглушкой и берем вторую длинную тормозную трубку (тут лучше использовать сталь). Ведем ее на другую сторону капота к клапану. Вся соль прокладки системы в том, что расстояние от седла клапана до жиклера должно быть сведено до минимума – пары сантиметров (иначе получится мертвый объем от клапана до жиклера, и после закрытия клапана закись будет продолжать поступать из этого огрызка магистрали между ними в мотор).
Кроме того сама трубка от жиклера до коллектора должна быть как можно короче – чтобы исключить обмерзание в ней закиси. Я пошел другим путем – навесил сам клапан на впуске, тем самым полностью исключил эти два негативных фактора. Но зато появилась необходимость в подводе закиси к клапану. Годится только металлорукав, всякие там шланги резиновые категорически нельзя. Поэтому я создал эдакий демпфер из этой же второй тормозной трубки – сделал несколько витков вокруг закисного баллона и разместил под капотом таким вот образом.
Трубка стояла на машине более двух лет, никаких видимых не то чтобы заломов, даже потертостей и прочих дефектов на ней не обнаружено, т.е. такой демпфер работает.
Клапан
Перед употреблением клапан необходимо полностью разобрать и заменить абсолютно все уплотнения фоторопластовыми.
Затем разобрать сам шток, и поставить в центр вырезанную самостоятельно «таблетку» из фторопласта. Есть мнение что можно использовать в штоке вместо фторопласта свинец – не знаю, не пробовал.
По идее должен работать. В итоге в клапане должны остаться только металл и фторопласт. Старую катушку выкидываем, мотаем новую… Я мотал 400 витков проводом 1.0мм. Наружный диаметр – 50мм.
Мотал прям на катушку, а по бокам и вокруг катушки – стальной экран. В итоге у нас должна получиться катушка с силой тока 5-10А вместо 0.5А у родной, прилагаемой к клапану. Эта катушка у меня гарантированно открывала клапан при напряжении в 6 вольт.
Жиклер
Жиклер можно взять от какого-то воздушного ХХ. В принципе можно найти жиклер любого сечения и доработать до нужного. Расширять его легко сначала сверлом (продаются сверла от 0.5мм с шагом 0.1мм), а потом сглаживается нитью, смазанной пастой Гойя. Диаметр точно контролировать легко с помощью толстой и иглы и штангеля – сначала игла вставляется в жиклер до подклинивания, а потом замеряется в месте контакта с жиклером штангелем. Жиклер я впаял в кусочек тормозной трубки, ее запрессовал в отверстие, высверленное в стандартной проставке под солекс. В проставке не забудьте убрать перегородку.
Для подачи доптоплива идеальной системой будет инжекторный бензонасос с обратным клапаном, подавать можно в такой слабомощной системе спокойно во вторую камеру карбюратора с трубки, прикрепленной к кастрюле с жиклером на конце. В инжекторе особых различий нет, главное чтоб струя закиси била перпендикулярно коллектору (иначе она будет по инерции залетать неравномерно во все цилиндры) а струя топлива пересекалась со струей закиси (чтоб последняя разбивала струйку топлива в пыль и перемешивалась с нею). Можно ограничиться пластиковой канистрой от масла в 1л, и насосом омывателя 2110.
Теперь важный этап постройки – сборка и проливка. Сначала собираем все компоненты воедино без установки на машину, с полным уплотнением всех стыков. Сразу лезущие косяки фиксим. Потом осторожно открываем вентиль баллона. В данном случае баллон держим вентилем верх, чтоб проверить газом под давлением, а не жидкостью, в случае чего меньше потерь будет. Внимательно слушаем все стыки и клапан на предмет шипения.
Подать напряжение кратковременно на клапан, посмотреть насколько четко он открывается/закрывается, насколько он остается герметичен после нескольких открытий. Фиксим все это. Потом, если все ок, можно закрыть вентиль баллона и оставить все как есть на часик, держа вентиль закрытым. Если спустя часик при попытке открыть клапан из него выходит закись – значит все ок, герметичность приемлемая. У меня магистраль держала давление, не падая, сутки после закрытия вентиля, потом просто лень было тестировать. Далее переворачиваем баллон вентилем вниз, и тестируем снова, только чтоб теперь в проставку летел «снег» жидкой закиси. Осторожно, стойте от этого дела подальше во время открытия клапана и надежно зафиксируйте его.
Все нормально? Клапан и магистраль держат хорошо? Снег летит непрерывно, постоянной струей? Теперь переходим к проливке жиклера. Взвешиваем баллон на точных весах. Затем открываем клапан на точное время, например, 10 секунд. Потом отключаем и снова взвешиваем баллон. Допустим, если мы сделали жиклер 0.7мм, ожидаем расхода 14г/с или 140 грамм похудения баллона за 10 сек. Отмечаем реальных расход. Если согласны с ним – запоминаем. Если не согласны – корректируем жиклер.
Кстати, все эти 10 секунд сопло снега должно быть монотонное, ровное, одинаковое, без затухания и плевков (признак замерзания магистрали). После 10с клапан должен четко закрыться и не сопеть (обмерзание седла клапана). Если все ок, то надо пролить жиклер дополнительного топлива. Стехиометрия закиси к спирту – 6.5:1, к бензину – 8.5:1 (не объем, а МАССА спирта и бензина. ). Нужно получить примерно эти соотношения.
Теперь приступаем к сборке.
Собираем и устанавливаем в машину
Каких-либо нюансов тут нет. Практически все описал в предыдущем пункте. Ну разве что следует соблюдать аккуратность при прокладке трубки, не перегибать и не переламывать.
Подключение электрики – отдельный разговор. Естественно, понятно, что клапан и насос подключаются через реле. А вот к чему подключать? Можно просто вывести кнопку… Ну, я пошел немного другим путем. Поскольку закись нужно включать исключительно при полном дросселе (иначе нет смысла), то я поставил концевик на дроссель последовательно с тумблером и параллельно контрольной лампе. Т.е. если я не хочу кататься с закисью – катаюсь как обычно. Если хочу – включаю тумблер, и тогда при каждом нажатии на газ до упора включается закись и загорается контрольная лампа закиси.
Пару слов о эксплуатации
- Достаточно сложно следить за уровнем закиси в баллоне. Чтоб знать точно – его нужно снимать и взвешивать. Давление вам ничего не даст – при НУ там всегда будет 50атм. Косвенно можно почувствовать, катаясь на закиси – при форсаже машина резко затупит – значит в коллектор закись пошла газом, мотор заливает топливом.
- Регулярно проверяйте уровень топлива в бачке. Потому как если кончится топливо – будет значительно хуже чем если кончится закись – смесь резко обеднится, и хоть от закиси без топлива тоже есть приход, появится детонация. А жесткая детонация на закиси – это не просто «пальчики позвякивают»… Кстати, по уровню топлива в бачке можно ориентироваться и на остаток закиси в баллоне – баллон уходит примерно с чуть более литра спирта. Т.е. если литр уже ушел, самое время снять баллон и взвесить. Чтоб потом не возникло конфуза в самый ответственный момент )
- После использования закиси закрутите вентиль и продуйте систему на работающем двигателе (путем открытия клапана и освобождения магистрали от закиси). Или перед последующим заводом мотора обязательно покрутите стартером без зажигания мотор – чтобы продуть заполненный закисью коллектор. Иначе при заводке благодаря существующему опережению мотор может тупо завестись в обратную сторону. У меня раз так и сделал – стартер получил по зубам и посмертно хрюкнул бендиксом. Кстати, машина должна стоять на стоянке с завинченным вентилем на баллоне.
- В системе желательно иметь манометр. После длительной стоянки на жаре баллон нагревается, и давление в нем повышается. Пропорционально надо повышать подачу топлива. Ну и пропорционально же растет прибавка.
Зависимость температуры закиси и давления в баллоне:
- 0С – 30атм
- 10С – 40атм
- 20С – 50атм
- 30С – 65атм
- 40С – 85атм
- 50С – 100атм
Вот собственно и все, что касается простейшей системы подачи закиси. И еще важный момент, сколько стоит закись азота? Около 100у.е., из которых 50 – баллон с закисью, а 20 – клапан.
Закись азота своими руками
Химия и Химики № 1 2012
Предварительный вариант
Закись азота.
Получение, хранение и физиологическое действие (ч. 3)
Получить веселящий газ можно несколькими путями. Самым доступным в домашних условиях является способ Г. Дэви – термическое разложение нитрата аммония (аммиачной селитры) по реакции:
В лабораторных условиях более удобным является нагревание сульфаминовой кислоты с азотной кислотой:
однако сульфаминовую и азотную кислоты достать труднее, поэтому мы остановимся на разложении аммиачной селитры. Кстати, разложение аммиачной селитры используется для синтеза закиси азота в промышленных масштабах.
При нагревании нитрата аммония имеет место несколько реакций. Приведем фрагменты из книги Л.И. Багал Химия и технология инициирующих взрывчатых веществ (1975) ссылка
Нитрат аммония при нагревании несколько выше температуры плавления (сухой нитрат аммония плавится при 169.6°С), разлагается по реакции
Реакция разложения на закись азота и воду изучалась Бертело, Томсеном и Велеем. Первые два исследователя нашли, что реакция экзотермична
Основными реакциями разложения нитрата аммония при температуре до 270°С являются (1) и (2). Расплавленный нитрат аммония при нагревании выше 250-260°С может выделять окислы азота, азот и воду:
Саундерс (1922 г), основываясь на результатах газового анализа, пришел к убеждению, что основными реакциями разложения при температуре до 260°С являются (1) и (2), а также реакция
Разложение при взрыве по его мнению протекает по реакции
Для нормального процесса образования закиси азота путем разложения нитрата аммония его температурный режим и степень чистоты имеют исключительное значения.
Как видно из приведенных выше данных, аммиачная селитра при нагревании до 240-250°С разлагается с образованием закиси азота и воды, однако даже при этой температуре полученный “сырой” газ содержит пары азотной кислоты, оксиды азота NO и NO2, аммиак, хлор (за счет примесей хлоридов), азот и “туман” возогнанной аммиачной селитры. Понятно, что такую смесь вдыхать нельзя (если возникнет мысль повторить опыты Дэви), поскольку это смертельно опасно! Мало того, если колба закрыта резиновой пробкой, то она даже после кратковременного использования постепенно разрушается (с образованием совсем не безвредных продуктов).
Поэтому способ получения веселящего газа нагреванием аммиачной селитры на сковородке (который зачастую рекомендуют “гуру”, чтобы посмеяться над “профанами”) выглядит в лучшем случае как черный юмор.
Перейдем к рассмотрению установки. Нитрат аммония разлагают в колбе Вюрца при осторожном нагревании. Лучше использовать термометр, однако без него при необходимости можно обойтись. Как показал опыт лучше использовать нагрев примерно до 220°С, при этом наблюдается легкое “кипение” расплава. Полученный “сырой газ” для очистки пропускают вначале через охлаждаемую льдом ловушку, для сбора перегоняющейся воды с примесью азотной кислоты. Далее газ проходит через склянку Дрекселя с раствором железного купороса, она также служит своеобразным индикатором скорости выделения газа. Затем газ промывается в импровизированной промывалке (c пористым распылителем) с раствором 5-7 % щелочи (гидроксида натрия или калия), где он очищается от NO2, азотной кислоты, хлора. И, наконец, в третьей промывалке с пористым распылителем, в которую налит раствор сульфата железа (II), закись азота очищается от NO и следов оставшихся примесей. После нее газ содержит закись азота с некоторым количеством воды и азота, а также следами NO2 и NO.
Следует помнить, что очистке закиси азота, если она будет использована для повтора опытов Дэви, следует уделить особое внимание, в противном случае газ будет токсичным.
В качестве реакционной загрузки использовалось удобрение нитрат аммония (аммиачная селитра).
Нитрат аммония (аммиачная селитра)
Теперь рассмотрим цикл получения газа. Мы использовали термостойкую колбу Вюрца емкостью 500 мл. Однако возможно применение колб меньшей емкости, что отразится на длительности процесса. Так как по колбе в процессе реакции стекают капли воды, может произойти растрескивание стекла, поэтому рекомендуется термостойкое стекло. Отвод колбы обмотан влажным бинтом для дополнительного охлаждения “сырого газа”, периодически его осторожно смачивают водой из пипетки. Следите, чтобы капли воды не попали на колбу! Колбу загружают селитрой на три четверти. Вначале осторожно нагревают селитру до плавления, не присоединяя отвод с резиновой трубкой. Нагревать можно над электроплиткой, спиртовкой, газовой конфоркой. Периодически ее помешивают стеклянной палочкой. (Не рекомендуем использовать для нагрева таблетки сухого горючего, издающие при длительном горении крайне неприятный запах. После сжигания трех таблеток пришлось проветривать помещение.) Плавление длится долго, постепенно объем загрузки уменьшается можно досыпать немного селитры.
Когда селитра расплавилась и начала слегка “кипеть” осторожно присоединяем резиновый шланг, придерживая рукой конец стеклянного отвода. Надевают резиновую трубку, слегка смочив водой стеклянный отвод, натягивать нужно примерно на 7-8 мм. Можно заранее присоединить резиновую трубку к отводу колбы, но тогда нельзя закрывать пробкой с термометром горло коблы до начала стабильного выделения газа.
Теперь началось выделение веселящего газа. Вначале нужно либо подождать пока он вытеснит воздух из системы, либо сразу присоединить мешок для сбора газа (так можно примерно увидеть объем газа, который выделился). После заполнения мешка наполовину, присоединяем пустой мешок. Нагрев регулируем так, чтобы температура была около 220°С. Это позволит получить более чистый газ. При нагревании вначале наблюдается более сильное “кипение” селитры, т.к. испаряется примесь влаги. Необходимо следить за прохождением газа через первую промывалку – должна выходить непрерывная цепочка пузырьков. Примерно за 20 минут можно получить три литра газа. Опыт показал, что держать нужный температурный интервал очень легко. При снижении температуры можно ненадолго подогреть газовой горелкой боковую часть колбы. Однако оставлять прибор без присмотра на длительное время (более 5 мин.) нельзя. Помните – при охлаждении скорость выделения закиси азота уменьшается и через некоторое время воду из промывалки засосет в ловушку, а затем и в колбу. Это вызовет ее разрушение со всеми неприятными последствиями! Возможен и противоположный исход, когда от перегрева произойдет неконтролируемое ускорение реакции. Поэтому понаблюдав за процессом, отрегулируйте степень нагрева колбы.
Разложение аммиачной селитры
Используемая плитка (мощность спирали 600 Вт) оказалось неспособной вызвать перегрев, несколько раз приходилось слегка подогревать колбу газовой горелкой, чтобы температура держалась возле 220°С.
Выделяющая вода конденсируется на горле колбы и периодически по стенкам стекает в расплав, вызывая непродолжительный ускоренный выход газа. Чтобы избежать этого (и возможного разрушения колбы) некоторые руководства рекомендуют боковой обогрев горла колбы или ее теплоизоляцию, однако это кажется излишним. Постепенно мешок заполняется газом. Когда он почти заполнился и слегка упруго продавливается, его необходимо отсоединить и поставить другой. Делают это так – вначале выдергивают проволочные кольца, клапан закрывается. Затем быстро отсоединяют широкий шланг от горла мешка. Берем пустой мешок, выдавливаем воздух, открыв пальцами клапан, или просто втягиваем воздух ртом. Фиксируем “крылышки” клапана в открытом положении палочкой от мороженого и двумя проволочными кольцами из медного электропровода. Далее надеваем резиновый шланг подачи газа. Цикл повторяется.
Также закисью азота (за неимением достаточного количества мешков для вина) была наполнена резиновая подушка. Для длительного хранения газа она непригодна. Однако удобна при кратковременном хранении.
Когда собран и отложен последний мешок необходимо отсоединить шланг от отвода колбы Вюрца. Автор просто его срезал, т.к. снять его проблематично, можно сломать отвод. Колбу с расплавом лучше сразу вынести на открытый воздух, она должна остывать на штативе, ничего не касаясь, до полного охлаждения! Пробку с термометром необходимо вынуть. Можно закрыть горло пробкой (без термометра!). Промывалки нельзя оставлять с растворами. Их разбирают, растворы переливают в стеклянные бутылки. Следует помнить, что щелочь разрушает полиэтилентерефталат, поэтому раствор ее лучше хранить в полиэтиленовых или полипропиленовых бутылках (в крайнем случае – стеклянных). Все трубки тщательно промывают проточной водой, аквариумные “распылители” необходимо после промывки выдержать в разных стаканах с водой, для окончательного удаления следов растворов. Распылитель, бывший в растворе щелочи, при мытье раскрошился в руках. Поэтому лучше заранее купить несколько запасных.
В описанной выше версии прибора было решено использовать термометр и дополнительную ловушку для кислого конденсата (служащую также предохранительной склянкой от случайного засасывания раствора). Возможен и более простой вариант – без термометра и ловушки, – однако с ним работать менее удобно, и нужна бОльшая осторожность.
Ловушку мы сделали из маленькой колбы Вюрца, однако можно с успехом изготовить ее из аптечной склянки на 100 мл, с винтовой резьбой под пластиковую крышку.
Достаточно просверлить два отверстия, как показано ниже, и вставить длинную (почти до дна) и короткую стеклянные трубки. Ловушка охлаждается в ледяной бане, для чего удобнее использовать металлический широкогорлый термос, наполненный колотым льдом с водой. Загрузка селитры (для 500 мл колбы) около 850 г – почти полный пакет удобрения.
Изготовление промывалок не представляет труда – нужны лишь аквариумные распылители подходящего диаметра (меньше диаметра горла бутылки) и стеклянные трубки (можно использовать подходящие по диаметру пипетки Мора). Необходимо сделать 3 отрезка трубки 3-4 см длиной, диаметр примерно 7 мм, и 3 куска трубки 25-30 см (подбирается по длине бутылки) [1] со слегка оттянутым концом. Для этого трубку, вращая, нагревают в пламени горелки (удобны корейские горелки, надевающиеся на баллончик с бутаном). Когда пламя окрасится в желтый цвет и трубка начнет размягчаться, ее непрерывно вращая, совсем слегка растягивают. После остывания посередине оттянутого пространства трубку разрезают. Для этого краем тонкого, “бархатного” напильника слегка наносят черту на 1/6 – 1/3 окружности трубки и разламывают, одновременно, как бы стараясь разорвать трубку в разные стороны. Оттянутый конец трубки вставляют в крышку пластиковой бутылки, отверстие должно быть чуть меньше диаметра трубки, тогда система совершенно герметична. Окончательный размер длинных трубок подбирается так, чтобы распылитель при закручивании пробки был у самого дна бутылки. Собранную систему необходимо проверить на герметичность, смочив снаружи пробку мыльным раствором и каким-либо способом создать давление газа. Аккуратно сделанные промывалки даже под значительным давлением совершенно герметичны. Затем в прибор необходимо залить воды по уровню начала горлышка бутылок (в первую можно на две трети) и попытаться ртом продуть систему, с переднего конца трубки подачи “сырого” газа. С некоторым усилием это должно удаться.
Для сбора установки использовались: литровая промывалка (оснащенная пористым распылителем) на основе пластиковой пивной бутылки с сульфатом железа, стеклянная промывалка из водочной бутылки (раствор щелочи, тоже с пористым распылителем) и самодельная склянка Дрекселя с раствором железного купороса из полулитровой пластиковой бутылки.
Раствор щелочи готовим осторожно, помня о крайней опасности ее для глаз и кожи. Применялся 7 % раствор едкого кали. Раствор железного купороса готовим насыщенным, воду слегка подкисляем серной кислотой. Нами был куплен сульфат железа фирмы Фаско, железный купорос был влажным, однако он достаточно чистый и растворяется без остатка.
______________________
1 Стеклянные трубки при необходимости можно использовать составные – срастив подходящие отрезки кусочком резиновой трубки.





